机械加工工艺过程卡片(实例)
- 格式:doc
- 大小:543.50 KB
- 文档页数:8
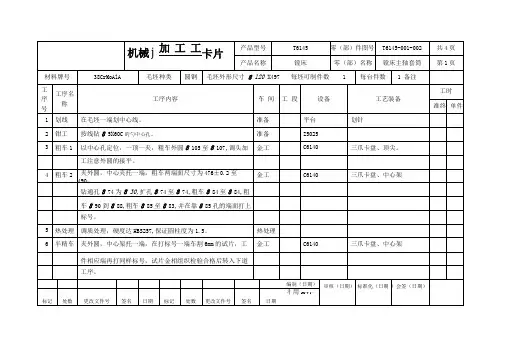
编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺过程卡片
机械加工工艺过程卡片
XXX
材料牌号:XXX
工序号:01、02
锻件毛坯外形尺寸、零件图号、零件名称、车间工段、KCSJ-12、蜗杆、每件毛坯可制件数、设备工艺装备、每台件数、工时、准终单件
工序内容:
锻造:去飞边,锻工自由锻
金工磨工:锻床,磨床,游标卡尺,砂轮、游标卡尺
车床工:车刀、麻花钻、三爪卡盘
03粗车蜗杆轴左端面,打中心孔,及左边ΦXXX、
Φ25mm、Φ30mm、Φ36mm定位轴肩,以及Φ30mm轴段退刀
槽的外圆金工面,以中心孔轴线为精基准。
粗车蜗杆轴右端面,打中心孔,及右边、Φ30mm、
Φ36mm定位轴肩,以及Φ30mm轴段退刀槽的外圆面,以中
心孔轴线为精基准。
04金工:半精车左端各外圆面,控制轴线方向的各个轴
段的长度。
以中心孔轴线为精基准。
半精车右端各外圆面,控制轴线方向的各个轴段的长度。
以中心孔轴线为精基准。
倒角。
05金工:铣键槽,选择两个Φ30mm外圆面作为基准。
06车工:车蜗杆螺纹,选择两个Φ30mm外圆面作为基准。
07金工:淬火。
以中心孔轴线为精基准。
08金工:揣测到、三爪卡盘。
09钳工:淬火。
10车工:热加工热处理。
普通车床。
11普通立式铣床:铣刀、专用夹具。
12普通车床:车刀、专用夹具。
13砂轮、游标卡尺:淬火机。
14砂轮、游标卡尺:磨工。
15深度游标卡尺:车工、钳工。
去毛刺、检验、入库。
金工、检验、仓库。
华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ280外圆工序号05零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s粗车Φ280外圆至Φ282.3硬质合金车刀YT15 121.5 1 1.85 1 125 2 58.32编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ215、Φ255工序号06零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ280右端面硬质合金车刀YT1536.75 1 1.8 1 125 2 17.6 2粗车Φ215内圆至Φ212.6及Φ203右端面硬质合金车刀YT1566.75 1 1.8 1 180 2 22.3 3粗车Φ137右端面至Φ203内圆硬质合金车刀YT1534.9 3 1.55 1 250 2 25.14粗车Φ255内圆至Φ253.6及Φ215右端面硬质合金车刀YT1517.7 10 2.05 1 125 2 84.9华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ240Φ137及14°槽工序号07零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ240左端面、硬质合金车刀YT1575.25 1 1.8 1 180 2 25.08 2粗车Φ280左端面及Φ240外圆、硬质合金车刀YT1519.3 3 1.8 1 180 2 19.3 3粗车Φ137内圆至Φ135.6硬质合金车刀YT1526 1 1.4 1 250 2 6.2 4 粗车14°槽14°切槽专用刀具9 1 1 250 2华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ280工序号09零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s半精车Φ280外圆至Φ280.9硬质合金车刀YT15116 1 0.7 0.5 125 2 111.4华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ215Φ255工序号10零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ280右端面硬质合金车刀YT1513.65 1 1.2 0.5 125 2 13.1 2半精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.45 1 0.7 0.5 180 2 45.0 3半精车Φ137右端面至Φ203内圆硬质合金车刀YT1533.7 1 1.1 0.5 280 2 16.24 半精车Φ255内圆及Φ215右端面、硬质合金车刀YT1517.5 1 0.7 0.5 125 2 16.8华侨大学院机电学院机械加工工艺卡片工序名称加工螺纹孔工序号11零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具立式钻床Z525安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1钻孔高速钢钻头20 1 7.82 铰孔20 1 0.23 攻丝、15 1华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ240Φ137及14°槽工序号12零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ240左端面硬质合金车刀YT1554.05 1 1.2 0.5 180 2 36.0 2半精车Φ280左端面及Φ240外圆硬质合金车刀YT1520 1 1.3 0.5 180 2 13.33 半精车Φ137内圆、硬质合金车刀YT1525.5 1 0.7 0.5 250 2 12.244 半精车14°槽14°切槽专用刀具0.7 1 0.5 250 2华侨大学院机电学院机械加工工艺卡片工序名称精车Φ280外圆工序号15零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ280外圆硬质合金车刀YT15110 1 0.3 0.25 180 3 146.7华侨大学院机电学院机械加工工艺卡片工序名称精车Φ215内圆工序号16零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.75 1 0.3 0.25 250 3 65.04华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ280外圆工序号17零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s金刚石车Φ280外圆金刚石车刀110 1 0.15 0.2 180 3 183.3华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ215内圆工序号18零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设。
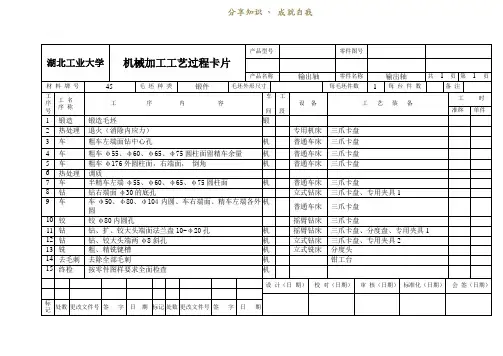
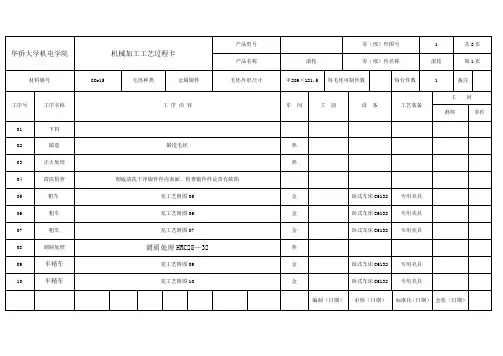
湖北工业大学机械加工工艺过程卡片产品型号零件图号产品名称输出轴零件名称输出轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 锻造锻造毛坯锻2 热处理退火(消除内应力)专用机床三爪卡盘3 车粗车左端面钻中心孔机普通车床三爪卡盘4 车粗车φ55、φ60、φ65、φ75圆柱面留精车余量机普通车床三爪卡盘5 车粗车φ176外圆柱面,右端面,倒角机普通车床三爪卡盘6 热处理调质7 车半精车左端φ55、φ60、φ65、φ75圆柱面机普通车床三爪卡盘8 钻钻右端面φ30的底孔立式钻床三爪卡盘、专用夹具19 车车φ50、φ80、φ104内圆、车右端面、精车左端各外圆机普通车床三爪卡盘10 铰铰φ80内圆孔摇臂钻床三爪卡盘11 钻钻、扩、铰大头端面法兰盘10-φ20孔机摇臂钻床三爪卡盘、分度盘、专用夹具112 钻钻、铰大头端两φ8斜孔机立式钻床三爪卡盘、专用夹具213 铣粗、精铣键槽机立式铣床分度头14 去毛刺去除全部毛刺机钳工台15 终检按零件图样要求全面检查机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号3 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹0.12 0.0182 粗车左端面CA6140500 108 0.66 2 13 钻中心孔设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号4 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗车Φ75外圆柱面及阶梯面CA6140320 80.384 0.71 1.25 1 0.317 0.0483 粗车Φ65外圆柱面CA6140320 70.34 0.71 1.25 1 0.12 0.0184 粗车Φ60外圆柱面CA6140400 82.92 0.71 1.25 1 0.08 0.0125 粗车Φ55外圆柱面CA6140 320 70.34 0.71 1.25 1 0.36 0.054设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号5 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗车大头端Φ176外圆柱面CA6140125 73.4 0.81 1.25 1 0.39 0.063 倒角CA6140125 73.4 0.81 1 14 粗车右端面CA6140200 11.5 0.66 2 1 0.72 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号7 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 半精车左端φ75圆柱面CA6140 450 109.5 0.45 0.75 1 0.36 0.053 半精车左端φ65圆柱面CA6140 500 105.98 0.45 0.75 1 0.12 0.0184 半精车左端φ60圆柱面CA6140 560 109.9 0.45 0.75 1 0.095 0.0145 半精车左端φ55圆柱面CA6140 710 128.19 0.3 0.75 1 0.38 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 5 页车间工序号工序名称材料牌号8 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z550夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻φ30的孔Z550 18517.40.351510.710.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 6 页车间工序号工序名称材料牌号9 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140三爪卡盘夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 车Φ50内孔CA61403 车Φ80内孔留0.5mm的余量CA6140 200 49.93 0.35 3 0.26 0.0384 车Φ104内孔CA61405车右端面、精车左端各外圆设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号10 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z550 1夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 铰Φ80的内孔Z30255601380.30.25 1 0.320.048设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号11 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具1工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻大头端面法兰盘10-φ20孔Z37409 23.1 0.2 6 1 0.49 0.073 铰大头端面法兰盘10-φ20孔Z37 580 36.4 0.3 4 16 0.43 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号12 钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻孔2—Φ8Z550194536.70.123 1 0.110.023 铰孔2—Φ8Z550850 13.3 1.0 1 1 0.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)铣机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号13 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数X6135 1夹具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗铣键糟16-50X6135945 89 纵1056 10.49 0.07 横1003 精铣键糟16-501225 153.8 纵1252 1 0.426 0.06 横130设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
第4章典型零件的机械加工工艺分析本章要点本章介绍典型零件的机械加工工艺规程制订过程及分析,主要内容如下:1.介绍机械加工工艺规程制订的原则与步骤。
2.以轴类、箱体类、拨动杆零件为例,分析零件机械加工工艺规程制订的全过程。
本章要求:通过典型零件机械加工工艺规程制订的分析,能够掌握机械加工工艺规程制订的原则和方法,能制订给定零件的机械加工工艺规程。
§4.1 机械加工工艺规程的制订原则与步骤§4.1.1机械加工工艺规程的制订原则机械加工工艺规程的制订原则是优质、高产、低成本,即在保证产品质量前提下,能尽量提高劳动生产率和降低成本。
在制订工艺规程时应注意以下问题:1.技术上的先进性在制订机械加工工艺规程时,应在充分利用本企业现有生产条件的基础上,尽可能采用国内、外先进工艺技术和经验,并保证良好的劳动条件。
2.经济上的合理性在规定的生产纲领和生产批量下,可能会出现几种能保证零件技术要求的工艺方案,此时应通过核算或相互对比,一般要求工艺成本最低。
充分利用现有生产条件,少花钱、多办事。
3.有良好的劳动条件在制订工艺方案上要注意采取机械化或自动化的措施,尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。
由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正确、完整、统一和清晰。
所用术语、符号、计量单位、编号都要符合相应标准。
必须可靠地保证零件图上技术要求的实现。
在制订机械加工工艺规程时,如果发现零件图某一技术要求规定得不适当,只能向有关部门提出建议,不得擅自修改零件图或不按零件图去做。
§4.1.2 制订机械加工工艺规程的内容和步骤1.计算零件年生产纲领,确定生产类型。
2.对零件进行工艺分析在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。
其主要内容包括:(1)分析零件的作用及零件图上的技术要求。
(2)分析零件主要加工表面的尺寸、形状及位置精度、表面粗糙度以及设计基准等;(3)分析零件的材质、热处理及机械加工的工艺性。
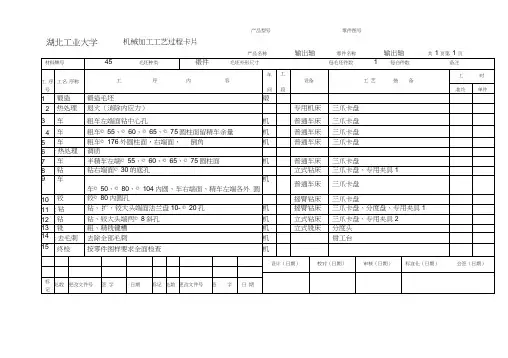
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。
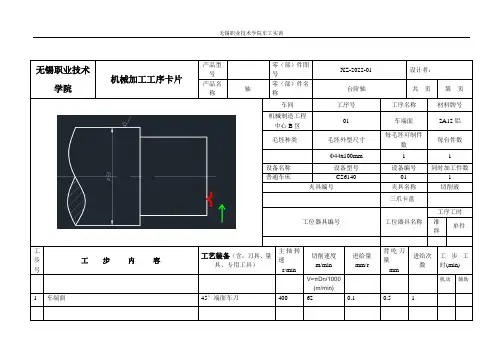
无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区01 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ44x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 车端面45°端面车刀400 62 0.1 0.5 1无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区02 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ44x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 粗车大外圆直径φ41,长度33.5 90°外圆车刀400 62 0.1 0.6 1无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区03 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ41x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 精车大外圆直径φ40,长度34 90°外圆车刀400 62 0.1 0.5 1。
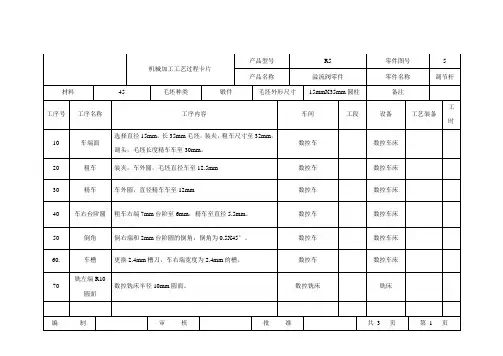
机械加工工艺过程卡片产品型号 1105 零件图号产品名称 柴油机 零件名称 气门摇臂轴轴支座共一页 第1页材料牌号 HT200毛坯种类锻件毛坯外形尺寸83×37×62每毛坯可制 1每件台数1备注工 序号 工序名称 工 序 内 容 车 间 工 段 设 备工艺装备工时准终 单件 1 铸造 铸造2 清砂,检验3 时效热处理HBS187-2004 粗铣 以36mm 下底面C 以及Φ28外端面G 或F 定位,粗铣Φ22上端面A机加 卧式铣床X61 专用夹具 5 粗铣 以粗铣后Φ22上端面A 以及Φ28外端面G 或F 定位,粗铣36mm 下底面C ,半精铣36mm 下底面C 机加 卧式铣床X61 专用夹具 6 钻 以加工后的36mm 下端面C ,36mm 底座左端面B 以及Φ28端面G或F 定位,钻Φ11通孔 机加 立式钻床z525 专用夹具 7半精铣 以加工后的Φ11内控表面H ,以加工后的36mm 下端面C 以及Φ28后端面G 定位,粗铣Φ28前端面F ,粗铣Φ26前端面I ,半精铣Φ28前端面F机加卧式铣床X61专用夹具8半精铣 以加工后的Φ11内孔表面H ,以加工后的36mm 下端面C 以及Φ28前端面定位F ,粗铣Φ26后端面J ,粗铣Φ28后端面G ,半精铣Φ28后端面G机加 卧式铣床X61 专用夹具9 钻 以加工后的Φ11内孔表面H ,以加工后的36mm 下端面C, Φ28端面G 或F 定位,钻→扩→粗铰→精铰Φ18通孔,并倒角机加 TX617卧式镗床 专用夹具 10钻以加工后的Φ11内孔表面H ,以加工后的下端面C ,Φ28端面G 或F 定位,钻→扩→粗铰→精铰Φ16通孔 机加TX617卧式镗床 专用夹具描 图 11 钻 以Φ22上端面A 偏10º以及Φ28端面G 或F 定位钻Φ3偏10º内孔 机加 立式钻床Z525 专用夹具12 钳工去毛刺,清洗 描 校 13终检沈阳职业技术学院设计(日期)审核(日期)标准化(日期)会签(日期)专业班级机械设计与制造姓名 名王笑雪学 号0901010417辽宁工程技术大学 曲轴机械加工工艺过程卡片产品型号 零件图号产品名称零件名称曲轴共 1 页 第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件5 粗车粗车曲轴左端面和外圆柱面C6132 游标卡尺、端面车刀、外圆车刀、三爪卡盘10 粗车粗车曲轴右端面和外圆柱面C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀15 半精车,精车以右端面为基准半精车、精车左端面和外圆柱C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀20 半精车,精车以左端面为基准半精车、精车左端面和外圆柱C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀25 粗车粗车曲轴中间部分大圆弧CA6140 游标卡尺、三爪卡盘、外圆车刀30 精车精车大圆弧R42 CA6140 游标卡尺、三爪卡盘、外圆车刀35 粗车粗车曲轴中间部分小圆弧C6132 游标卡尺、专用夹具、外圆车刀40 精车精车小圆弧φ30 C6132 游标卡尺、专用夹具、外圆车刀45 车倒角分别车曲轴两个端面的倒角C6132 三爪卡盘、普通车刀50 铣平面铣曲轴中间部分的两个平面X60 专用夹具55 加工键加工一个φ5的键Z4006A 专用夹具60 去毛刺65 终检设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期下面是赠送的范文,不需要的朋友可以下载后编辑删除2013党风建设心得体会范文按照上级的统一部署,我们认真组织开展了党风廉政建设教育活动。
机械加工实用工艺过程及工序卡片机械加工是一种常见的制造工艺,通过在加工工序中使用机械设备将原材料进行加工,以获得所需要的最终产品。
机械加工过程通常包括各种工序,每一个工序都有着特定的工艺要求,为此,制定工序卡片是非常重要的。
下面是一份机械加工实用工艺过程及工序卡片的范例:工件名称:零件A工序序号:1工序名称:车削外圆设备名称:数控车床刀具类型:外圆车刀刀具编号:T001切削方式:顺切加工程序:G01X100Z10切削速度:150 m/min进给速度:0.1 mm/r切削深度:1 mm工件材料:钢工序序号:2工序名称:镗孔设备名称:数控镗床刀具类型:铰式刀具刀具编号:T002切削方式:顺切加工程序:G01X50Y50切削速度:100 m/min 进给速度:0.05 mm/r 切削深度:2 mm工件材料:铜工序序号:3工序名称:铣削平面设备名称:立式铣床刀具类型:平面铣刀刀具编号:T003切削方式:插切加工程序:G01X80Y80切削速度:180 m/min 进给速度:0.1 mm/r切削深度:0.5 mm工件材料:铝合金以上是工艺过程及工序卡片的一部分示例。
在实际的工程实施中,可能还需要其他的信息,如夹具、夹具定位、工序间隔时间等等。
这些信息需要根据具体的工程要求进行补充。
在制定工艺过程及工序卡片时,需要考虑以下几个方面:1.工艺要求:根据零件的要求,确定所需的工序及顺序。
2.设备选择:根据工艺要求,选择适合的加工设备进行加工。
3.刀具选择:根据零件的加工要求,选择适合的刀具进行加工。
4.参数设定:根据刀具、材料等因素,确定切削速度、进给速度等加工参数。
5.运行程序:编写相应的数控程序或手动操作程序,确保正确的加工过程。
通过制定工艺过程及工序卡片,工作人员可以根据卡片上的信息进行操作,大大提高了工作效率和工作质量。
零件机械加工工艺过程卡片(样例)
工艺名称:铣削加工
工艺编号:M001
工件名称:零件A
工件材料:铝合金6061
工件尺寸:长80mm、宽50mm、高30mm
工件数量:1000件
设备名称:CNC数控铣床
设备型号:VMC850
刀具类型:平头铣刀
切削速度:4000r/min
切削深度:2mm
切削角度:0°
夹紧方式:万能顶轴
夹具型号:V53
加工顺序:1.工件在夹具上紧固好,适当调整位置和高度;
2.将机床预热到规定温度,并检查铣刀的磨损情况;
3.开机并通过电脑控制系统调整好相关参数,使之与刀具匹配;
4.完成机床的预热后,启动机床,发送加工程序;
5.根据程序,开始加工操作,并及时观察机床运行情况,保持工件表面清洁;
6.加工完成后,及时关机,并检查工件的加工质量和表面光洁度;
7.卸下夹具,取下工件并清理工作台、夹具等。
备注:1.在加工过程中需要特别注意铣刀与工件的距离与角度,防止因接触不良而产生切削力,损伤刀具或破坏工件表面;
2.在加工过程中如发现刀具过度磨损或需要换刀时,需按规定程序更换,并检查加工程序是否需要修改。
机械加工工艺过程卡片浙江联强数控机床股份有限公司机械加工工艺过程卡片产品型号产品名称CL6140卧式车床零件图号零件名称20029拨叉材料牌号工序号123410 HT200 毛坯种类铸件毛坯外形尺寸每件毛坯可制件数每台件数备注工序名称粗车工序内容按工艺图铸造模型造型、浇注、清砂非加工表面涂红丹底漆按图划出© 20H7孔十字中心线,并打上样冲眼用单动卡盘夹右端面尺寸35mm处,找正左端面,车左端面,保证尺寸16.5mm;钻孔© 20H7至尺寸©19mm,装夹不变,精车左端面,保证尺寸16mm;车孔© 20mm留余量0.05~0.08mm,孔口倒角C1; 铰孔尺寸至© 20H7车右端面,保证尺寸48mm,© 20H7孔口倒角C1刨至尺寸要求校正夹具端面的圆跳动不大于0.03m m;同时装夹两工件,找正中心,车台阶面及孔至尺寸©mm将夹具装上工作台,找正夹紧,同时装上6件工件,铣平面至表面精度要求,保证尺寸24mm模钻孔①10.2mm至零件图尺寸①10.2mm车间工段设备工艺装备准终工时—-单件机加工机加工机加工机加工机加工机加工机加工CL614CL614B650CL614B1 -400KZ515立德粉,划针,样冲头,小锤子45°端面车刀,单动卡盘,①19mm钻头,内孔车刀精度0.02mm、量程0~150mm游标卡尺,莫氏3号、莫氏4号变径套,①20H7铰刀,①20H7塞规专用夹具,45°端面车刀平口钳,45°平面刨刀,精度0.02mm、0~150mm 游标卡尺直角内孔车刀,精度0.02mm、量程0~150mm游标卡尺,①56mm塞规,12 活扳手①80mm铣刀,精度0.02mm、量程0T50mm游标卡尺①10.2mm钻头、精度0.02mm、量程0T50mm游标卡尺,①1~①13mm钻头夹设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片按油漆工艺涂上油漆综合检查,① 4mm锥销孔装配时做出清洗干净,在无油漆面上涂上防锈油,入库标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)审核(日期)标准化(日期)会签(日期)浙江联强数控机床股份有限公司机械加工工艺过程卡片产品型号产品名称CL6140材料牌号工序号11HT200 毛坯种类铸件毛坯外形尺寸卧式车床每件毛坯可制件数零件图号零件名称20029拨叉工序名称工序内容车间工段设备工艺装备准终工时―单件模钻孔①10H7至①9.9mm,铰孔至①10H7 机加工Z32K①9.9mm钻头,①10H7铰刀,①1~O 13mm钻头夹,精度0.02mm、量程0~150mm游标卡尺,①10H7塞规12H14漆检入库每台件数备注。