5孔氧枪喷头在120t转炉上的设计与应用
- 格式:pdf
- 大小:245.79 KB
- 文档页数:4
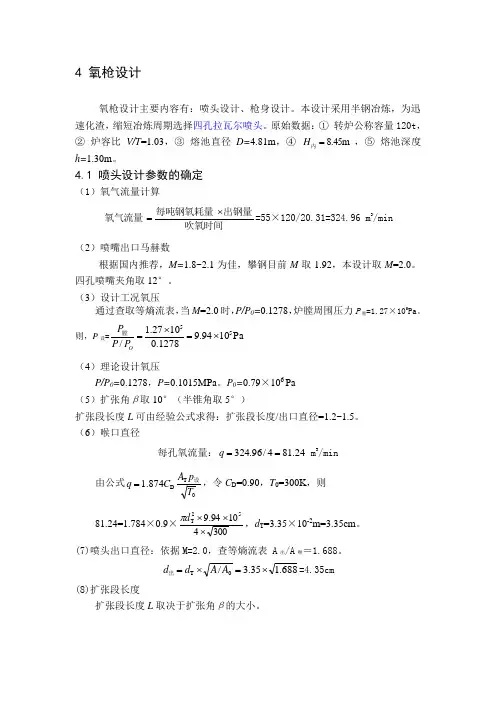
4 氧枪设计氧枪设计主要内容有:喷头设计、枪身设计。
本设计采用半钢冶炼,为迅速化渣,缩短冶炼周期选择四孔拉瓦尔喷头。
原始数据:① 转炉公称容量120t ,② 炉容比V/T =1.03,③ 熔池直径D=4.81m ,④ 8.45m =内H ,⑤ 熔池深度h=1.30m 。
4.1 喷头设计参数的确定(1)氧气流量计算吹氧时间出钢量每吨钢氧耗量氧气流量⨯==55×120/20.31=324.96 m 3/min(2)喷嘴出口马赫数根据国内推荐,M=1.8~2.1为佳,攀钢目前M 取1.92,本设计取M =2.0。
四孔喷嘴夹角取12°。
(3)设计工况氧压通过查取等熵流表,当M =2.0时,P/P 0=0.1278,炉膛周围压力P 膛=1.27×105Pa 。
则,P 设=Pa 1094.91278.01027.1/55⨯=⨯=O P P P 膛(4)理论设计氧压P/P 0=0.1278,P=0.1015MPa 。
P 0=0.79×106 Pa (5)扩张角β取10°(半锥角取5°)扩张段长度L 可由经验公式求得:扩张段长度/出口直径=1.2~1.5。
(6)喉口直径每孔氧流量:24.814/96.324==q m 3/min由公式0T D874.1T p A C q 设=,令C D =0.90,T 0=300K ,则81.24=1.784×0.9×30041094.952T ⨯⨯⨯d π,d T =3.35×10-2m=3.35cm 。
(7)喷头出口直径:依据M=2.0,查等熵流表 A 出/A 喉=1.688。
688.135.3/0T ⨯=⨯=A A d d 出=4.35cm(8)扩张段长度扩张段长度L 取决于扩张角β的大小。
LL d d 235.335.42-2tanT -==出βL=5.71cm(9) 收缩段长度根据35.33.23.24.2~2T T ⨯===d d d )(入=7.705cm收缩角α取45°,则收缩半角为22.5°,则o dd L 5.22tan 2-T 入缩==(7.705-3.35)/(2×0.414)=5.26cm(10)喉口长度为了稳定气流,使收缩段和扩张段加工方便,根据攀钢设计经验,取1.55cm 。
交流变频器在120吨转炉炼钢氧枪控制中的应用摘要:近年来,随着变频技术和控制技术的不断发展,变频技术以精度高、通用性强、工艺先进、操作方便以及公认的显著节能效果,被认为是企业技术改造和产品更新换代的理想调速装置。
随着电力电子和微型计算机价格的下降,变频控制应用更加普及,因此发展十分迅速,在工业领域尤其在冶金行业的应用日益广泛。
氧枪升降的变频调速控制系统,是转炉炼钢控制系统中变频技术应用的技术含量最高的控制系统。
氧枪升降是典型的位能负载,靠钢丝绳牵引,按照炼钢工艺专业的要求,氧枪在升降过程中要实现慢速到快速以及快速到慢速的转换,且其停经的工艺检测点较多,在各工艺点要求准确停车。
尤其是在吹炼点,氧枪的枪位直接影响到炼钢的质量。
因此,应用变频器控制氧枪升降是氧枪调速控制系统的理想之选。
下面以本溪北营钢铁(集团)股份有限公司(下称北营公司)120吨转炉为例,设计以西门子6SE70系列变频器在氧枪升降设计中的应用以及在实际应用中出现的一些问题并提出改进措施。
关键词:交流变频器、控制、应用、改进1.1工作原理北营公司120吨转炉设备氧枪控制设计2套变频控制氧枪,在固定导轨升降,每台变频器都可以通过切换驱动两根氧枪,实现两套氧枪的灵活备用。
每套氧枪升降系统由一台110kW交流电动机传动,在生产过程中当工作氧枪发生故障时,可快速通过横移换枪等操作,使用备用氧枪继续生产。
氧枪系统有一套事故提升装置,不接入电网,由事故电池作为电源驱动事故电机升降,当氧枪系统停电时,可切换到事故电机将氧枪提起,氧枪停车时有抱闸系统实现。
由于1台变频器通过切换可以分别驱动1#、2#氧枪,变频器需定义2套电机参数组MDS,通过P578、P579来选择。
当变频器和氧枪对应时,B16(DigIn 4)=0选择第一套MDS,采用速度闭环控制;当变频器和氧枪交叉对应时,B16=1选择第二套MDS。
通过P590来选择2套BICO参数组。
[1][1]1.2通信及连锁氧枪控制驱动系统选用2台6SE70矢量型变频器来分别驱动每套氧枪升降装置电动机。
安钢120t顶底复吹转炉氧枪设计及应用的开题报告一、研究背景及意义在钢铁冶炼过程中,转炉炉衬磨损、铁水温度控制、氧气吹吸等问题一直是制约转炉冶炼稳定性和产能的关键因素。
为此,针对顶底复吹转炉氧枪的设计及应用进行深入研究,有着重要的理论和实践意义。
目前在转炉冶炼中,常采用顶吹和底吹的方式进行氧气吹入,但是这两种方法各有缺陷。
顶吹虽然吹氧速度快,但因为首次吹氧时气流不能有效地达到炉底,导致炉底热量不足、铁水温度低,从而降低了产量。
而底吹因为是从炉底吹入,能较为均匀地进行加热,但吹氧速度比较慢,且不能解决转炉炉衬磨损的问题。
因此,顶底复吹的方式能够综合两种吹氧方法的优点,提高转炉冶炼效率。
而氧枪的设计则是关键因素之一,氧枪要具有足够的抗腐蚀性、耐高温、耐磨损等特性,同时还要能够满足顶底复吹的需要,使得氧气能够更均匀地进入转炉,达到更好的冶炼效果。
因此,对于安钢120t顶底复吹转炉氧枪的设计及应用进行研究,可以为钢铁冶炼行业的生产提供较好的技术支撑。
二、研究内容及方法本研究主要围绕安钢120t顶底复吹转炉氧枪的设计及应用展开,具体内容包括:1. 对安钢120t顶底复吹转炉的工艺过程进行分析,分析其存在的问题,找出通过氧枪设计及创新解决问题的关键点。
2. 分析氧枪材料的性能,选择合适的材料进行设计。
3. 设计适合安钢120t顶底复吹转炉氧气枪的结构,并进行性能测试。
4. 分析氧枪在实际生产中的使用效果,结合冶炼数据和实践经验进行分析。
本研究主要采用文献调研、实验测试以及数据分析的方式开展。
三、预期成果及意义本研究的预期成果主要包括:1. 设计开发出适合安钢120t顶底复吹转炉氧气枪的新型结构,并进行性能测试,验证其优越性。
2. 增加对钢铁冶炼过程的认识,提高转炉冶炼效率,改善铁水质量。
3. 扩大顶底复吹转炉的应用范围,提高其在钢铁冶炼行业中的地位和重要性。
四、预期研究难点1. 如何选择适合安钢120t顶底复吹转炉的氧枪材料,避免磨损和腐蚀问题。
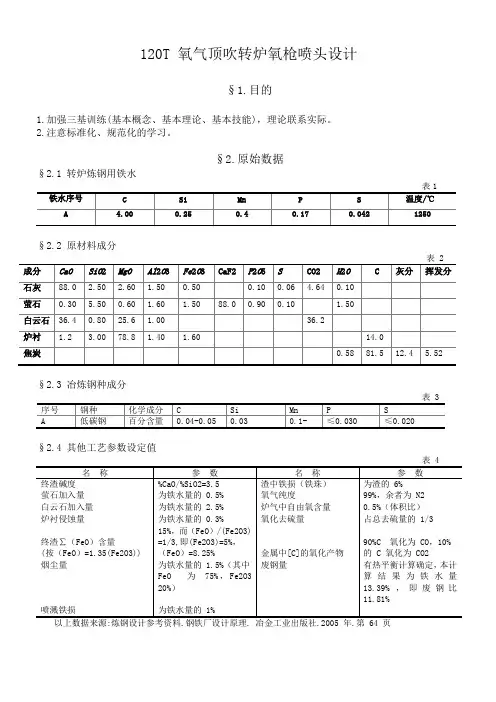
000本科毕业设计(论文)摘要摘要本设计是根据含钒钛半钢转炉的冶炼特点,主要进行120t氧气顶吹转炉炉型和氧枪的设计。
设计中相关参数的选择参照了攀钢及国内外的120t转炉一些成功设计经验。
通过炼钢工艺的计算,包括炼钢配料计算、物料平衡计算、热平衡计算,在此基础上进一步进行了转炉炉型与尺寸和氧枪结构设计。
设计中采用了四孔喷头。
得到转炉体全高为9.771m,转炉外径为6.982m,高宽比为1.40,符合转炉设计要求。
得到了氧枪的高度为16.157m,氧枪的行程为12.887m。
利用CAD绘图软件得到了转炉炉型图和氧枪结构图,设计结果对提高转炉冶炼技术经济指标具有一定指导意义。
结果表明,设计较为合理。
关键词配料计算,转炉,氧枪ABSTRACTThe inner mould of 120t oxygen top-blown converter and oxygen launce are designed based on the smelting characteristics of self-steel bearing vanadium and titanium in converter. The corretative parameters used in the design are referred to the 120t converter experience in Pangang and overseas.After the process calculations including burden, material balance and heat balance are finished, the inner mould of 120t oxygen top-blown converter and oxygen launce framework are designed. Four-hole nozzle used in the oxygen launce. The results of BOF dimension designed are obtained as follows: height 9.771m, outer diameter 6.982m, ratio of height and width 1.40 which can meet requirements. The height of the oxygen lance designed is 16.157m and lance stroke 12.887m.The drawing of 120t oxygen top-blown converter and oxygen launce obtained by CAD design are done. The results show that the design is comparatively reasonable.Keywords burden calculation, converter, oxygen lance目录摘要 (I)ABSTRACT (II)1 绪论............................................................................................ 错误!未定义书签。
100科学技术Science and technology120t 转炉氧枪喷头的设计和优化李 雷(唐钢中厚板材公司,河北 唐山 063000)摘 要:河钢唐钢中厚板公司120t 转炉主要为高品质高端品种提供钢水,在保证产能的前提下需要较高洁净度的钢水。
新型的氧枪采用周边4孔,中心5孔设计,可以有效增大吹炼面积,促进熔池化渣及脱碳反应。
氧枪喷头中间新加一孔,可以抑制氧枪正下方负压区的产生,增加钢渣界面的富氧能力,促进化渣,可以缩短吹炼时间约1.5min,同时该型氧枪可显著减少氧枪粘渣,减少更换氧枪频率,提高氧枪寿命。
关键词:120t 转炉;氧枪;喷孔设计中图分类号:TF748.2 文献标识码:A 文章编号:11-5004(2019)09-0100-2收稿日期:2019-09作者简介:李雷,男,本科,研究方向:喷孔设计。
喷头是氧枪的核心部分,就氧枪喷头的基本功能来说,它的质量决定氧枪的使用性能,实现能量转换,提供良好的动力学条件。
因此,转炉炼钢的供热、脱碳及对熔池的搅拌,都借助于氧枪所提供的氧射流来完成。
氧枪的动力搅拌效果主要是由喷头形式、参数所决定。
对喷头设计的要求主要有以下几点:①根据生产情况尽可能提高供氧强度,且能够平稳反应。
这就要求正确的设计形式、喉口和确定合理的操作氧压以及枪位高度。
②在一定操作氧压下,在合理的枪位时,使氧射流产生较大的的动能,以达到良好的动力学条件,合理的冲击深度。
这就要求氧气射流沿轴线的衰减速度应尽可能的慢。
③对于多孔喷头,要求氧气射流在熔池液面上不要汇合,形成多个冲击中心以形成多个反应区,保证熔池反应均匀。
同时要求氧气射流有适当的冲击半径,以保证熔池搅拌均匀和炉衬侵蚀均匀。
④氧枪喷头寿命长。
这就要求射流沿氧枪轴线不出现负压区域和强的湍流运动,以减少“吃鼻子”现象。
要获得具有上述性能的氧射流,满足转炉炼钢的要求,最终归结为合理地确定喷头的主要设计参数,如喷孔的马赫数,喉口直径,喷孔夹角和喷孔形状等。
120T顶吹转炉氧枪刮渣器的设计与应用摘要:本文简要介绍了研制120T顶吹转炉氧枪刮渣器时所要考虑的问题及解决办法,并对刮渣器进行了设计计算。
为同类设备提供了可借鉴的经验。
关键词:刮渣器氧枪1.引言随着转炉炼钢技术的发展,攀钢提钒炼钢厂较早就采用了溅渣护炉技术来提高转炉炉龄。
但是溅渣护炉在提高转炉炉龄的同时,也带来了一些负面影响,主要表现在氧枪粘渣严重,提不出氧枪孔,导致生产中断,只有割断氧枪,更换氧枪。
这既增加了氧枪消耗量,也增加了打渣、换枪的时间,较大地影响炼钢生产的产能。
针对这一问题,经过多次论证,提出了在转炉上增设氧枪刮渣器,以消除溅渣护炉带来的负面影响。
2.刮渣器的设计2.1刮渣器的工作原理刮渣器的工作原理为:在机械臂上安装刀具,当氧枪上升到一定高度时,刮渣器动作,刀具抱住氧枪(气动控制),依靠氧枪上升时的拉力,刀具将氧枪上的粘渣划破或破碎,从而将渣除去。
当氧枪升至上极限位置时,氧枪上的粘渣完全清除,此时刮渣器动作退回原位,等待下一次刮渣。
2.2刮渣器的设计方案由于炼钢厂转炉氮封口周围的空间狭窄,氧枪金属软管在吹炼时会降到氮封口平台上,氧枪存在偏枪。
因此,要成功设计刮渣器,必须解决以下问题:(1)刮渣器的结构形式和布置;(2)刮渣器要有一定的适应氧枪偏枪的能力。
刮渣器所采用的结构形式和布置方式,必须做到使刮渣器与氧枪金属软管不发生干涉。
经现场测量和反复设计,最终确定采用如图1所示的结构和布置形式。
在现场20#梁上焊接东立柱和西立柱,再在东立柱和西立柱上分别安装东悬臂梁和西悬臂梁,刮渣器就安装在悬臂上。
刮渣器采用直线传动的滑臂式,由气缸驱动。
为了满足刮渣器适应氧枪偏枪的要求,需从两方面来考虑:(1)确定气缸行程时,使气缸行程大于氧枪不偏枪时刮渣所需行程,根据氧枪偏枪情况,确定行程余留量为30;(2)刮渣器的刀具采用4把,这样可起到刮渣器对氧枪定心的作用,在汽缸的推力作用下,使氧枪的偏枪得到矫正,从而使刮渣器的刀具都能刮到氧枪粘渣。
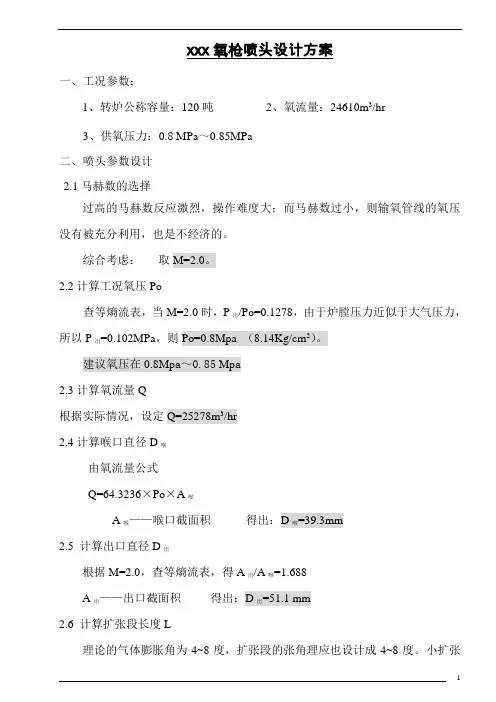
xxx氧枪喷头设计方案一、工况参数:1、转炉公称容量:120吨2、氧流量:24610m3/hr3、供氧压力:0.8 MPa~0.85MPa二、喷头参数设计2.1马赫数的选择过高的马赫数反应激烈,操作难度大;而马赫数过小,则输氧管线的氧压没有被充分利用,也是不经济的。
综合考虑:取M=2.0。
2.2计算工况氧压Po查等熵流表,当M=2.0时,P出/Po=0.1278,由于炉膛压力近似于大气压力,所以P出=0.102MPa,则Po=0.8Mpa (8.14Kg/cm2)。
建议氧压在0.8Mp a~0.85 Mp a2.3计算氧流量Q根据实际情况,设定Q=25278m3/hr2.4计算喉口直径D喉由氧流量公式Q=64.3236×Po×A喉A喉——喉口截面积得出:D喉=39.3mm2.5 计算出口直径D出根据M=2.0,查等熵流表,得A出/A喉=1.688A出——出口截面积得出:D出=51.1 mm2.6 计算扩张段长度L理论的气体膨胀角为4~8度,扩张段的张角理应也设计成4~8度。
小扩张角具有控制膨胀作用,因而出口流股会有轻微膨胀,氧流贴近孔壁流动会出现层流,从而加重射流表面与炉氧混合,有利于提高热效率。
大扩张角控制膨胀作用小,扩张段短,受孔壁粗糙度影响小,有利于减小氧射流的能量损失,提高作用熔池贯穿力,考虑喷头的穿透能力,应取较大的张角,定为3.5度。
则L=(51.1-39.3)/2×tg3.5°=96mm 取L=100mm2.7 确定孔倾角α喷孔倾角应满足射流不交汇的要求,也要保证射流不能冲刷炉壁,根据全国其它钢厂的使用经验,对于Φ273四孔喷头,这里取孔倾角a=12º。
2.8四孔分布圆直径D孔为减轻喷孔出口氧射流互相掺混,减小氧射流作用熔池叠加冲击,要求增大端底氧孔分布圆直径与出口直径之比,一般在2~4之间,所以D孔=150mm 2.9 操作枪位H(暂定)操作基本枪位:H=35×D出基本枪位:1787mm最高枪位:2042mm最低枪位:1533mm 此枪位仅做参考,具体应以实践为准。
半钢炼钢转炉增大供氧强度的氧枪设计与使用
许立志
【期刊名称】《钢铁钒钛》
【年(卷),期】2005(26)3
【摘要】针对攀钢半钢炼钢的特点,设计了高供氧强度的新型氧枪。
新设计的氧枪喷孔数为5孔,喷孔孔型为近似Laval型,且布置在喷头端面的同一圆周上,喷孔倾角分别选取13°和15°。
氧枪喷头喉口直径(d喉)选取35 mm。
新设计的氧枪冶金效果明显,缩短纯吹氧时间2.6 min/炉,冶炼过程顺行,可满足溅渣护炉的需要,各项技术经济指标改善。
【总页数】4页(P60-63)
【关键词】转炉;氧枪;半钢炼钢;供氧强度
【作者】许立志
【作者单位】攀枝花钢铁研究院
【正文语种】中文
【中图分类】TF341
【相关文献】
1.减少炼钢厂转炉氧枪粘钢问题的探究 [J], 文向东;
2.炼钢转炉氧枪预设开度对转炉供氧的影响 [J], 许智禄
3.信钢炼钢厂转炉氧枪改造实践 [J], 肖乃成;唐田华;文小飞
4.安钢8月份薄规格、小规格产品产量再创新高/莱钢特殊钢厂1-7月份钢材产量
创历史最好水平/莱钢炼钢厂转炉氧枪使用寿命再创新高/济钢首批设立山东省院士工作站 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
120t转炉氧枪喷头设计与应用李新林 刘海强 张振申(安阳钢铁股份有限公司)摘要 阐述了安钢120t转炉氧枪喷头重要参数的设计和选取,并通过冷态测试和实际运用对氧枪喷头的使用效果进行了分析和讨论。
关键词 转炉 氧枪喷头 设计 应用DESIGN AN D APP LICATION OF120t CONVERTER OX Y GEN LANCE N OZZ LE Li X inlin Liu Haiqiang Zhang Zhensen(Anyang Iron&S teel C o.,Led)ABSTRACT This paper describes the design and selection of a few im portant parameters for120t converter oxygen lance nozzle, analyses and disusses its using effect through cold test and factual application of oxygen lance nozzle in production.KE Y WOR DS C onverter Oxygen lance nozzle Design Application0 前言随着氧气转炉的发展,氧枪作为炼钢的关键设备,设计工艺数据必然影响着冶炼技术经济指标的优劣,氧枪喷头各参数的合理选取、精细的加工制造技术及最佳的熔炼操作工艺,是实现高效平稳吹炼的必要途径。
安钢第二炼轧厂新建一座120t顶底复吹转炉,配套有1套LF精炼炉、1套VD真空脱气装置和一台宽板坯连铸机。
在转炉氧枪喷头设计上,根据安钢实际铁水废钢条件及品种结构,选用5孔拉瓦尔式喷头,并通过生产的数理统计与论证,此设计合理,取得了良好的冶炼操作效果,达到了预期的设计要求。
1 氧枪喷头设计条件1.1 供氧时间安钢120t转炉工程的工艺设备为铁水预处理—转炉—精炼设备—连铸。
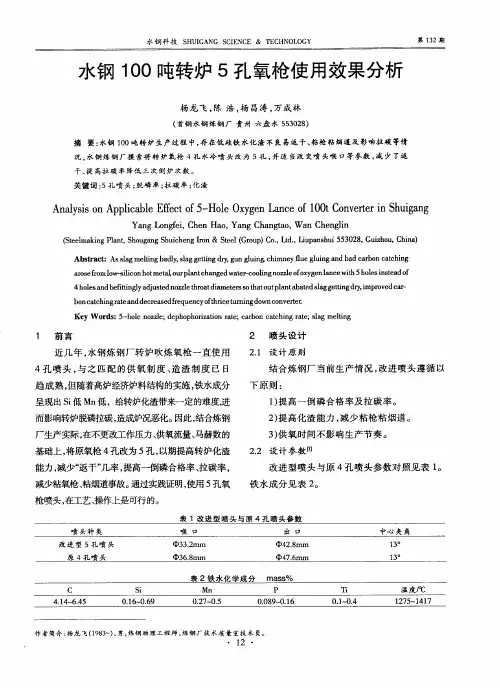
100 t转炉五孔氧枪喷头设计与应用
李双武;张朝发;冯涛;刘爱国
【期刊名称】《冶金能源》
【年(卷),期】2024(43)2
【摘要】针对低硅铁水冶炼存在的化渣效果差、氧枪粘渣粘钢严重的问题,根据可压缩流体理论及射流与熔池作用原理设计开发了五孔氧枪喷头,主要工艺参数为:喷
孔夹角13°,Ma 2.0,喉口直径36.8 mm,出口直径47.8 mm,设计氧气压力0.80 MPa,设计供氧强度3.8 m~3/(min·t)。
氧枪枪位控制在1.3~1.9 m,熔池冲击深度、冲击面积和混匀时间均在合理范围内。
生产实践表明,使用五孔喷头吹氧时间缩短
0.5 min、氧气消耗降低1.1 m~3/t,脱磷率提高4.1个百分点,终渣FeO含量降低
1.2个百分点,一次拉碳出钢率提高1.7个百分点,基本解决转炉低硅铁水冶炼存在
的问题,转炉技术指标明显改善。
【总页数】4页(P36-39)
【作者】李双武;张朝发;冯涛;刘爱国
【作者单位】唐山钢铁集团有限责任公司;河北省高品质钢连铸技术创新中心
【正文语种】中文
【中图分类】TF7
【相关文献】
1.鞍钢100t转炉氧枪喷头结构优化与应用
2.150 t转炉5孔氧枪喷头的设计与应用
3.100t转炉氧枪喷头的设计与优化
4.转炉氧枪喷头的设计与应用
5.5孔氧枪喷头在120t转炉上的设计与应用
因版权原因,仅展示原文概要,查看原文内容请购买。
120吨氧气顶吹转炉使用、维护、检修规程目录1、主要技术参数 (3)2、使用规程 (6)3、维护规程 (23)4、检修规程 (25)120吨氧气顶吹转炉1、主要技术参数1.1 转炉公称容量:120t平均出钢量:125t最大出钢量:135t炉壳外径:6400mm炉子全高:13600mm炉口直径:Φ2900mm倾动形式:全悬挂四点啮合柔性传动倾动速度:9-1.05 r/min倾动角度:正逆360°(或±360。
)驱动方式:交流变频调速最大工作倾动力矩:2100kNm倾动电机(4台):YZPBF355L1-10制动器(4台):YWB500-1250额定制动力矩:2000 N.m推动器:ytd/ed1250-60悬挂减速机:分减速机(4台)供氧系统1.2 氧枪氧枪外径:~ 273 mm氧枪长度:~18 000 mm喷嘴型式:4孔拉瓦尔吹炼氧气压力:1.0~1.2 MPa烘炉氧气压力:0.4 MPa冷却水流量:220 m3/h冷却水压力:1.0~1.2 MPa冷却水入口温度:≤35 ℃氧枪喷头设计平均寿命:200次1.3氧枪升降及横移装置的主要参数提升负荷:~6 t升降速度:高速:40 m/min,低速:4 m/min 升降行程:17700 mm驱动电机:110kW(交流变频)事故提枪电源:UPS电源,速度:4 m/min横移速度:4 m/min横移行程:4000 mm横移马达:2×1.1 kW1.4活动烟罩提升装置提升能力:10t提升行程:500 mm提升速度:3.7 mm/min电机:YZR200L-8/15KW/B3/H级制动器:YW315-500-600-WC.HR 制动力矩:600Nm 卷筒直径:500mm减速机:TRZ600-320.3-110C 减速比:320.3 1.5炉前挡火门技术规格型式:双扇侧开移动门下部分轨道形式:方钢驱动方式:电动走行式走行速度:16.4 m/min走行距离: 5.5 m(每扇)减速机:HNM20B-80-5.5 减速比:i=80电机功率: 5.5 kW×2结构型式:内挂铸铁板门上设有看火门和取样门。
120 t转炉用双马赫数氧枪喷头射流特性研究
杨瑀;刘广强;韩鹏;刘坤;马浩然;曹志众
【期刊名称】《江西冶金》
【年(卷),期】2024(44)1
【摘要】针对转炉吹炼过程中传统氧枪寿命短、喷溅黏枪烧枪、吹炼时间长等问题,设计了一款双马赫数氧枪,在传统氧枪喷头上增设中心孔。
利用数值仿真建立数学模型,分析不同马赫数的超音速射流特性。
结果表明,设计的3种方案中,当中心孔马赫数为1.98、外围孔马赫数为2.08时,可以获得更好的吹炼效果。
双马赫数氧枪较传统氧枪在有效冲击面积上更具优势,中心孔可以抵消传统周边5孔布置引起的枪下负压区,从而减少黏枪概率,双马赫数氧枪在提高喷头寿命和增强吹炼的稳定性方面具有优势。
【总页数】8页(P17-24)
【作者】杨瑀;刘广强;韩鹏;刘坤;马浩然;曹志众
【作者单位】辽宁科技大学材料与冶金学院;辽宁科技大学土木工程学院;本钢集团有限公司技术中心
【正文语种】中文
【中图分类】TF341.1
【相关文献】
1.萍钢15t转炉氧枪喷头射流特性测试
2.鞍钢-炼钢90t转炉氧枪喷头射流特性研究
3.大型转炉氧枪多孔喷头的设计与其射流特性
4.转炉氧枪喷头的射流特性及其冶金效果
5.210t转炉双马赫数氧枪超音速射流特性模拟与应用
因版权原因,仅展示原文概要,查看原文内容请购买。