常用热处理方法
- 格式:doc
- 大小:34.50 KB
- 文档页数:4
热处理常用的方法有
热处理常用的方法有退火、淬火、回火和正火等。
1. 退火:将金属加热至一定温度,然后缓慢冷却,以使晶体结构重新排列,消除内部应力和提高材料的塑性和韧性。
2. 淬火:将金属加热至一定温度后迅速冷却,以快速固化晶体结构,获得高硬度和高强度的金属。
3. 回火:将金属淬火后再次加热至适当温度,并保持一定时间后冷却,以减少淬火过程中产生的脆性,提高材料的韧性和延展性。
4. 正火:将金属加热至适当温度,然后保持一定时间后冷却。
正火是一种缓慢冷却的热处理方法,主要用于改善材料的机械性能和形状稳定性。
除了以上几种常用的热处理方法,还有时效处理、表面处理等其他方法也被广泛应用于不同材料和工件的热处理中。
常用材料热处理工艺完整版热处理工艺是指通过加热、保温和冷却等一系列措施,改变材料的组织结构和性能的一种工艺。
常用材料热处理工艺主要包括退火、正火、淬火和回火等。
1.退火退火是指将材料加热到一定温度,保温一段时间,然后缓慢冷却到室温的过程。
退火能够消除材料内部的应力,改善材料的可加工性和机械性能。
常见的退火工艺有全退火、球化退火和时效退火等。
-全退火全退火是将材料加热到高于临界温度的区域,使组织发生再结晶,然后缓慢冷却到室温。
全退火能够使材料获得良好的塑性和韧性。
-球化退火球化退火是将材料加热到高于临界温度的区域,使组织中的晶粒成球状,然后缓慢冷却。
球化退火能够使材料获得细小均匀的晶粒,提高材料的韧性和延展性。
-时效退火时效退火是将材料加热到一定温度,在保温一定时间后快速冷却。
时效退火能够使材料的晶粒尺寸增大,提高材料的硬度和抗腐蚀性能。
2.正火正火是将材料加热到临界温度并保持一段时间,然后缓慢冷却。
正火能够消除材料内部的应力,使组织细化,提高材料的硬度和韧性。
正火适用于一些低碳钢和合金钢的热处理。
3.淬火淬火是指将材料加热到临界温度以上,保温一段时间,然后迅速冷却到室温。
淬火能够使材料快速形成马氏体组织,并获得高硬度。
淬火适用于一些高碳钢和合金钢的热处理。
4.回火回火是指将淬火处理后的材料加热到一定温度,保温一段时间,然后缓慢冷却。
回火能够使材料的硬度降低,提高材料的韧性和抗脆性。
回火适用于一些淬火处理后需要获得一定韧性的材料。
总结起来,常用材料的热处理工艺包括退火、正火、淬火和回火。
不同的材料和要求会选择不同的热处理工艺,以达到最佳的组织结构和性能。

常用的热处理和表面处理常识1.退火:加热到临界温度以上30-50℃,保温一段时间,然后缓慢冷却(在炉子冷却)。
作用:消除热加工零件的内应力,细化晶粒,降低硬度,便于切削加工,消除冷加工零件的加工硬化现象,恢复塑性,以便于继续压力加工。
2.回火:将淬硬的钢件加热到临界温度以下的一定温度,保温一定时间,然后在空气或油中冷却。
作用:消除淬火钢的内应力及脆性,提高钢的塑性和冲击韧性以获得所需的性能。
3.正火:钢件加热到临界温度以上,保温一段时间然后在空气中冷却,冷却速度比退火快。
作用:增强强度与韧性,减少内应力,改善切削性能。
4.淬火:钢件加热到临界温度以上,保温一段时间,再在冷却水.油或盐水中急速冷却。
作用:提高硬度.强度及耐磨性,由于淬火后钢件内应力很大,钢变脆,易变形开裂,应及时回火。
5.调质:淬火后高温回火称为调质(处理)。
作用:提高强度.韧性。
6.表面淬火:用火焰或高频电流将零件表面迅速加热到临界温度以上,急速冷却。
适用:低碳钢或低合金钢。
7.渗碳:在渗碳剂中将加热到900-950℃,停留一定时间,将碳原子渗入钢表面,深度约0.5-2㎜,再淬火后回火。
适用:低碳非淬火钢。
8.渗氮:在500-600℃通入的炉子内加热,向钢的表面渗入氮原子,氮化层为0.025-0.8㎜, 氮化时间需40-50小时。
适用:含铬.铂.铝等合金钢。
9.碳氮共渗:在820-860℃炉内通入碳.氮保温1-2小时,使钢件的表面同时渗入碳.氮原子,可得到0.2-0.5㎜的硬化层。
适用:碳素钢.合金结构钢以及高速钢。
10.时效处理:A.自然时效:铸件在露天中长期存放半年到一年;B.人工时效:铸件加热到200℃左右,保温10-20小时或更长时间。
适用:机床床身等大型铸件。
11.发蓝发黑:将零件放在浓的碱或氧化剂溶液中加热氧化,使表面形成一层氧化铁组成的薄膜。
适用:常用的紧固件等。
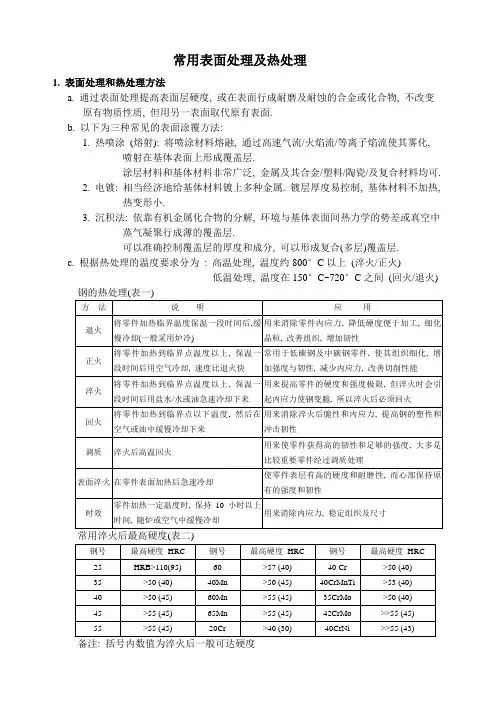
常用表面处理及热处理
1. 表面处理和热处理方法
a. 通过表面处理提高表面层硬度, 或在表面行成耐磨及耐蚀的合金或化合物, 不改变
原有物质性质, 但用另一表面取代原有表面.
b. 以下为三种常见的表面涂覆方法:
1. 热喷涂(熔射): 将喷涂材料熔融, 通过高速气流/火焰流/等离子焰流使其雾化,
喷射在基体表面上形成覆盖层.
涂层材料和基体材料非常广泛, 金属及其合金/塑料/陶瓷/及复合材料均可.
2. 电镀: 相当经济地给基体材料镀上多种金属. 镀层厚度易控制, 基体材料不加热,
热变形小.
3. 沉积法: 依靠有机金属化合物的分解, 环境与基体表面间热力学的势差或真空中
蒸气凝聚行成薄的覆盖层.
可以准确控制覆盖层的厚度和成分, 可以形成复合(多层)覆盖层.
c. 根据热处理的温度要求分为: 高温处理, 温度约800°C以上(淬火/正火)
低温处理, 温度在150°C~720°C之间(回火/退火)
备注: 括号内数值为淬火后一般可达硬度
2.
3.
备注: 金属表面处理防腐蚀另有发黑处理.。
热处理脱毒的方法
热处理是一种常见的脱毒方法,通过高温处理来杀死或去除病原体和有害微生物。
下面将详细介绍几种常用的热处理方法:
1. 煮沸:煮沸是最简单的热处理方法之一。
将食品或液体加热至沸腾,持续煮沸一段时间,可以有效地杀灭大部分常见的病原体和有害微生物。
这是因为高温会破坏它们的细胞结构和代谢过程,导致它们丧失活力或死亡。
2. 蒸煮:蒸煮是另一种常见的热处理方法,通常用于处理大块的食材。
通过将食物放入蒸锅或蒸笼中进行蒸煮,食材表面的温度会达到高温,从而彻底杀灭病原体和有害微生物。
蒸煮相比煮沸可以更好地保留食材的营养成分和口感。
3. 高温烘烤:高温烘烤是一种适用于食物加工的热处理方法。
通过将食物暴露在高温烤箱中,通常在150°C至250°C之间,可以迅速杀死病原体和有害微生物。
烘烤过程中的高温会导致微生物的细胞膜和蛋白质变性,从而使其失去活力。
4. 压力灭菌:压力灭菌是一种专业的热处理方法,常用于医疗设备和药品的脱毒。
此方法通过将物品放入专门的压力锅中,在高温和高
压的环境下进行处理。
高压会使热处理温度升高,从而更有效地消灭各种病原体和有害微生物,包括耐热性较强的孢子。
总之,热处理是一种常用的脱毒方法,通过高温处理可以有效地杀灭或去除病原体和有害微生物。
不同的热处理方法适用于不同的情况,选择合适的方法可以确保食品或物品的安全性和卫生质量。
常用热处理方式嘿,咱今儿来聊聊常用热处理方式。
你可别小瞧这热处理,它就像是给金属材料施魔法一样,能让它们变得大不一样嘞!咱先说说退火。
退火啊,就好比让金属材料去度个假,放松放松。
经过加热和缓慢冷却,金属的内部结构变得更均匀啦,硬度也降下来一些,韧性反而增加了呢。
就像人累了要休息,休息好了才能更有干劲儿,金属也是这样呀。
再讲讲正火。
正火呢,就像是让金属来一场快速的热身运动。
加热后在空气中冷却,它的硬度可比退火后的高一些哦,但又不像淬火那么硬得厉害。
正火后的金属,就好像是充满活力的小伙子,精神头十足!淬火可就厉害啦!这简直是给金属来个超级大变身。
快速冷却让金属变得超级硬,就像给它穿上了一层坚硬的铠甲。
不过可别以为这就万事大吉了,淬火有时候会让金属变得很脆哦,这时候就得靠回火来救场啦。
回火呢,就像是给淬火后的金属做个按摩。
让它的硬度稍微降一降,韧性再提一提。
这样金属就既有硬度又不容易折断啦。
你说神奇不神奇?想想看,要是没有这些热处理方式,咱生活中的好多东西可都没法制造出来呢。
那些坚固的机械零件、锋利的刀具,不都是经过这些处理才变得那么厉害的嘛!好比一把刀,要是没有经过合适的热处理,可能切个菜都费劲,还容易卷刃。
但是经过了精心的退火、淬火和回火,它就能变得锋利无比,轻松应对各种食材。
这不就跟咱人一样嘛,经过各种锻炼和磨练,才能变得更强大,更有能力应对生活中的挑战呀。
还有那些大型的机械设备,里面的零件可都得经过严格的热处理。
不然怎么能保证它们长时间稳定地工作呢?要是在关键时刻掉链子,那可就麻烦大啦!所以说啊,这常用热处理方式可真是太重要啦!咱得好好了解了解,说不定哪天咱自己也能动手处理一下金属材料呢。
你说是不是?这热处理就像是金属的魔法,能让它们变得无比神奇,为我们的生活带来各种便利和惊喜。
咱可得好好珍惜和利用这个神奇的技术呀!。
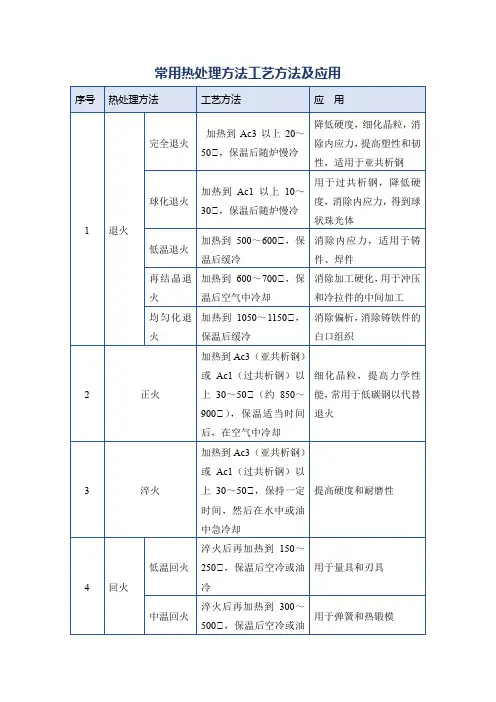
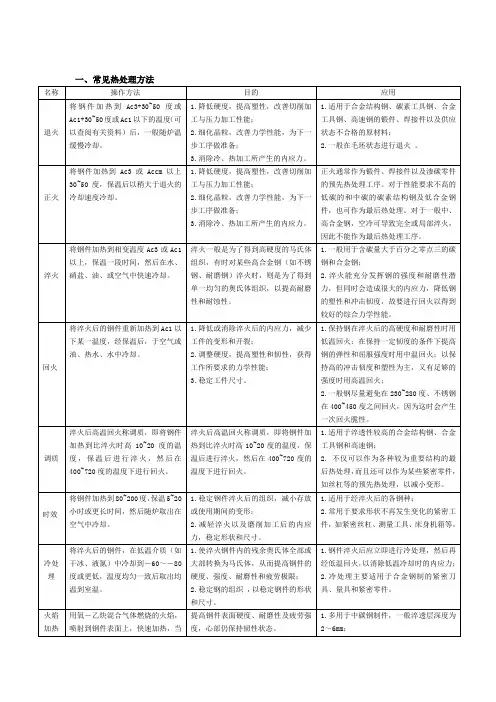
一、常见热处理方法名称操作方法目的应用退火将钢件加热到Ac3+30~50度或Ac1+30~50度或Ac1以下的温度(可以查阅有关资料)后,一般随炉温缓慢冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。
正火将钢件加热到Ac3或Accm 以上30~50度,保温后以稍大于退火的冷却速度冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。
对于性能要求不高的低碳的和中碳的碳素结构钢及低合金钢件,也可作为最后热处理。
对于一般中、高合金钢,空冷可导致完全或局部淬火,因此不能作为最后热处理工序。
淬火将钢件加热到相变温度Ac3或Ac1以上,保温一段时间,然后在水、硝盐、油、或空气中快速冷却。
淬火一般是为了得到高硬度的马氏体组织,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单一均匀的奥氏体组织,以提高耐磨性和耐蚀性。
1.一般用于含碳量大于百分之零点三的碳钢和合金钢;2.淬火能充分发挥钢的强度和耐磨性潜力,但同时会造成很大的内应力,降低钢的塑性和冲击韧度,故要进行回火以得到较好的综合力学性能。
回火将淬火后的钢件重新加热到Ac1以下某一温度,经保温后,于空气或油、热水、水中冷却。
1.降低或消除淬火后的内应力,减少工件的变形和开裂;2.调整硬度,提高塑性和韧性,获得工作所要求的力学性能;3.稳定工件尺寸。
1.保持钢在淬火后的高硬度和耐磨性时用低温回火;在保持一定韧度的条件下提高钢的弹性和屈服强度时用中温回火;以保持高的冲击韧度和塑性为主,又有足够的强度时用高温回火;2.一般钢尽量避免在230~280度、不锈钢在400~450度之间回火,因为这时会产生一次回火脆性。
常见材料热处理方式及目的常见材料热处理1、45(S45C)常见热处理45号钢为优质碳素结构钢,也称为油钢,硬度不高,易于切削加工。
调质处理是其常见热处理方法,包括淬火和高温回火。
淬火温度为840±10℃,水冷后硬度可达55~58HRC,极限可达62HRC;回火温度为600±10℃,出炉后空冷,硬度为20~30HRC。
调质处理后的零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是在交变负荷下工作的连杆、螺栓、齿轮和轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2、40Cr(SCr440)常见热处理40Cr为优质碳素合金钢,属于低淬透性调质钢,具有很高的强度、良好的塑性和韧性,即具有良好的综合机械性能。
Cr能增加钢的淬透性,提高钢的强度和回火稳定性。
调质处理是其常见热处理方法,淬火温度为850℃±10℃,油冷后硬度可达45~52HRC;回火温度为520℃±10℃,水、油冷后硬度为32~36HRC。
40Cr钢常用于制造汽车的连杆、螺栓、传动轴及机床的主轴等零件。
不同回火温度可得到不同硬度。
3、T10(SK4)常见热处理T10碳素工具钢强度及耐磨性均较T8和T9高,但热硬性低,淬透性不高且淬火变形大,晶粒细,在淬火加热时不易过热,仍能保持细晶粒组织。
淬火后钢中有未溶的过剩碳化物,所以耐磨性高,用于制造具有锋利刀口和有少许韧性的工具。
淬火+低温回火是其常见热处理方法,淬火温度为780±10℃,保温50min左右或淬透。
先淬如20~40℃的水或5%盐水,冷至250~300℃,转入20~40℃油中冷却至温热,可得到硬度62~65HRC;回火温度为160~180℃,保温1.5~2h,回火后硬度为60~62HRC。
以下是各种钢材的硬度和化学成分:12CrNi3:回火后硬度30-35HRC,主要成分为碳、硅、锰、铬、镍。
淬火Quenching钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上某一温度,保温一段时间,使之全部或部分奥氏体1化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。
也可以通过淬火满足某些特种钢材的铁磁性、耐蚀性等特殊的物理、化学性能。
淬火工艺将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却的金属热处理工艺。
常用的淬冷介质有盐水、水、矿物油、空气等。
淬火可以提高金属工件的硬度及耐磨性,因而广泛用于各种工、模、量具及要求表面耐磨的零件(如齿轮、轧辊、渗碳零件等)。
通过淬火与不同温度的回火配合,可以大幅度提高金属的强度、韧性及疲劳强度,并可获得这些性能之间的配合(综合机械性能)以满足不同的使用要求。
另外淬火还可使一些特殊性能的钢获得一定的物理化学性能,如淬火使永磁钢增强其铁磁性、不锈钢提高其耐蚀性等。
淬火工艺主要用于钢件。
常用的钢在加热到临界温度以上时,原有在室温下的组织将全部或大部转变为奥氏体。
随后将钢浸入水或油中快速冷却,奥氏体即转变为马氏体。
与钢中其他组织相比,马氏体硬度最高。
淬火时的快速冷却会使工件内部产生内应力,当其大到一定程度时工件便会发生扭曲变形甚至开裂。
为此必须选择合适的冷却方法。
根据冷却方法,淬火工艺分为单液淬火、双介质淬火、马氏体分级淬火和贝氏体等温淬火4类。
淬火工件的硬度淬火工件的硬度影响了淬火的效果。
淬火工件一般采用洛氏硬度计,测试HRC硬度。
淬火的薄硬钢板和表面淬火工件可测试HRA的硬度。
厚度小于0.8mm的淬火钢板、浅层表面淬火工件和直径小于5mm的淬火钢棒,可改用表面洛氏硬度计,测试HRN硬度。
焊后热处理的四种方法
焊后热处理是为了改善焊接接头的性能和组织结构,常用的四种方法包括:
1. 回火处理(Tempering):通过加热焊接接头至临界温度以上并保温一段时间后冷却,目的是降低焊接接头的硬度和脆性,提高其韧性和强度。
2. 热处理(Annealing):将焊接接头加热至足够高的温度并保温一段时间后缓慢冷却,以消除焊接过程中产生的应力和改善晶粒结构,提高接头的塑性和韧性。
3. 正火处理(Normalizing):将焊接接头加热至临界温度以上并保温一段时间后将其迅速冷却至室温,主要目的是使接头的组织结构均匀化,提高其强度和硬度。
4. 淬火处理(Quenching):将焊接接头加热至临界温度以上并迅速冷却至室温,通过快速冷却来形成具有良好强度和硬度的组织结构,但可能会导致较高的残余应力和脆性。
这些方法的选择取决于焊接接头的材料、设计要求和应用环境等因素。
在进行焊后热处理时,应根据具体情况选择适当的方法,并注意控制加热温度、保温时间和冷却速率等参数,以确保焊接接头获得良好的性能和组织结构。
1。
钢的热处理种类分为整体热处理和表面热处理两大类。
常用的整体热处理有退火,正火、淬火和回火;表面热处理可分为表面淬火与化学热处理两类。
正火又称常化,是将工件加热至Ac3(Ac₃是指加热时自由铁素体全部转变为奥氏体的终了温度)或Accm(Accm是实际加热中过共析钢完全奥氏体化的临界温度线 )以上30~50℃,保温一段时间后,从炉中取出在空气中或喷水、喷雾或吹风冷却的金属热处理工艺。
其目的是在于使晶粒细化和碳化物分布均匀化。
正火与退火的不同点是正火冷却速度比退火冷却速度稍快,因而正火组织要比退火组织更细一些,其机械性能也有所提高。
另外,正火炉外冷却不占用设备,生产率较高,因此生产中尽可能采用正火来代替退火。
正火的主要应用范围有:①用于低碳钢,正火后硬度略高于退火,韧性也较好,可作为切削加工的预处理。
②用于中碳钢,可代替调质处理作为最后热处理,也可作为用感应加热方法进行表面淬火前的预备处理。
③用于工具钢、轴承钢、渗碳钢等,可以消降或抑制网状碳化物的形成,从而得到球化退火所需的良好组织。
④用于铸钢件,可以细化铸态组织,改善切削加工性能。
⑤用于大型锻件,可作为最后热处理,从而避免淬火时较大的开裂倾向。
⑥用于球墨铸铁,使硬度、强度、耐磨性得到提高,如用于制造汽车、拖拉机、柴油机的曲轴、连杆等重要零件。
⑦过共析钢球化退火前进行一次正火,可消除网状二次渗碳体,以保证球化退火时渗碳体全部球粒化。
正火后的组织:亚共析钢为F+S,共析钢为S,过共析钢为S+二次渗碳体,且为不连续。
正火主要用于钢铁工件。
一般钢铁正火与退火相似,但冷却速度稍大,组织较细。
有些临界冷却速度(见淬火)很小的钢,在空气中冷却就可以使奥氏体转变为马氏体,这种处理不属于正火性质,而称为空冷淬火。
与此相反,一些用临界冷却速度较大的钢制作的大截面工件,即使在水中淬火也不能得到马氏体,淬火的效果接近正火。
钢正火后的硬度比退火高。
正火时不必像退火那样使工件随炉冷却,占用炉子时间短,生产效率高,所以在生产中一般尽可能用正火代替退火。
一、退火将钢件加热到临界温度以上(不同钢号它的临界温度也不同,一般是710-750℃,个别合金钢到800或900℃),在此温度停留一段时间,然后缓慢冷却的过程叫做退火退火的目的是:1、降低硬度,便于切削加工;2、细化晶粒,均匀组织,以改善钢件毛坯的机械性能,或者为下一步淬火做好准备;3、消除内应力二、正火将钢件加热到临界温度以上,在此温度停留一段时间,然后放在空气中冷却的过程称为正火。
正火的冷却速度比退火快,加热和保温时间与退火一样。
正火的目的是使低碳和中碳钢件及渗碳机件的组织细化,增加强度与韧性,减少内应力,改善切削性能。
正火实质上是退火的一种特殊形式具有与退火相似的目的所不同的是冷却速度比退火快,可以缩短生产周期,比较经济。
三、淬火将钢件加热到临界点以上,保温一段时间,然后在水、盐水或油中(个别材料在空气中)急速冷却的过程叫做淬火。
淬火的目的是提高钢件的硬度和强度。
对于工具刚来说,淬火的主要目的是提高它的硬度,以保证刀具的切削性能和冲模工具及量具的耐磨性。
对于中碳钢制造的机件来说,淬火是为以后的回火做好结构和性能上的准备,因为高强度和高韧性并不能在淬火后同时得到,而是在回火处理后才得到的。
有很多零件如齿轮、曲轴等,他们在工作时一方面要受磨,另一方面又要受到冲击作用,因此要求零件表面有很高的硬度,而中心有较好的韧性。
这时可以利用表面淬火的方法来达到上述要求。
表面淬火是应用将工件的表面迅速加热到淬火温度(这时金属内部的温度仍比较低),随后立即用水喷到工件表面上,进行急速冷却。
这样就能获得表面硬、中心韧的要求。
表面加热时,可用氧炔焰、高频电流或中频电流加热。
四、回火将淬硬的钢件加热到临界点以下的温度,保温一段时间,然后在空气中或油中冷却下来的过程叫做回火。
回火的目的是消除淬火后的脆性和内应力,调整组织,提高钢件的塑性和冲击韧性。
对于工具来说,是为了尽可能减少脆性保留硬度。
对于零件来说是为了提高韧性,但不可避免的会使硬度降低。
常见的热处理方法常见的热处理方法、目的和工序位置的安排由于热处理工序安排对车削类工艺影响较大,更重要的是往往由于热处理工序安排颠倒,使工件无法继续加工,而且所产生的废品往往是无法挽回的。
为此对热处理工序的安排要加以了解,并引起重视。
下面将常见的热处理方法、目的和工序位置的安排分别介绍如下:一、预备热处理预备热处理包括退火、正火、调质和时效等。
这类热处理的目的是改善加工性能,消除内应力和为最终热处理做好组织准备。
退火、正火、调质工序多数在粗加工前后,时效处理一般安排在粗加工、半精加工以后,精加工之前。
1.退火和正火目的是改善切削性能,消除毛坯内应力,细化晶粒,均匀组织;为以后热处理作准备。
例如:含碳量大于0.7%的碳钢和合金钢,为降低硬度便于切削加工采用退火处理;含碳量低于0.3%的低碳钢和低合金钢,为避免硬度过低切削时粘刀,而采用正火适当提高硬度。
一般用于锻件、铸件和焊接件。
退火一般安排在毛坯制造之后,粗加工之前进行。
2.调质目的是使材料获得较好的强度、塑性和韧性等方面的综合机械性能,并为以后热处理作准备。
用于各种中碳结构钢和中碳合金钢。
调质一般安排在粗加工之后,半精加工之前。
调质是最常用的热处理工艺。
大部分的零件都是通过调质处理来提高材料的综合机械性能,即提高拉伸强度、屈服强度、断面收缩率、延伸率、冲击功。
调质处理能大大提高材料的拉伸和屈服强度,提高屈强比和冲击功,使材料具有强度和塑韧性的良好配合。
由于屈服强度、疲劳强度、冲击强度的提高,在零件设计时就可以采用更小的材料截面,从而减少机械设备的整体重量,节省零件占用空问和能量消耗。
因此在某些场合为了减少机械空间和机械重量在设计过程中要有意识地利用调质工艺。
需要强调的是,一般来讲调质钢应该为中碳钢( C = 0.3%~0.6%);碳钢中像30、35、40、45、50等钢种则既可以调质处理又可以正回火使用;而对高碳钢和低碳钢则不宜采用调质工艺调质过程是淬火加高温回火。
热处理的基础知识热处理,顾名思义,就是在高温下对材料进行处理。
它是工业生产和加工的一个重要部分,广泛应用于机械、汽车、航空、建筑等领域。
热处理可以改变材料的机械性能、物理性质和化学性质,从而提高其使用寿命、强度和韧性。
本文将介绍热处理的基础知识,包括热处理的目的、热处理方法、热处理的影响因素和热处理的注意事项。
一、热处理的目的热处理的目的是调整材料的组织结构和性能,在不改变其化学成分的前提下,使其达到特定的物理和机械性能。
具体来说,热处理的主要目的包括以下几个方面:1.改善材料的硬度:提高材料的硬度可以使其更加耐磨损,从而延长其使用寿命。
常用的方法是淬火和弹性调质。
2.提高材料的均匀性:在热处理过程中,能使材料内部的性质更加均匀,消除缺陷和应力。
常用的方法是退火和正火。
3.增加材料的韧性:提高材料的韧性可以使其更加耐冲击和抗震动,避免在使用过程中出现裂纹和断裂。
常用的方法是调质和回火。
二、热处理方法热处理的方法主要有四种,分别是淬火、退火、正火和调质。
下面分别进行介绍。
1.淬火淬火是将高温下加热后的金属材料迅速冷却,使其达到极高的硬度和脆性。
其原理是通过迅速冷却将铁素体转变为马氏体,从而在材料内部形成高强度的结晶体。
淬火过程中的冷却介质通常是水、油、盐水或其他淬火介质。
2.退火退火是将材料加热到一定温度下,然后缓慢冷却至室温,使材料内部的应力和缺陷得以消除,同时使其性能变得更加均匀。
退火过程中的冷却速度很慢,通常是将材料装入炉内,然后让它们自然冷却至室温。
3.正火正火是介于淬火和退火之间的一种处理方法。
它将材料加热到一定温度后,再迅速冷却,以消除材料内部的应力和缺陷,并使其硬度和强度达到一定的程度。
4.调质调质是将材料加热到一定的温度后,再通过退火或淬火来使其达到特定的硬度和韧性。
调质通常采用两步法,第一步是淬火,第二步是回火。
回火是指将淬火后的材料加热到一定温度后,然后迅速冷却,使其恢复韧性。
常用热处理方法一、退火将钢件加热到临界温度以上(不同钢号它的临界温度也不同,一般是710-750℃,个别合金钢到800或900℃),在此温度停留一段时间,然后缓慢冷却的过程叫做退火退火的目的是:1、降低硬度,便于切削加工;2、细化晶粒,均匀组织,以改善钢件毛坯的机械性能,或者为下一步淬火做好准备;3、消除内应力二、正火将钢件加热到临界温度以上,在此温度停留一段时间,然后放在空气中冷却的过程称为正火。
正火的冷却速度比退火快,加热和保温时间与退火一样。
正火的目的是使低碳和中碳钢件及渗碳机件的组织细化,增加强度与韧性,减少内应力,改善切削性能。
正火实质上是退火的一种特殊形式具有与退火相似的目的所不同的是冷却速度比退火快,可以缩短生产周期,比较经济。
三、淬火将钢件加热到临界点以上,保温一段时间,然后在水、盐水或油中(个别材料在空气中)急速冷却的过程叫做淬火。
淬火的目的是提高钢件的硬度和强度。
对于工具刚来说,淬火的主要目的是提高它的硬度,以保证刀具的切削性能和冲模工具及量具的耐磨性。
对于中碳钢制造的机件来说,淬火是为以后的回火做好结构和性能上的准备,因为高强度和高韧性并不能在淬火后同时得到,而是在回火处理后才得到的。
有很多零件如齿轮、曲轴等,他们在工作时一方面要受磨,另一方面又要受到冲击作用,因此要求零件表面有很高的硬度,而中心有较好的韧性。
这时可以利用表面淬火的方法来达到上述要求。
表面淬火是应用将工件的表面迅速加热到淬火温度(这时金属内部的温度仍比较低),随后立即用水喷到工件表面上,进行急速冷却。
这样就能获得表面硬、中心韧的要求。
表面加热时,可用氧炔焰、高频电流或中频电流加热。
四、回火将淬硬的钢件加热到临界点以下的温度,保温一段时间,然后在空气中或油中冷却下来的过程叫做回火。
回火的目的是消除淬火后的脆性和内应力,调整组织,提高钢件的塑性和冲击韧性。
对于工具来说,是为了尽可能减少脆性保留硬度。
对于零件来说是为了提高韧性,但不可避免的会使硬度降低。
60mn常用的热处理方法
60Mn常用的热处理方法有:
1. 正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。
2. 退火:将亚共析钢的钢材或钢件加热到相变以上的适当温度,保持一定时间后在炉内缓慢冷却的热处理工艺。
3. 高温回火:淬火后将工件加热到某一较高的温度并保温一段时间,然后以适当的速度冷却的热处理工艺。
4. 淬火+回火:淬火后将工件加热到适当温度并保温一段时间,然后以适当的速度冷却的热处理工艺。
这些热处理方法可以提高60Mn钢材的硬度和强度,使其具有更好的机械性能。
一、退火
将钢件加热到临界温度以上(不同钢号它的临界温度也不同,一般是
710-750℃,个别合金钢到800或900℃),在此温度停留一段时间,然后缓慢冷却的过程叫做退火
退火的目的是:
1、降低硬度,便于切削加工;
2、细化晶粒,均匀组织,以改善钢件毛坯的机械性能,或者为下一步淬火
做好准备;
3、消除内应力
二、正火
将钢件加热到临界温度以上,在此温度停留一段时间,然后放在空气中冷却的过程称为正火。
正火的冷却速度比退火快,加热和保温时间与退火一样。
正火的目的是使低碳和中碳钢件及渗碳机件的组织细化,增加强度与韧性,减少内应力,改善切削性能。
正火实质上是退火的一种特殊形式具有与退火相似的目的所不同的是冷却
速度比退火快,可以缩短生产周期,比较经济。
三、淬火
将钢件加热到临界点以上,保温一段时间,然后在水、盐水或油中(个别材料在空气中)急速冷却的过程叫做淬火。
淬火的目的是提高钢件的硬度和强度。
对于工具刚来说,淬火的主要目的是提高它的硬度,以保证刀具的切削性能和冲模工具及量具的耐磨性。
对于中碳钢制造的机件来说,淬火是为以后的回火做好结构和性能上的准备,因为高强度和高韧性并不能在淬火后同时得到,而是在回火处理后才得到的。
有很多零件如齿轮、曲轴等,他们在工作时一方面要受磨,另一方面又要受到冲击作用,因此要求零件表面有很高的硬度,而中心有较好的韧性。
这时可以利用表面淬火的方法来达到上述要求。
表面淬火是应用将工件的表面迅速加热到淬火温度(这时金属内部的温度仍比较低),随后立即用水喷到工件表面上,进行急速冷却。
这样就能获得表面硬、中心韧的要求。
表面加热时,可用氧炔焰、高频电流或中频电流加热。
四、回火
将淬硬的钢件加热到临界点以下的温度,保温一段时间,然后在空气中或油中冷却下来的过程叫做回火。
回火的目的是消除淬火后的脆性和内应力,调整组织,提高钢件的塑性和冲击韧性。
对于工具来说,是为了尽可能减少脆性保留硬度。
对于零件来说是为了提高韧性,但不可避免的会使硬度降低。
五、调质
淬火后高温回火,叫做调质。
调质的目的是使钢件获得很高的韧性和足够的强度,使其具有良好的综合机械性能。
很多重要零件如主轴、丝杠、齿轮等都是经过调质处理的。
调质一般是在零件机械加工后进行的,也可把锻坯或经过粗加工的光坯调质后再进行机械加工。
六、时效
为了消除毛坯在制造时产生的内应力,以防止或减少由于内应力引起变形所采用的处理方法叫做时效处理。
时效处理有自然时效和人工时效两种。
自然时效是将要加工的机件,先在须加工的表面上进行粗加工,然后在露天中停放一个时期;或将工件(如丝杠)吊挂数天,使其内应力逐渐削弱。
自然时效效果好但周期长效率低。
人工时效是将机件在低温回火后,精加工之前,加热到100-160℃,保持
10-40个小时,然后慢慢冷却。
人工时效效率高,但要花一定费用。
七、化学处理
化学处理是通过改变钢件表层的化学成分,从而改变表层组织和性能的热处理方法,它和一般的热处理方法不同。
1、钢的渗碳钢件表面把碳原子渗入的过程叫做渗碳。
渗碳用于低碳钢和低合金钢(0.1-0.25%C),含碳量高于0.3%的钢很少用。
钢件经过渗碳并淬火后具有高的表面硬度(HRC=60-65)和耐磨性,而中心仍保持高的韧性。
一些受冲击的耐磨零件,如轴、齿轮、凸轮、活塞销等零件大都进行渗碳。
2、钢的渗氮钢件表面渗入氮原子的过程叫做渗氮。
渗氮多用于含铝、铬、钼等元素的中碳合金钢。
钢件经过渗氮后,能提高表层的硬度、耐磨性、耐蚀性或疲劳强度。
重要的螺栓、螺帽、销钉等零件常用这种方法。
3、钢的氰化钢件表面同时渗入碳和氮原子的过程叫做氰化。
氰化不但适用于中碳钢、低碳钢或合金钢零件。
还可用于高速钢刀具。
经过氰化的钢件表面硬度和耐磨性都可提高。
八、发黑处理
将金属零件放在很浓的碱和氧化剂溶液中加热氧化,使金属表面生成一层带有磁性的四氧化三铁薄膜的过程叫做发黑处理。
发黑处理属于氧化处理方法的一种,它的主要目的是使金属表面防锈,增加金属表面美观和光泽,消除淬火过程中的应力作用。
发黑处理主要应用于碳素钢和低碳合金工具钢。
由于材料和其他因素的影响,发黑层的薄膜颜色有蓝黑色、黑色、红棕色、棕褐色等不同,其组织较致密,厚度为0.6-0.8微米左
常用发黑工艺
钢制件的表面发黑处理,也有被称之为发蓝的。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢(Q235)用碱性发黑好一些。
碱性发黑细分出来,又有一次发黑和两次发黑的区别。
发黑液的主要成分是氢氧化钠和亚硝酸钠。
发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。
实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。
发黑质量的好坏往往因这些工序而变化。
金属“发蓝”药液
采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
一、碱性氧化法“发蓝”药液
1.配方:硝酸钠50~100克氢氧化钠600~700克亚硝酸钠100~200克水1000克
2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3.说明:
(1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。
金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90
(3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。
一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。
然后,又用热水冲洗,吹于。
二、酸性氧化法“发蓝”药液
1.配方:磷酸3~10克硝酸钙80~100克过氧化锰10~15克水1000克
2.制法:按配方计量后,在不断搅拌条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。
3.说明:
(1)金属器件先经洗净和干燥后才能进行“发蓝”处理。
(2)此法所得保护膜呈黑色,其主要成分是由磷酸钙和铁的氧化物所组成,其耐腐能力和机械强度均超过碱性氧化法所得的保护膜。
4.“发蓝”工作温度为100℃,处理时间为40~45分钟。
在处理碳素钢时,药液中磷酸含量控制在3~5克/升;处理合金钢或铸钢时,磷酸含量控制在5~10克/升。
应注意定期分析药液磷酸的含量。
5.“发蓝”处理后金属器件的清洗方法同上。