低压铸造ppt
- 格式:ppt
- 大小:3.17 MB
- 文档页数:64


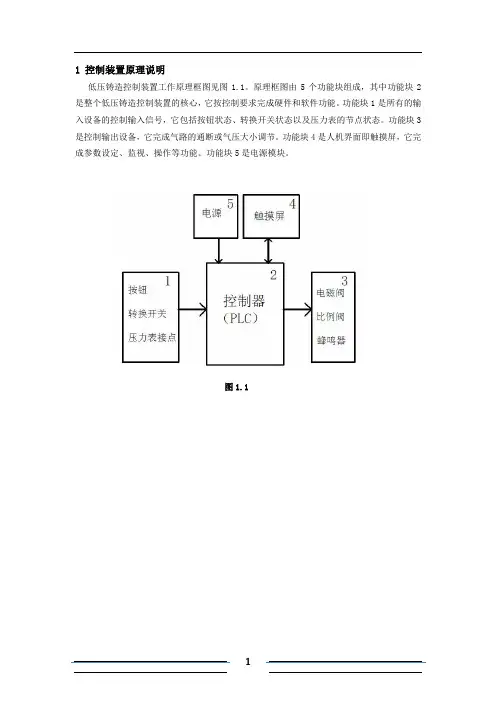
1 控制装置原理说明低压铸造控制装置工作原理框图见图1.1。
原理框图由5个功能块组成,其中功能块2是整个低压铸造控制装置的核心,它按控制要求完成硬件和软件功能。
功能块1是所有的输入设备的控制输入信号,它包括按钮状态、转换开关状态以及压力表的节点状态。
功能块3是控制输出设备,它完成气路的通断或气压大小调节。
功能块4是人机界面即触摸屏,它完成参数设定、监视、操作等功能。
功能块5是电源模块。
图1.12 控制装置面板低压铸造控制装置的面板图见图2.1。
面板有以下元件或设备:①指示灯2个:交流电源指示灯和直流电源指示灯。
②蜂鸣器1个:开模提示。
③按钮4个:充型开始按钮、急停按钮、气缸上升按钮、气缸下降按钮。
④转换开关3个:电源开关、扩充选择开关以及控制选择开关。
⑤人机界面1个:触摸屏。
⑥压力表1块:电接点压力表。
⑦温度控制表1块:用于炉温控制。
图2.13 控制装置触摸屏监视画面低压铸造控制装置的触摸屏监视画面见图3.1。
图3.1触摸屏监视画面包含以下六个功能区:①工艺过程各个时段指示区:该功能区包含各时段指示灯和读秒倒计时。
其中泄压时段有2个指示灯,左边的对应比例阀泄压指示和读秒倒计时;右边的对应泄压阀指示和读秒倒计时。
图3.2②压力曲线显示区:红颜色的是给定压力曲线;蓝颜色的是实际压力曲线。
图3.3③指示灯区:该功能区指示灯有:循环允许指示灯、循环运行指示灯、循环停止指示灯、允许扩充指示灯、扩充运行指示灯、急停指示灯(急停时红颜色)。
图3.4④压力值显示区:该功能区完成压力显示,显示的变量有:设定压力值显示(MP)、实际压力值显示(MP)、初始悬浮压力值显示(MP)、当前悬浮压力值显示(MP)。
图3.5⑤按钮区:按钮区有3个按钮。
它们分别为‘工艺参数(1-5)’按钮,该按钮功能是进入工艺参数设定画面,工艺参数编号为1号至5号;‘工艺参数(6-10)’按钮,该按钮功能是进入工艺参数设定画面,工艺参数编号为6号至10号;‘工件参数’按钮,该按钮功能是进入工件参数设定画面。