工艺程序分析实验
- 格式:doc
- 大小:205.34 KB
- 文档页数:7
工艺程序分析示例1工艺程序分析示例例如:根据给定的资料对投影仪以及遥控器装箱的工艺程序进行分析。
投影仪以及遥控器的装箱工艺程序如下:1、箱片:包装箱成型→检查包装箱有无破损2、投影仪:检查投影仪的外观→贴出厂标签→装入塑料袋→装上保持衬→放入箱内3、遥控器:检查遥控器的外观→装入塑料袋→放入箱内4、附件及干燥剂:检查附件及干燥剂数量→附件及干燥剂装入塑料袋→放入箱内5、封箱→束缚→贴出厂标签。
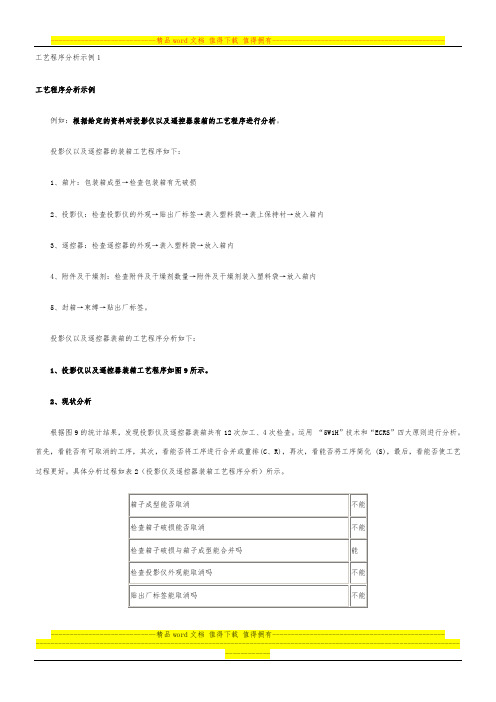
投影仪以及遥控器装箱的工艺程序分析如下:1、投影仪以及遥控器装箱工艺程序如图9所示。
2、现状分析根据图9的统计结果,发现投影仪及遥控器装箱共有12次加工、4次检查。
运用“5W1H”技术和“ECRS”四大原则进行分析。
首先,看能否有可取消的工序,其次,看能否将工序进行合并或重排(C、R),再次,看能否将工序简化 (S),最后,看能否使工艺过程更好。
具体分析过程如表2(投影仪及遥控器装箱工艺程序分析)所示。
----------------------------精品word文档值得下载值得拥有----------------------------------------------3、改进方案通过表2的提问分析,发现上述工序均不能取消,但可以通过工序合并,达到优化的目的。
改进后投影仪及遥控器装箱工艺程序如图10所示。
4、改进效果通过合并加工与检验工序,使总加工次数由原来的16次减少为现在的12次,缩短了加工时间。
例如:国内某厂电子枪生产线的工艺程序进行分析。
图11为电子枪装配图。
电子枪装配的工艺程序分析如下:1、画电子枪生产线改进前的工艺程序图图12是电子枪生产线改进前的工艺程序图。
图中真实地记录了生产线的供料点、供料规格和用量、时间、人员配备及电子枪生产线的概况和各作业之间的相互关系。
从而可对整个生产线的现状有所了解,为工艺程序图的分析提供了必要的资料和依据。
2、运用“5W1H”技术和“ECRS”原则考查分析,进行改进根据程序分析的分析技巧,当分析到0-8点数排列透镜时,发现了问题:问:该工序完成了什么工作?答:在透镜装配、检验后,由一个操作者进行了4小时的排列工作。


数控编程加工工艺实例分析文/罗谷清数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物,它严格按照加工程序,自动地对被加工工件进行加工。
随着数控机床的发展与普及,现代化企业对于懂得数控加工技术、能进行数控加工编程的技术人才的需求量必将不断增加。
数控车床是目前使用最广泛的数控机床之一。
数控编程是指从零件图样到获得数控加工程序的全部工作过程。
编制数控加工程序是使用数控机床的一项重要技术工作,理想的数控程序不仅应该保证加工出符合零件图样要求的合格零件,还应该使数控机床的功能得到合理的应用与充分的发挥,使数控机床能安全、可靠、高效地工作。
一、数控程序编制的内容及步骤数控编程是指从零件图样到获得数控加工程序的全部工作过程,如图1所示。
二、编程方法数控加工程序的编制方法主要有两种:手工编制程序和自动编制程序。
1.手工编程手工编程指主要由人工来完成数控编程中各个阶段的工作,如图2所示。
一般对几何形状不太复杂的零件,所需的加工程序不长,计算比较简单,用手工编程比较合适。
手工编程的特点:耗费时间较长,容易出现错误,无法胜任复杂形状零件的编程。
据国外资料统计,当采用手工编程时,一段程序的编写时间与其在机床上运行加工的实际时间之比,平均约为30:1,而数控机床不能开动的原因中有20%~30%是由于加工程序编制困难,编程时间较长。
2.计算机自动编程自动编程是指在编程过程中,除了分析零件图样和制定工艺方案由人工进行外,其余工作均由计算机辅助完成。
采用计算机自动编程时,数学处理、编写程序、检验程序等工作是由计算机自动完成的,由于计算机可自动绘制出刀具中心运动轨迹,使编程人员可及时检查程序是否正确,需要时可及时修改,以获得正确的程序。
又由于计算机自动编程代替程序编制人员完成了繁琐的数值计算,可提高编程效率几十倍乃至上百倍,因此解决了手工编程无法解决的许多复杂零件的编程难题。

数控铣床零件加工工艺分析与程序设计毕业论文数控铣床是一种用数控技术控制刀具在工件上进行铣削加工的设备。
在数控铣床零件加工过程中,合理的工艺分析和程序设计对于保证加工精度和提高加工效率至关重要。
本文将以数控铣床零件加工工艺分析与程序设计为研究内容,分析其重要性并提出相应的设计方法。
首先,工艺分析对于数控铣床零件加工至关重要。
工艺分析是指通过对零件特点、材料性能等进行分析,确定合理的加工方法和加工工艺参数。
在数控铣床零件加工过程中,不同的零件要求不同的加工方法和参数,只有通过工艺分析才能确定最佳的加工工艺路线和参数,以保证零件的加工质量和效率。
工艺分析还可以提前预测可能出现的问题,如加工难度较大的区域、切削力较大的位置等,从而采取相应的措施,保证加工的顺利进行。
其次,程序设计是数控铣床零件加工的核心环节。
程序设计是指根据工艺分析的结果,编写数控程序,以实现对数控铣床的控制。
程序设计的质量直接影响加工结果,良好的程序设计可以提高加工精度和效率。
在程序设计过程中,需要根据零件的几何形状、尺寸和加工要求,确定数控刀具的刀补和补偿方案,编写合理的切削路径和切削轨迹,以保证零件的尺寸精度和表面质量。
此外,程序设计还需要考虑加工过程中可能出现的问题,如加工力的控制、材料的选择等,以提高加工的效率和稳定性。
在数控铣床零件加工工艺分析与程序设计过程中,可以采取以下方法:1.对零件进行全面的分析。
包括几何形状、尺寸、材料特性等方面的分析,确定加工目标和要求。
2.根据零件的特点和加工目标,选择合适的加工方法和加工工艺参数。
如铣床的进给速度、主轴转速、切削进给量等。
3.根据工艺分析结果,编写数控程序。
程序要考虑到零件的几何形状、加工道具的特点和刀具的路径。
4.在程序设计过程中,需要进行模拟实验和试加工。
通过试验和实际加工,检验程序的准确性和可行性。
5.对程序进行评估和调整。
根据试加工和实际情况,对程序进行调整和改进,以提高加工效率和质量。

工艺流程分析范文工艺流程分析是指对一些产品的制造流程进行全面、系统的分析。
通过对每个环节进行详细的分析和评价,找出制造过程中的问题,从而寻找解决方案以提高生产效率和产品质量。
下面是对工艺流程分析的一份1200字以上的详细分析。
工艺流程分析是对产品制造的整个过程进行全面、系统的分析,主要目的是找出制造过程中可能存在的问题,并提出改进方案以提高产品质量和生产效率。
在工艺流程分析中,通常会结合工艺流程图、设备使用情况、产品规格等信息,对每个环节进行详细的分析和评价。
首先,对工艺流程进行整体分析。
通过绘制工艺流程图,清晰地了解整个制造过程的各个环节以及它们之间的关系。
在绘制流程图的过程中,可以用不同的颜色标注每个环节的重要程度,以便后续分析时能够更加清晰地进行重点评估。
接下来,对每个环节进行详细的分析。
对于每个环节,首先要明确该环节的目标和要求。
比如,在一些环节中,目标可能是将原材料进行加工,并将其转化为所需的形状和尺寸。
然后,可以对该环节中的每个步骤进行进一步的分析。
在分析过程中,可以考虑以下几个方面:该步骤是否存在瓶颈?是否存在不必要的重复工作?是否可以引入自动化设备以提高效率和减少人为错误的发生?是否存在可调整的参数以改进制造过程等。
通过对每个环节进行详细的分析,可以找出其中的问题并提出相应的解决方案。
此外,还要结合设备使用情况对工艺流程进行评估。
对于每个环节所使用的设备,首先要查看其使用情况,包括设备的运行状态、维护情况等。
然后,可以根据设备的使用情况,评估其对整个工艺流程的贡献和影响。
比如,在一些环节中,设备的故障频繁发生,导致生产效率低下。
在这种情况下,可以考虑更换或维修设备,以提高生产效率和产品质量。
最后,还要对产品的规格进行评估。
在分析工艺流程时,要考虑产品的规格和要求,并将其与每个环节的操作进行对比。
通过对比,可以确定是否存在不符合产品规格要求的情况,并提出改进方案。
工艺流程分析是提高生产效率和产品质量的重要手段。
工艺和流程程序分析在制造产品的过程中,工艺和流程程序的设计和实施对产品的质量和效率起着至关重要的作用。
工艺是指通过一定的技术方法和操作步骤,将原材料转化为成品的过程。
而流程程序则是指按照既定的步骤和规则,完成特定任务的程序和操作流程。
首先,工艺和流程程序的分析需要对产品的生产过程进行全面的了解和研究。
这包括对原材料的性质、加工工艺、生产设备的性能和操作要求等方面的分析。
只有深入了解了这些基本情况,才能有效地设计出适合产品特性和生产条件的工艺和流程程序。
其次,工艺和流程程序的分析还需要考虑到生产效率和成本的问题。
在设计工艺和流程程序时,需要充分考虑到如何尽量减少生产过程中的浪费和损耗,提高生产效率,降低生产成本。
这需要对生产过程进行详细的时间和流程分析,找出其中的瓶颈和问题点,并进行改进和优化。
此外,工艺和流程程序的分析还需要考虑到产品质量和安全的问题。
在设计工艺和流程程序时,需要考虑如何保证产品的质量符合标准和要求,同时确保生产过程中不会对员工和环境造成危害。
这需要对生产过程进行细致的风险评估和控制,制定相应的安全操作规程和措施。
总之,工艺和流程程序的分析是生产过程中至关重要的一环。
只有通过全面的分析和设计,才能确保产品的质量和生产效率得到有效的保证。
因此,企业应该高度重视工艺和流程程序的分析工作,不断改进和优化生产过程,提高产品质量和竞争力。
工艺和流程程序的分析对于制造业来说至关重要,它不仅仅是生产过程中的一项技术工作,更重要的是它关乎产品质量、生产效率、生产成本的优化,以及员工安全和环境保护等多个方面。
在当今竞争激烈的市场环境下,企业必须不断优化和改进自己的工艺和流程程序,以适应市场需求的变化,提高产品的竞争力。
在进行工艺和流程程序的分析时,需要对不同的生产过程进行仔细的研究和评估。
首先,需要对原材料的特性和加工工艺进行分析,了解其物理、化学特性,以及加工过程中可能存在的问题和难点。
其次,对生产设备的性能和操作要求也需要进行充分了解,这对于确定和优化生产步骤至关重要。
工艺程序分析实验山东建筑大学基础工业工程实验报告一、实验目的1.掌握工艺程序图的绘制方法;2.学会正确使用工艺程序分析符号;3.学会正确查阅装配工艺卡、工艺过程卡、工序卡等工艺卡片;4.熟悉产品(或零件)的工艺程序分析过程。
二、实验仪器、设备及材料1.计算机、投影仪。
2.S195 型柴油机喷油泵。
3.螺丝刀(一字形)、活动板手、尖嘴钳、料盒(见下图)。
4.油泵加工装配工艺卡、工序卡(见附件)。
5.油泵装配录像资料。
三、实验原理1.工作研究的内容及意义工作研究是工业工程中最早出现的一种技术和基础方法,也可以说工业工程是在工作研究基础上逐步发展壮大起来的。
工作研究以作业或操作系统为研究对象,它提供了许多分析方法和分析技术,对于降低成本,提高质量和生产率起到巨大的推动作用。
工作研究主要包括方法研究和时间研究两部分内容。
方法研究又包括程序分析、操作分析和动作分析三个层次。
程序分析是从宏观角度出发,对整个生产过程进行全面的观察记录和整体分析,是方法研究的主要内容之一。
具体分析技术包括工艺程序分析、流程程序分析、线路图分析和线图分析等。
2.工艺程序分析工艺程序分析的目的是改善整个生产过程中不合理的工艺内容、工艺方法、工艺程序等,通过严格的考查和分析,设计出经济合理而有效的工艺方法、工艺程序和空间配置。
工艺程序分析的主要内容之一是绘制工艺程序分析图,它含有工艺程序的全面概况及工序之间的相互关系,并根据工艺顺序进行编制,且标明所需时间。
工艺程序分析只研究“操作” 、“检验”两项内容。
二、工艺程序分析3.工艺程序图的绘制方法(一)工艺程序分析的目的意义首先,将研究对象分解成较小单元,比如将产品分解成零件,每一个零件工艺程序分析的目的是改善整个生产过程中不合理的工艺内容、工从原料或者艺毛方坯法开、始工,艺将程其序工等艺,过通程过从严上格到的下考在查一和条分竖析线,上设表计示出经来济,合加理工而或有效的工艺方法、工艺程序和空间配置。
实验工艺流程的五大步骤英文回答:The five major steps in an experimental process are as follows:1. Planning: This is the initial stage where I determine the objectives and goals of the experiment. I carefully plan and design the experiment, considering factors such as the variables to be tested, the equipment and materials needed, and the overall methodology. For example, if I want to investigate the effect of temperature on the growth of plants, I would plan how to control and measure the temperature, select the appropriate plant species, and decide on the duration of the experiment.2. Preparation: In this step, I gather all the necessary materials and equipment required for the experiment. I ensure that everything is ready and in proper working condition. For instance, if I am conducting achemical reaction, I would collect the required chemicals, measuring instruments, and safety equipment such as gloves and goggles.3. Execution: This is where the actual experiment takes place. I carefully follow the planned procedure and perform the necessary measurements and observations. I record all the data accurately and make any necessary adjustments during the experiment. For example, if I am testing the effectiveness of a new drug, I would administer the drug to the test subjects and monitor their response over aspecific period of time.4. Analysis: Once the experiment is completed, I analyze the collected data using statistical methods and other analytical techniques. I look for patterns, trends, and relationships in the data to draw meaningful conclusions. For instance, if I am testing the impact of different fertilizers on crop yield, I would compare the data from different treatments and determine whichfertilizer resulted in the highest yield.5. Conclusion: In this final step, I interpret the results of the experiment and draw conclusions based on the analysis. I evaluate whether the experiment supports or rejects the initial hypothesis and discuss any limitations or uncertainties in the findings. I also suggest further areas of research or improvements for future experiments. For example, if the experiment shows that the new drug has a significant effect on reducing symptoms, I would conclude that the drug is effective and may recommend furthertesting in clinical trials.中文回答:实验工艺流程的五个主要步骤如下:1. 计划,这是实验的初始阶段,我确定实验的目标和目的。
建筑大学基础工业工程实验报告
一、实验目的
1.掌握工艺程序图的绘制方法;
2.学会正确使用工艺程序分析符号;
3.学会正确查阅装配工艺卡、工艺过程卡、工序卡等工艺卡片;
4.熟悉产品(或零件)的工艺程序分析过程。
二、实验仪器、设备及材料
1.计算机、投影仪。
2.S195型柴油机喷油泵。
3.螺丝刀(一字形)、活动板手、尖嘴钳、料盒(见下图)。
4.油泵加工装配工艺卡、工序卡(见附件)。
5.油泵装配录像资料。
三、实验原理
1.工作研究的容及意义
工作研究是工业工程中最早出现的一种技术和基础方法,也可以说工业工程是在工作研究基础上逐步发展壮大起来的。
工作研究以作业或操作系统为研究对象,它提供了许多分析方法和分析技术,对于降低成本,提高质量和生产率起到巨大的推动作用。
工作研究主要包括方法研究和时间研究两部分容。
方法研究又包括程序分析、操作分析和动作分析三个层次。
程序分析是从宏观角度出发,对整个生产过程进行全面的观察记录和整体分析,是方法研究的主要容之一。
具体分析技术包括工艺程序分析、流程程序分析、线路图分析和线图分析等。
2.工艺程序分析
工艺程序分析的目的是改善整个生产过程中不合理的工艺容、工艺方法、工艺程序等,通过严格的考查和分析,设计出经济合理而有效的工艺方法、工艺程序和空间配置。
工艺程序分析的主要容之一是绘制工艺程序分析图,它含有工艺程序的全面概况及工序之间的相互关系,并根据工艺顺序进行编制,且标明所需
4.“5W1H”方法
“5W1H”提问技术是指对研究工作以及每项活动从目的、原因、时间、地点、人员、方法上进行提问,为了清楚地发现问题可以连续几次提问,根据提问的答案,弄清问题所在,并进一步探讨改进的可能性。
5.“ECRS”技术
工业工程中常用的改进方法。
E(Eliminate),即消除。
经过“做什么”、“是否必要”等问题的提问,而答复为不必要则予以取消。
取消为改善的最佳效果,如取消不必要的工序、作业和动作等。
C(Combine),即合并。
对于无法取消而又必要者,看能否合并,以达到省时简化的目的。
如何合并一些工序或动作,或将原来由多人进行的操作改进为由一人或一台设备完成。
R(Rearrange),即重排。
不能取消或合并的工序,可再根据“何人、何事、何时”三提问进行重排,使其作业顺序达到最佳状况。
S(Simple),即简化。
经过取消、合并和重排后的工序,可考虑采用最简单、最快捷的方法来完成。
如增加工装夹具、增加附件、采用机械化或自动化措施,简化工作方法,使新的工作方法更加有效。
四.实验步骤及实验数据
工艺程序分析步骤
步骤项目容
调查产品工艺流程
1 预备调查了解产品容及实际操作
2 绘制工艺程序图将工艺程序图绘制成合成型
3 测定并记录各工序的项目测定各工序的必要项目,并填入表中
详细分析加工,检查的步骤
4 整理分析结果发现影响效率的原因及问题
5 制定改善方案提出改善方案,措施
6 改善方案实施与评价实施改善方案,对不妥之处修改
7 使改善方案标准化确认改善方案达到预期目的
具体实施步骤:
1.将柱塞放进泵体
2.给定位螺钉装平垫圈
3.将定位螺钉装入泵体
4.将柱塞弹簧装入泵体
5.将弹簧下座放在柱塞弹簧上
6.将柱塞插入柱塞弹簧中
7.装柱塞挡板
8.将推杆体大圈放在推杆体上9.将推杆体小圈放在推杆体大圈上10.将推杆体轴插入推杆体组成推杆体组件11.将推杆体组件装入泵体12.将柱塞挡板放在推杆体组件中13.将定位栓插入泵体14.将铁丝挡圈插入泵体15.装出油阀紧座螺帽16.将出油阀垫圈放在出油阀底座上组成出油阀偶件17.将出油阀偶件装入18.将出油阀紧座螺帽拧在出油阀紧座上19.将出油阀弹簧装入组成出油阀紧座组件并将出油阀紧座组件装入泵体20.将进油嘴垫圈放在进油嘴上21、将进油嘴挡圈放在进油嘴上组成进油嘴组件22.将进油嘴组件装入泵体,最后检查
评价现行方法:
安装每一个零件需要一个加工步骤,在每组零件进行组合时,进行了检验是否安装合适,检验次数过多,应适当减少。
现行方法:
工作物名称:柴油机S195型喷油泵工艺程序图容符号次数
编号:07 方法:现行统加工○ 22
研究者:徐安日期:2014.12.10 计检查□ 6
审核者:日期:合计 28
○14装进油○12装出油○10装出油阀○7装推杆○2装平○1装柱嘴挡圈阀底座紧座螺帽体小圈垫圈塞套
○15装进油○13装出油○11装出油○8装推杆体检查与柱塞嘴垫圈阀垫片阀弹簧套定位螺钉
○9装推杆体轴配套
○3装柱塞弹簧
○4装弹簧下座
○5装柱塞
○6装柱塞挡板
检查与推杆
体组件配套
○16装定位栓
○17装铁丝挡圈
检查与出油
阀紧座组件配
套
检查与出油
阀偶件配套
检查与进油
嘴组件配套
□1最终检查改进方法:
工作物名称:柴油机S195型喷油泵工艺程序图容符号次数
编号:07 方法:改进统加工○ 22
研究者:徐安日期:2014.12.10 计检查□ 1 审核者:日期:合计 23
○20装进油○17装出油○14装出油阀○8装推杆○2装平○1装柱嘴挡圈阀底座紧座螺帽体小圈垫圈塞套
○21装进油○18装出油○15装出油○9装推杆体○3与柱塞套定嘴垫圈阀垫片阀弹簧位螺钉配套
○10装推杆体轴
○4装柱塞弹簧
○5装弹簧下座
○6装柱塞
○7装柱塞挡板
○11检查与推杆
体组件配套
○12装定位栓
○13装铁丝挡圈
○16检查与出油
阀紧座组件配
套
○19检查与出油
阀偶件配套
○22检查与进油
嘴组件配套
□最终检查
改进方法与现行方法比较:
改进方法通过减少检验次数,将检验缩减为一步完成,提高了工作效率,节约了
工作时间。
思考题
1、进行程序分析时,可以从哪些方面着手?
答:(1)从流程上入手。
可以发现工艺流程中是否存在不经济,不合理,停止和等待等现象。
(2)从工序上入手。
可以发现加工顺序是否合理,流程是否畅通,设备配备是否恰当,搬运方法是否合理。
(3)从作业入手。
可以发现工序中的某项作业是否一定必要,是否可以取消,是否还有更好的方法。
2、程序分析的基本步骤是什么?
答:( 1) 选择。
选择所需研究的工作。
(2)记录。
针对不同的研究对象采用不同的研究图表进行全面记录。
(3 )分析。
用“5W1H”技术,“ECRS 四原则”进行分析,改进。
(4) 建立。
建立最经济,最科学,最合理,最实用的新方法。
(5) 实施。
实施新方法。
(6)维持。
对新方法经常性的进行检查,不断改善,直至完善。