The Latest Version of the Standardized Candle Method for Type II Supernovae
- 格式:pdf
- 大小:258.48 KB
- 文档页数:11
ISBN 978-0-626-20745-8 SANS 719:2008Edition 3.1Any reference to SABS 719 is deemedto be a reference to this standard(Government Notice No. 1373 of 8 November 2002) SOUTH AFRICAN NATIONAL STANDARD Electric welded low carbon steel pipes for aqueous fluids (large bore)Published by Standards South Africa1 dr lategan road groenkloof private bag x191 pretoria 0001tel: 012 428 7911 fax: 012 344 1568 international code + 27 12www.stansa.co.za© Standards South AfricaSANS 719:2008Edition 3.1Table of changesChange No. Date ScopeAmdt 1 2008 Amended to change the designation of SABS standards to SANSstandards and to update the definition of "acceptable".AcknowledgementStandards South Africa wishes to acknowledge the valuable assistance derived from publications of the following organizations:American Petroleum InstituteBritish Standards InstituteDeutscher NormenausschussForewordThis South African standard was approved by National Committee StanSA SC 5120.12D, Water and sanitation – Equipment and systems – Copper pipes and steel pipes and fittings, in accordance with procedures of Standards South Africa, in compliance with annex 3 of the WTO/TBT agreement. This document was published in February 2008. This document supersedes SABS 719:2002 (edition 3).A vertical line in the margin shows where the text has been technically modified by amendment No. 1.Annex A forms an integral part of this document. Annex B is for information only.SANS 719:2008Edition 3.1 ContentsPage AcknowledgementForeword1 Scope (3)2 Normative references (3)3 Definitions (3)4 Material requirements (4)5 General requirements (5)6Inspection and methods of test (10)6.1 Inspection (10)6.2 Destructive tests (11)6.3 Hydraulic test (11)6.4 Coatings and linings (11)7 Marking (11)Figures 1 - 4 ......................................................................................................................... 12-13 Annex A (normative) Notes to purchasers .. (14)Annex B(informative) Quality verification of electric welded low carbon steel pipes (15)Bibliography (15)1SANS 719:2008Edition 3.1This page is intentionally left blank 2SANS 719:2008Edition 3.1 Electric welded low carbon steel pipes for aqueous fluids (large bore)1 ScopeThis standard covers three grades of carbon steel pipes of size 219,1 mm to 2 230 mm used in the conveyance of water and other aqueous fluids.2 Normative referencesThe following standards contain provisions which, through reference in this text, constitute provisions of this standard. All standards are subject to revision, and since any reference to a standard is deemed to be a reference to the latest edition of that standard, parties to agreements based on this standard are encouraged to take steps to ensure the use of the most recent editions of the standards indicated below. Information on currently valid national and international standards can be obtained from Standards South Africa.SANS 32/EN 10240, Internal and/or external protective coatings for steel tubes – Specification for hot dip galvanized coatings applied in automatic plants.SANS 121/ISO 1461, Hot-dip galvanized coatings on fabricated iron and steel articles – Specifications and test methods.SANS 1178 (SABS 1178), The production of lined and coated steel pipes using bitumen or coal tar enamel.SANS 1217 (SABS 1217), The production of painted and powder-coated steel pipes.SANS 6892/ISO 6892, Metallic materials – Tensile testing at ambient temperature.SANS 10044-1, Welding – Part 1: Glossary of terms.3 DefinitionsFor the purposes of this specification, the definitions given in SANS 10044-1 and the following definitions shall apply:3.1acceptableacceptable to the authority administering this standard, or to the parties concluding the purchase contract, as relevant Amdt 1 3.2agreedagreed upon in writing between the manufacturer and the purchaser3SANS 719:2008Edition 3.13.3pipestraight cylinder of uniform nominal bore and having square-cut (plain or prepared) ends3.4random lengthnormal manufacturing length that is within a limited percentage (see 5.1.1) of the average length required by the purchaser3.5size (of a pipe)outside diameter of a pipe4 Material requirements4.1 Steel plate and stripThe steel plates or strip used for the manufacture of the pipes shall be free from seams, cracks, laminations (not more than level 2) and other injurious defects.4.2 Chemical compositionThe chemical composition (ladle analysis) of the steel shall comply with the requirements given in table 1 appropriate to the grade of pipe specified by the purchaser, unless otherwise agreed upon between the purchaser and the manufacturer (see 4.3).Table 1 — Chemical composition and physical properties of steels4.3 Physical propertiesThe physical properties of the steel shall comply with the requirements given in table 1, appropriate to the grade of pipe specified by the purchaser, unless the use of a steel having overall properties superior to those of Grade C has been agreed upon between the purchaser and the manufacturer. 4SANS 719:2008Edition 3.1 4.4 CertificationWhen so required by the purchaser, the manufacturer shall make available to the purchaser steel-makers' certificates covering all steel used in the manufacture of the pipes. These certificates shall include the process of manufacture, the chemical analysis and the physical properties of the steel, except that, at the option of the pipe manufacturer, the physical properties of the steel may be determined on specimens taken from finished pipe.5 General requirements5.1 Dimensional requirements5.1.1 Pipe length5.1.1.1 GeneralThe total pipe length required shall be as specified by the purchaser. This total length shall comprise random lengths of pipe or exact lengths of pipe as specified by the purchaser.5.1.1.2 Random lengthsRandom lengths shall be between 4,5 m and 13,5 m long. The average length shall be as specified by the purchaser. Not more than 10 % of the random lengths of pipe shall be shorter than 75 % of the average length.5.1.1.3 Exact lengthsThe exact length of pipes shall bea) as specified by the purchaser, subject to a tolerance as specified, or otherwiseb) off-mill lengths subject to a tolerance of 0 mm + 50 mm.5.1.2 DimensionsThe nominal bore of a pipe shall conform to the values given in columns 1 and 2, respectively, of table 2, unless otherwise specified by the purchaser.The actual outside diameter of the pipe, when determined in accordance with 6.1.1(a) or 6.1.1(b), as relevant, shall not differ from the nominal value by more than the following tolerances:a) over the appropriate length (measured from each end of the pipe) given in column 3 or 5, asrelevant, of table 3: the corresponding tolerance given in column 2 or 4 of table 3.b) over the rest of the pipe: the appropriate tolerance given in column 2 of table 4.Any out-of-roundness (other than that caused by sag), determined in accordance with 6.1.1(b)(2), of pipes of outside diameter greater than 500 mm shall not exceed 1 % of the outside diameter (i.e. maximum ovality 2 %) or 6 mm, whichever is less.5.1.3 Wall thicknessThe wall thickness of a pipe shall, subject to a tolerance of +10 % or S8 %, be one of the relevant values given in columns 3 to 6 of table 2, unless otherwise agreed upon between the manufacturer and the purchaser.5SANS 719:2008 Edition 3.165.1.4 StraightnessAny deviation of a pipe from a straight line, determined in accordance with 6.1.1(b)(3), shall not exceed 0,2 % of the length of the pipe.5.1.5 Pipe endsPipe ends shall be clean cut, free from burrs and acceptably square to the axis of the pipe. They shall have been prepared for field welding or shall be plain, as specified by the purchaser.Ends prepared for field welding shall, unless otherwise specified by the purchaser, be prepared in accordance with figure 1, and the root face shall not deviate from squareness to the axis of the pipe by more than the appropriate of the following:a) pipes of outside diameter not exceeding 500 mm: 1,5 mm;b) larger pipes: 3 mm.Table 2a— Preferred nominal bores, outside diameters andwall thicknesses of pipesDimensions in millimetres1 2 3 4 5 6 Size (outside diameter) Nominal bore Wall thickness 219,1 273,0 323,9 200 250 300 4,5 5,0 6,0 6,0 6,0 8,0 8,0 10,0 10,0 12,0355,6 406,4 508,0 350 400 500 6,0 6,0 6,0 8,0 8,0 10,010,0 12,0609,6 711,2 812,8 914,4 600 700 800 900 6,0 8,0 8,0 10,012,01 016 1 220 1 420 1 000 1 200 1 4001 620 1 8202 020 1 600 1 800 2 000 As agreed upon between the purchaser and the manufacturer 2 2302 200aSee 5.1.2 and 5.1.3.SANS 719:2008Edition 3.17Table 3 — Tolerances on outside diameter of pipe endsDimensions in millimetres1 2 3 4 5Pipes to be joined by fieldweldingPipes to be joined bycouplingsNominal outsidediameterTolerance Length of ends subject to tolerance Tolerance Length of endssubject totolerance Up to and including250+1,6−0,8 100 +1,6 −0,8100Above 250 up to and including 1 250+2,4 −0,8100 ± 1,6 150Above 1 250 up to and including 2 230 As agreed upon between the purchaser and the manufacturerTable 4 — Tolerances on outside diameter of pipes (excluding pipe ends)Dimensions in millimetres1 2Nominal outside diameter, D ToleranceUp to and including 250± (0,01 D )Above 250 up to and including 1 250 ± (0,005 D + 1) or ± 6, whichever is less Above 1 250 up to and including 2 230As agreed upon between the purchaser and the manufacturer5.2 Fabrication5.2.1 FormingPipes shall have been fabricated from plates or strip formed, rolled or pressed to a cylindrical form and joined by one or more longitudinal seams (with or without circumferential seams), or from strip formed or rolled to a cylindrical form and joined by a helical seam. Circumferential joints shall be at least 1,5 m apart, and the longitudinal welds of mated sections shall be at least 30° apart.5.2.2 Welds5.2.2.1 GeneralAll welds shall be acceptable electric fusion or electric resistance welds and shall comply with the requirements given in 5.2.2.2 or 5.2.2.3, as relevant.5.2.2.2 Electric fusion welds5.2.2.2.1 Shape of profileThe profile of a weld shall be slightly convex or shall be flush with the wall of the pipe, and it shall merge smoothly into the parent metal.SANS 719:2008Edition 3.15.2.2.2.2 Uniformity of appearanceThe face of a weld shall be substantially uniform in appearance throughout its length.5.2.2.2.3 OverlapThere shall be no overlap at the toes of a weld.5.2.2.2.4 UndercutWelds shall be substantially free from undercut and, if present:a) the depth of the undercut shall not exceed 12,5 % of the nominal wall thickness or 1 mm,whichever is less; andb) the aggregate length of undercut in any 1 m length of weld shall not exceed 50 mm.5.2.2.2.5 Penetration beadIn butt welds made from one side only, a slight penetration bead should be present, but absence ofa penetration bead shall be permitted in isolated places, provided that there is complete root fusion.5.2.2.2.6 Root grooveIn butt welds made from one side only, a root groove may be present, provided that it has a rounded outline and does not penetrate below the level of the adjacent surfaces of the parent plate.5.2.2.2.7 Weld reinforcementsThe heights of outer and inner weld reinforcements shall not exceed 3 mm in pipes of wall thickness not exceeding 10 mm, and 5 mm in pipes having thicker walls, except that when so required by the purchaser, the height of the inner weld reinforcement shall not exceed 1 mm.5.2.2.2.8 Freedom from cracksThe weld metal, the heat-affected zone and the surrounding parent metal shall be free from cracks.5.2.2.2.9 Freedom from surface defectsThe weld face shall be free from porosity, cavities and trapped slag.5.2.2.2.10 Transverse tensile strength of welded jointsTest specimens, prepared and tested in accordance with 6.2.1, shall have an ultimate tensile strength equal to at least 95 % of the minimum specified for the appropriate parent plate (see table 1).5.2.2.2.11 Resistance to bendingTest specimens, prepared and tested in accordance with 6.2.2, shall, except at the arrises, show no crack (on the outer surface) of length or width greater than 3 mm.85.2.2.3 Electric resistance welds5.2.2.3.1 Uniformity of appearanceA weld shall be substantially uniform in appearance and shall show full fusion throughout its length.5.2.2.3.2 Upset metal and flashThe height of upset metal and flash on the outer surface shall not exceed 1 mm. This requirement shall also apply to the inner surface. Any surface indentations resultant from the removal of excess material shall be such that:a) their depth does not exceed 12,5% of the nominal wall thickness or 1 mm, whichever is less; andb) their aggregate length in any 1 m length of weld does not exceed 50 mm.5.2.2.3.3 Freedom from cracksThe joint, the heat-affected zone and the parent metal shall be free from cracks.5.2.2.3.4 Transverse tensile strength of welded jointTest specimens, prepared and tested in accordance with 6.2.1, shall have an ultimate tensile strength equal to at least 95 % of the minimum specified for the appropriate parent plate (see table 1).5.2.2.3.5 Resistance to flatteningTest specimens, prepared and tested in accordance with 6.2.3, shall show no cracks on the outer surface.5.2.3 Rectification of defectsWelded seams and surface defects (i.e. defects which would not have caused leaks) that have been repaired by welding shall be permitted in the parent metal, provided that the welds comply with the requirements of 5.2.2.2 or 5.2.2.3, as relevant.5.2.4 Resistance to hydraulic pressureWhen tested in accordance with 6.3, pipes shall be capable of withstanding, without leaking or bursting, the hydraulic test pressure calculated using the following formula, subject to a maximum of 7 MPa, unless otherwise agreed upon between the purchaser and the manufacturer:××=Y t P D1,5whereP is the hydraulic test pressure, in megapascals;Y is the minimum specified yield stress of steel plate or strip, in megapascals (see 4.3);t is the nominal wall thickness of pipe, in millimetres;D is the nominal outside diameter of pipe, in millimetres.5.2.5 Coatings and linings5.2.5.1 GeneralWhen so required by the purchaser, the pipes shall have been cleaned and coated or lined (or both), in accordance with the relevant requirements of SANS 32, SANS 121, SANS 1178 or SANS 1217, or as agreed upon between the purchaser and the manufacturer.Pipes that are intended to be galvanized shall have the inside weld seam not exceeding (0,5 + 0,5 t) mm,where t is the nominal wall thickness of pipe.5.2.5.2 Special liningSpecial linings shall be as agreed upon between the manufacturer and the purchaser.6 Inspection and methods of test6.1 Inspection6.1.1 DimensionsUnless otherwise specified, use any method that will provide the required accuracy to measure the dimensions of a pipe for compliance with 5.1. In the case of measurements of outside diameter and out-of-roundness, use the following rules:a) Pipes of nominal outside diameter not exceeding 500 mm . Use ring gauges to check the ends of the pipes, and use any acceptable method to check the body.b) Pipes of nominal outside diameter greater than 500 mm1) Outside diameter . Use a diameter tape to check the outside diameter of both the pipe endsand the body.2) Ovality . Use any acceptable method to determine the actual maximum and minimum valuesof the outside diameter (i.e. the measured values corrected, when relevant, for sag (see note below)). Check that neither of these values varies form the nominal diameter by more than 1 % or 6 mm, as relevant.The natural sag of the manufactured pipe is calculated using the following formula:=××D h t 410m 2n 1,31210whereD m is the mean diameter of pipe as measured at the pipe end, in metres;t is the plate thickness, in millimetres;h is the natural sag, in millimetres;3) Straightness. Use any acceptable method to determine the out-of-straightness of the pipeand check for compliance with 5.1.4.NOTE The hydraulic test pressure calculated using the formula will be such as to subject the pipe to 75 % of the specified minimum yield stress of the steel plate or strip.6.1.2 WeldsAfter inspecting each pipe in the lot for compliance with 5.2.1, visually examine all the welds, the heat-affected zones and the surrounding parent metal in each pipe for compliance with the requirements of 5.2.2.2 or 5.2.2.3 (as appropriate) and, when relevant, 5.2.3.6.2 Destructive tests6.2.1 Transverse tensile testFrom a cold-flattened section of pipe cut a test specimen conforming to figure 2. Do not remove the weld reinforcement. Determine the ultimate tensile strength (UTS) by the method given in SANS 6892.6.2.2 Root bend test (electric fusion welds)From a cold-flattened or as-cut section of pipe, cut a specimen conforming to figure 3. Remove the weld reinforcement and file the arrises to a radius not exceeding 10 % of the thickness of the specimen. Bend through an angle of at least 180° in a rig conforming to figure 3.Check for compliance with the requirements of 5.2.2.2.11.6.2.3 Flattening test (electric resistance welds)Cut a cylindrical test specimen conforming to figure 4. Ensuring that the weld is at the point of maximum bending (see figure 4), flatten the specimen between two parallel flat surfaces until the outside diameter to which the compression is applied is reduced to not more than two-thirds of its original value.6.3 Hydraulic testSubject each pipe that is presented for hydraulic testing to the relevant hydraulic test pressure specified in 5.2.4. Maintain the pressure for at least 5 s and inspect the welds for leaks and to check for compliance with the requirements of 5.2.4.6.4 Coatings and liningsWhen applicable, inspect and test the coatings and linings of the pipes for compliance with the requirements of 5.2.5.7 MarkingExcept if otherwise specified, the name or the trade name or the trade mark of the manufacturer shall be hardstamped on the pipe. Additional marking required by the purchaser may be legibly painted or stencilled on each pipe.Figure 1 ― End preparation for field weldsFigure 2 ― Transverse tensile test specimenFigure 3 ― Root bend testFigure 4 — Flattening testAnnex A(normative)Notes to purchasersA.1 The following requirements must be specified in tender invitations and in each order or contract:a) the grade of pipe required (see 4.2 and 4.3);b) when relevant, that test certificates are required (see 4.4);c) the random length or exact length of pipe required, as relevant (see 5.1.1);d) the nominal size (see 5.1.2);e) when relevant, the nominal wall thickness (see 5.1.3);f) whether the ends are to be plain or are to be prepared for field welding and, in the latter case,the type of end preparation, if other than as specified (see 5.1.5 and figure 1);g) when relevant, that the height of inner weld reinforcement shall not exceed 1 mm (see 5.2.2.2.7);h) when relevant, that the pipes are to be coated or lined, or both, and the type of coating and/orlining required (see 5.2.5);i) marking (see 7.1); andj) if required, additional markings (see 7.1).A.2 The following requirements must be agreed upon in writing between the manufacturer and the purchaser:a) the chemical composition and physical properties of the steel plate or strip of pipes other than ofGrade A, B or C (see 3.2 and 3.3);b) the yield stress, if the plate thickness exceeds 18 mm (see 4.3 and table 1);c) the nominal outside diameter, if other than as specified, and in the case of pipes of nominaloutside diameter of more than 1 250 mm, the tolerances on O.D. (see 5.1.2);d) the wall thickness, if other than as specified (see 5.1.3);e) the maximum hydraulic test pressure, if other than as specified (see 5.2.4);f) when relevant, the type of coating or lining or both (see 5.2.5); andg) the size of the root bend test former, if other than as specified (see figure 3).Annex B(informative)Quality verification of electric welded low carbon steel pipesWhen a purchaser requires quality verification on an ongoing basis of electric welded low carbon steel pipes produced to this standard, it is suggested that, rather than concentrating solely on the evaluation of the final product, he also direct his attention to the quality management system applied by the manufacturer. In this connection it should be noted that SANS 9001 covers the provisions of an integrated quality system.BibliographySANS 9001/ISO 9001, Quality management systems – Requirements.© Standards South Africa。
ISBN 978-0-626-20840-0 SANS 1507-2:2007Edition 1.1Any reference to SABS 1507-2 is deemedto be a reference to this standard(Government Notice No. 1373 of 8 November 2002) SOUTH AFRICAN NATIONAL STANDARD Electric cables with extruded solid dielectric insulation for fixed installations(300/500 V to 1 900/3 300 V)Part 2: Wiring cablesPublished by Standards South Africa1 dr lategan road groenkloof private bag x191 pretoria 0001tel: 012 428 7911 fax: 012 344 1568 international code + 27 12www.stansa.co.za© Standards South AfricaSANS 1507-2:2007Edition 1.1Table of changesChange No.Date ScopeAmdt 1 2007 Amended to change the designation of SABS standards to SANSstandards, to update referenced standards, and to delete referenceto the standardization mark scheme.ForewordThis South African standard was approved by National Committee StanSA TC 66, Electric cables, in accordance with procedures of Standards South Africa, in compliance with annex 3 of the WTO/TBT agreement.This standard was published in December 2007.This document supersedes SABS 1507-2:2002 (edition 1).A vertical line in the margin shows where the text has been technically modified by amendment No. 1.SANS 1507 consists of the following parts, under the general title Electric cables with extruded solid dielectric insulation for fixed installations (300/500 V to 1 900/3 300 V):Part 1: General.Part 2: Wiring cables.Part 3: PVC Distribution cables.Part 4: XLPE Distribution cables.Part 5: Halogen-free distribution cables.Part 6: Service cables.For guidance the following additional information, which does not form part of the requirements of this standard, is provided in SANS 1507-1:a) notes to purchasers;b) guidance on the verification of the quality of extruded solid dielectric insulated cables; andc) guidance on the installation of extruded solid dielectric insulated cables.SANS 1507-2:2007Edition 1.11ContentsPageForeword1 Scope (3)2 Normative references (3)3 Definitions (4)4 General requirements......................................................................................................... 4 4.1 Cable operating voltage........................................................................................... 4 4.2 Materials and construction....................................................................................... 4 4.3 Electrical requirements for finished cables (6)5 Specific requirements for types of cables in common use................................................. 7 5.1 Insulated wire (600/1 000V)..................................................................................... 7 5.2 Multicore flat and circular sheathed cables (300/500 V).......................................... 7 5.3 Single-core unsheathed panel/cubicle cables (300/500 V)...................................... 8 5.4 Circular sheathed multicore cables with bare earth continuity conductors and aluminium/PVC laminate (300/500 V) (8)6 Inspection and methods of test.......................................................................................... 8 6.1 General..................................................................................................................... 8 6.2 Conditions of test (9)SANS 1507-2:2007Edition 1.1This page is intentionally left blank 2SANS 1507-2:2007Edition 1.1 Electric cables with extruded solid dielectric insulation for fixedinstallations (300/500 V to 1 900/3 300 V)Part 2:Wiring cables1 Scope1.1This part of SANS 1507 covers the requirements for construction, materials, dimensions and electric properties of unarmoured single-core and multicore extruded solid dielectric insulated cables with rated operating voltages (U0 /U) of 300/500 V and 600/1 000 V, up to and including a conductor cross-sectional area of 16 mm2 for use in fixed installations.1.2Specific types of cables covered by this part of SANS 1507 are the following:a) insulated wire (600/1 000 V);b) multicore flat and circular sheathed cables (300/500 V);c) single-core unsheathed panel/cubicle cables (300/500 V); andd) multicore round cables with aluminium/PVC laminate and an earth continuity conductor(300/500 V).2 Normative referencesThe following standards contain provisions which, through reference in this text, constitute provisions of this part of SABS 1507. All standards are subject to revision and, since any reference to a standard is deemed to be a reference to the latest edition of that standard, parties to agreements based on this part of SABS 1507 are encouraged to take steps to ensure the use of the most recent editions of the standards indicated below. Information on currently valid national and international standards can be obtained from Standards South Africa.SANS 1411-1, Materials of insulated electric cables and flexible cords – Part 1: Conductors.SANS 1411-2, Materials of insulated electric cables and flexible cords – Part 2: Polyvinyl chloride (PVC).SANS 1507-1, Electric cables with extruded solid dielectric insulation for fixed installations (300/500 V to 1 900/3 300 V) – Part 1: General.3SANS 1507-2:2007Edition 1.1SANS 5526, Dielectric resistance of electric cables.SANS 6284-3, Test methods for cross-linked polyethylene (XLPE) insulated electric cables – Part 3: Tests on finished cable.SANS 10142-1, The wiring of premises – Part 1: Low-voltage installations.SANS 60811-1-1/IEC 60811-1-1, Common test methods for insulating and sheathing materials of electric cables and optical cables – Part 1-1: Methods for general application – Measurement of thickness and overall dimensions – Tests for determining the mechanical properties.SANS 62230/IEC 62230, Electric cables – Spark-test method. Amdt 1 3 DefinitionsFor the purposes of this part of SANS 1507 the definitions given in SANS 1507-1 shall apply.4 General requirements4.1 Cable operating voltageThe maximum permissible operating voltage of a cable shall be either 300/500 V or 600/1 000 V. 4.2 Materials and construction4.2.1 ConductorsConductors shall be of plain or tinned annealed copper, as required, and they shall comply with the requirements of SANS 1411-1.4.2.2 Insulation4.2.2.1 MaterialThe insulation shall be extruded PVC complying with the requirements for insulation grade PVC of SANS 1411-2.4.2.2.2 Thickness and insulation resistance4.2.2.2.1 Unless otherwise stated in the relevant specific requirements given in clause 5, the nominal thickness and the insulation resistance of the insulating material shall comply with the requirements given in table 7, as appropriate to the cross-sectional area of the conductor and operating voltage.4.2.2.2.2 When the thickness of the insulation is determined in accordance with SANS 60811-1-1, the average thickness shall be at least equal to the nominal value, and the minimum thickness at any point may be less than the nominal value provided that the difference does not exceed 0,1 mm + 10 % of the nominal value.4.2.2.3Spark resistance of insulationAll core insulation shall be spark tested using the method given in SANS 62230 at an ac rms test voltage of 5 000 V in the case of 300/500 V cables, or at 6 000 V in the case of 600/1 000 V cables, without breakdown of the dielectric. Alternatively a dc test voltage 1,5 times the appropriate ac rms test voltage may be used. Amdt 1 4SANS 1507-2:2007Edition 1.154.2.3 Core identification4.2.3.1 IdentificationCores shall be identified durably and distinctly by colouring as specified in table 1.4.2.3.2 Earthing coresWhere an earthing core is not bare it shall be coloured green and yellow, and the combination of the colours shall be such that one of these colours covers not less than 30 % and not more than 70 % of the surface of the core, and the other covers the remainder of the surface. There shall be no green/yellow coloured core in a two-core cable or in any non-earthing type cable.NOTE The combination of green/yellow is reserved exclusively for the identification of the earthing core.Table 1 — Core identification1 2 3 4 5 Number of phase coresColour(s) of phase cores Colour of neutral coreColour of earthing core (if present and not bare) Colour of special purpose core (if present) 1Any, except green---1 Red Black Green / yellow Orange2 Red and yellow Black Green / yellow Orange3 Red, yellow and blue BlackGreen / yellowOrange4 or moreAny base colour except green and orange, with serialnumbers (numerals or words)Numbered as for phase coresGreen / yellow4.2.4 Assembly of cores4.2.4.1 GeneralThe cores of a multicore cable shall be compactly laid up with an acceptable lay and in the correct sequence of their identification colours or numbers.4.2.4.2 FillersFillers may be applied integrally with either the bedding or the sheath, as applicable, and shall be used in the interstices of the cable where necessary to give the completed cable a compact circular cross-section. Filler materials shall be such as to be acceptable for the specific type of cable.4.2.4.3 BinderA binder may be applied over the laid-up cores, and the material shall be such as to be acceptable for the specific type of cable.SANS 1507-2:2007 Edition 1.164.2.5 Sheaths4.2.5.1 GeneralSheaths shall consist of a continuous extrudate that closely fits but does not adhere to the underlying core or assembled cores. The surface of the extrudate shall have a smooth finish and its profile shall be uniform and appropriate to the type of cable.4.2.5.2 MaterialThe sheath shall consist of an extruded layer of PVC of type S1 to S4 of SANS 1411-2.4.2.5.3 Thickness4.2.5.3.1 Unless otherwise stated in the relevant specific requirements given in clause 5, the nominal thickness of the sheath shall be as given in table 2.4.2.5.3.2 When the average thickness of the sheath is determined in accordance with SANS 60811-1-1, it shall be at least equal to the nominal value, and the minimum thickness at any point may be less than the nominal value provided that the difference does not exceed 0,1 mm + 15 % of the nominal value.Table 2 — Thickness of sheath1 2 3Thickness of sheathmmUnarmoured cableNominal diameter undersheath mmNominalMinimum ≤ 10 1,6 1,26 > 10 ≤ 15 1,8 1,43 > 15 ≤ 20 1,8 1,43 > 20 ≤ 25 2,0 1,60 > 25 ≤ 30 2,0 1,60 > 30≤ 352,21,774.3 Electrical requirements for finished cables4.3.1 Conductor resistanceThe dc resistance of each conductor shall not exceed the appropriate maximum value given in SANS 1411-1.SANS 1507-2:2007Edition 1.174.3.2 Voltage withstandWhen a cable is factory tested in accordance with SANS 6284-3, each core of the cable shall withstand, for 10 min without breakdown of the dielectric, a test voltage of the appropriate value given in column 3 or 4 of table 3. Alternatively, the test may be conducted for 5 min at a test voltage of the appropriate value given in column 5 or 6 of the table.Table 3 — Test voltages1 2 3 4 5 6CablesAlternating current rms test voltageV 10 minute test5 minute test Rated voltage V Type or cross-sectionalareaBetween conductorsBetween any conductor and earth Between conductorsBetween any conductor and earth 300/500 Single core cable or panel / cubicle cable – 1 200 – 1 800 300/500 Multicore cable1 500 1 5002 250 2 250 600/1 000Cables of cross sectional area not exceeding 16 mm 22 0002 0003 0003 0004.3.3 Dielectric resistanceWhen a cable is tested in accordance with SANS 5526, the insulation resistance of the cable shall be at least equal to the value given in the appropriate columns of tables 5, 6 and 7.5 Specific requirements for types of cable s in common use5.1 Insulated wire (600/1 000 V)5.1.1 ConstructionThe conductor shall be circular stranded, annealed copper complying to the requirements of SANS 1411-1, class 2. The insulation shall be coloured as per table 1 and shall meet the requirements of PVC type D1 or D2 of SANS 1411-2.5.1.2 RequirementsThe thickness and insulation resistance of the PVC insulation shall comply with table 7 columns 5, 6 and 7.5.2 Multicore flat and circular sheathed cables (300/500 V)5.2.1 ConstructionEach core of a multicore cable shall consist of a circular solid or stranded annealed copper conductor. The insulation shall be coloured as per table 1 and shall meet the requirements of PVC type D1 or D2 of SANS 1411-2.SANS 1507-2:2007Edition 1.1The cores shall be adjacent in a circular or flat arrangement and shall be sheathed. The sheath shall completely surround the cores, shall be close fitting but shall not adhere to the cores. An uninsulated annealed copper earth continuity conductor, as per column 6 of table 5, may be included between the cores.5.2.2 RequirementsEach cable shall comply with the relevant requirements given in table 5.5.3 Single-core unsheathed panel / cubicle cables (300/500 V)5.3.1 ConstructionA single-core cable shall consist of a circular solid annealed copper conductor which shall comply with the requirements of table 6. The insulation shall be coloured as per table 1 and shall meet the requirements of PVC type D1 of SANS 1411-2.5.3.2 RequirementsEach cable shall comply with the relevant requirements given in table 6.5.4 Circular sheathed multicore cables with bare earth continuity conductors and aluminium / PVC laminate (300/500 V)5.4.1 Cables shall have 2, 3 or 4 cores, coloured as in table 1.5.4.2 Cables shall have solid or stranded conductors as given in table 5.5.4.3 Insulation thickness and insulation resistance shall comply with columns 2, 3 and 4 of table 7.5.4.4 Aluminium laminate shall consist of longitudinally applied aluminium tape of minimum thickness 0,1 mm, covered by a sheath (see 5.4.7 below).5.4.5 Earth continuity conductors shall be tinned annealed copper and shall comply with the requirements given in table 5.5.4.6 Earth continuity conductors for a four-core cable shall be the same as given in table 5 for a three-core cable.5.4.7 The sheath shall consist of extruded PVC that complies with type S1 of SANS 1411-2.5.4.8 The thickness of the sheath shall be at least 0,8 mm and shall be bonded to the aluminium laminate.6 Inspection and methods of test6.1 GeneralFor convenience, the properties to be tested, the test category, the test methods and the sub-clause giving the requirements are listed in table 4 below:8Table 4 — List of tests to be conducted1 234 5Component(s)Test propertyTestcategoryTest methodgiven inRequirementsubclauseConductor Construction S SANS1411-1 4.2.1Physical properties of material S SANS1411-2 4.2.2Thickness SSANS60811-1-14.2.2.2Spark test R SANS 62230 4.2.2.3Core identification R, S Visual examination 4.2.3PVC InsulationAssembly of cores R Visual examination 4.2.4Physical properties of material S SANS1411-2 4.2.5.2PVC SheathThickness SSANS60811-1-14.2.5.3Marking R Visual examination 4.2 ofSANS 1507-1Conductor resistance R SANS 1411-1 4.3.1Voltage withstand R SANS 6284-3 4.3.2 Finished cableDielectric resistance S SANS 5526 4.3.3 NOTE 1 In column 3 of this table, a code letter is given that identifies the tests as suitable for use asroutine tests (R) or sample tests (S), but compliance with the requirements of the specification may onlybe fully determined from the results of tests carried out on samples of completed cable(s), using all thetest methods given and a sampling procedure agreed upon. During production control, a manufacturermay use any tests that he deems necessary to ensure compliance with the specification but, in the caseof a dispute, only the appropriate standard test methods may be used.NOTE 2 Deleted by amendment No. 1.Amdt 16.2 Conditions of test6.2.1 All tests are to be carried out at ambient temperature and pressure, unless otherwise statedin the test method.6.2.2 Unless otherwise required in the test method, the frequency of the alternating test voltageused shall be approximately 50 Hz, and the waveform shall be substantially sinusoidal.Table 5 — Requirements for multicore sheathed cables (300/500 V)1 2 3 4 5 6 7 Mean overall dimensions(flat cables)mm Number and cross-sectional area of the conductorsNominalradialthicknessofinsulation Nominal radial thick-ness of sheath bEarth con-tinuity conductor cross-sectional area Insulation resistance at23 °Cmm 2 mm mm Lower limitUpper limitmm 2, min.M Ω·km, min.2 × a 1,0 0,6 0,9 4,0 × 7,2 4,7 × 8,6 1,0a 10 2 × a 1,5 0,7 0,9 4,4 × 8,2 5,4 × 9,6 1,0a 10 2 × a 2,5 0,81,0 5,2 × 9,8 6,2 × 11,51,5a 102 × 4,0 0,8 1,1 5,6 × 10,5 7,2 × 13,0 1,5a 10 2× 6,00,8 1,16,4× 12,58,0 × 15,02,5a 10 2 × 10,0 0,9 1,2 7,8 × 15,5 9,6 × 19,0 4,0 10 2 × 16,0 0,9 1,3 9,0 × 18,0 11,0 × 22,0 6,0 103 × a 1,0 0,6 0,9 4,0 × 9,6 4,7 × 11,0 1,0a 103 × a 1,5 0,7 0,9 4,4 × 10,5 5,4 × 12,5 1,0a 10 3 × a 2,5 0,8 1,0 5,2 × 12,5 6,2 × 14,5 1,5a 103 × 4,0 0,8 1,1 5,6 × 14,5 7,4 × 18,0 1,5a 10 3× 6,00,8 1,16,4× 16,58,0 × 20,0 2,5a 10 3 × 10,0 0,91,2 7,8 × 21,09,6 × 25,54,0a10aMay be a solid or stranded conductor.bSheath thickness for 4 core cables to be same as for 3 core cables.Table 6 — Requirements for single core unsheathed panel/cubicle cables (300/500 V)a1 2 3 4 5 6 7Thickness of insulationmmCross-sectionalarea conductorDiameter of wire in conductor Approximate diameter of conductorConductor resistance at20 °C Insulation resistance at23 °C mm 2mm mm NominalMin.bΩ·km, max.M Ω·km, min. CalculatedNominal0,196 0,5c 0,50 0,50 0,40 89,6 10 0,312 0,63c 0,63 0,50 0,40 56,4 10 0,396 0,71 0,71 0,55 0,45 44,4 100,504 0,8 0,8 0,55 0,45 35,0 10 0,636 0,9 0,9 0,55 0,45 27,6 10 0,785 1,0 1,0 0,55 0,45 22,4 100,985 1,12 1,12 0,55 0,45 17,9 10 1,227 1,25 1,25 0,55 0,45 14,3 10 1,539 1,40 1,40 0,55 0,45 11,4 10 2,011 1,60 1,60 0,55 0,458,7510aIn terms of the provisions of SANS 10142-1, none of these cables may be used for the wiring of premises.b This minimum is the nominal less 0,1 mm.cThese cables are suitable for use in pre-wired and nominally sealed subassemblies and in harnesses.Table 7 — Thickness and insulation resistance of PVC Insulation oftypes D1, D2, D3, D4 , D5 and D61 23 4 56 7Voltage rating300/500 V600/1 000 VThickness of insulationmm Thickness of insulationmmCross-sectionalarea conductor Insulationresistance a at23 °CInsulation resistance a at23 °Cmm2Nominal Min.MΩ·km, min.Nominal Min.MΩ·km, min.1,0 0,60,44 20 0,80,62 25 1,5 0,70,53 22 0,80,62 24 2,5 0,80,62 20 0,80,62 20 4,0 0,80,62 16 1,00,80 19 6,0 0,80,62 14 1,00,80 17 10,0 0,90,71 12 1,00,80 14 16,0 0,90,71 10 1,00,80 11 a Based on a minimum volume resistivity of 2,0 × 1011Ω·m at 23 °C and the nominal thickness of thedielectric.© Standards South Africa。
视听研究所主页:论坛:/forum所有资料均收集于各网站。
若您认为有关资料不适合公开,请联系newvideo@ 我们会第一时间删除。
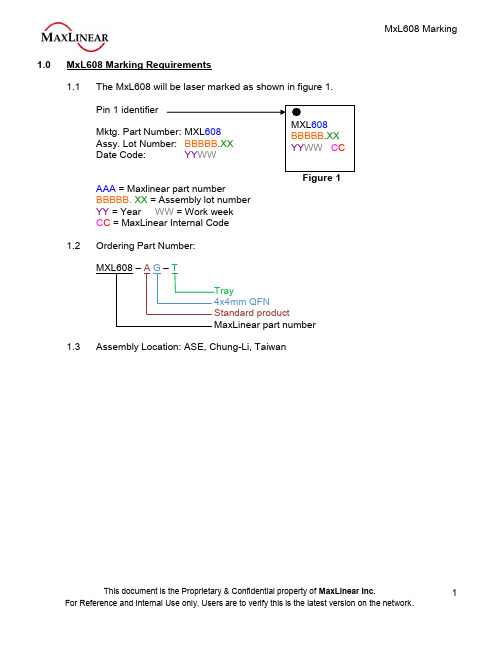
感谢各位网友的无私奉献和支持!加密时间:2008-2-1VESA Coordinated Video Timings StandardVersion 1.1 ©Copyright 2003 Video Electronics Standards AssociationPage 1 of 21VESA ® CVT Standard Video Electronics Standards Association 860 Hillview Court, Suite 150 Phone: (408) 957-9270Milpitas, CA 95035Fax: (408) 957-9277Coordinated Video Timings StandardVersion 1.1September 10, 2003PurposeThe VESA Coordinated Video Timings (CVT) is a method for generating a consistent and coordinated set of standard formats, display refresh rates, and timing specifications for computer display products, both those employing CRTs and those using other display technologies. The intention of the CVT specification is to give both source and display manufacturers a common set of tools to enable new timings to be developed in a consistent manner that ensure greater compatibility.SummaryThe CVT Standard defines rules and methods by which new and existing formats can be defined. Based primarily on the VESA GTF Standard, CVT defines restrictions to the pixel clock modularity, refresh rate and aspect ratio. It also specifies a new equation-based method for developing Reduced Blanking timings, designed for use with non-CRT displays that can accept Reduced Horizontal Blanking times.VESA Coordinated Video Timings StandardVersion 1.1 ©Copyright 2003 Video Electronics Standards Association Page 2 of 21PrefaceIntellectual PropertyCopyright © 2003 Video Electronics Standards Association. All rights reserved.While every precaution has been taken in the preparation of this standard, the Video Electronics Standards Association and its contributors assume no responsibility for errors or omissions, and make no warranties, expressed or implied, of functionality or suitability for any purpose.TrademarksAll trademarks used within this document are the property of their respective owners. VESA, DDC, EDID, and E-EDID trademarks of the Video Electronics Standard Association. I 2C is a trademark owned by Philips.PatentsVESA proposals and standards are adopted by the Video Electronics Standards Association without regard as to whether their adoption may involve any patents or articles, materials, or processes. Such adoption does not assume any liability to any patent owner, nor does it assume any obligation whatsoever to parties adopting the proposals or standards documents.Support for this StandardClarifications and application notes to support this standard may be written. To obtain the latest standard and any support documentation, contact VESA.If you have a product, which incorporates CVT, you should ask the company that manufactured your product for assistance. If you are a manufacturer, VESA can assist you with any clarification you may require. All comments or reported errors should be submitted in writing to VESA using one of the following methods.• Fax : 408-957 9277, direct this note to Technical Support at VESA• e-mail: support@• mail: Technical SupportVideo Electronics Standards Association860 Hillview Court, Suite 150Milpitas, CA 95035VESA Coordinated Video Timings StandardVersion 1.1 ©Copyright 2003 Video Electronics Standards Association Page 3 of 21Revision HistoryVersion 1.1 September 10, 2003Section 3.4.1, points 6 & 7 revised to correct mistake (minimum Vertical Sync and Vertical Back Porch time is 550us not 500us). Rounding errors in VESA Standard Names corrected in Table 3 and 7. Missing Constants and Variables added to Table 9 and 10.Version 1 March 26, 2003Initial release of the standardAcknowledgementsThis document would not have been possible without the efforts of the VESA Display Committee. In particular, the following individuals and their companies contributed significant time and knowledge to this version of the CVT Standard.David GlenATI Technologies, Inc. Jory Olson InFocus Joe GoodartDell Computer Corp. Hiroshi Yamashita International Display Tech. Shiro Makino Eizo Nanao CorporationKeita Kitahama NVIDIA Corp. Graham Loveridge, Workgroup LeaderGenesis MicrochipNozomu Kikuchi Pioneer CorporationSteve Hasegawa Sony Jim WebbGenesis Microchip Joe Miseli Sun Microsystems Youichi Igarashi Hitachi Ltd. Don Chambers Total Technologies Ltd.Table of ContentsREVISION HISTORY (3)1.OVERVIEW (5)1.1S UMMARY (5)1.2B ACKGROUND (5)1.3S TANDARD O BJECTIVES (5)1.4R EFERENCE D OCUMENTS (6)2.FORMAT & TIMING SELECTION (7)2.1F ORMAT S ELECTION (7)3.TIMING GENERATION (8)3.1A SPECT R ATIO (8)3.2P IXEL C LOCK S ELECTION (8)3.2.1Minimum Clock Rate for Transmission (8)3.3T HE S TANDARD V ERTICAL R EFRESH R ATE S ET (8)3.3.1Determination of Vertical Refresh Rate Error (9)3.4R ULES FOR T IMING G ENERATION (9)3.4.1Standard “CRT” based Timing (9)3.4.2Reduced Blanking Timing (10)3.5L OCKING TO E XTERNAL T IMING S OURCES (11)3.6S YNC P OLARITIES (11)4.VESA STANDARD DISPLAY FORMATS (13)4.1O VERVIEW (13)4.2VESA F ORMAT N AMING C ONVENTION (13)4.3VESA S TANDARD 4:3F ORMATS (14)4.4VESA S TANDARD 5:4F ORMATS (14)4.5VESA S TANDARD 15:9F ORMATS (14)4.6VESA S TANDARD 16:9F ORMATS (15)4.7VESA S TANDARD 16:10F ORMATS (15)PUTATION OF TIMING PARAMETERS (16)5.1E XPLANATION OF T ERMS (16)5.2C OMPUTATION OF C OMMON P ARAMETERS (16)5.3C OMPUTATION OF "CRT"T IMING P ARAMETERS (17)5.4C OMPUTATION OF R EDUCED B LANKING T IMING P ARAMETERS (18)5.5D EFINITION OF C ONSTANTS &V ARIABLES (18)TablesTable 1: Sync Polarities (11)Table 2: Vertical Sync Duration (12)Table 3: Examples of 4:3 Formats (14)Table 4: Standard 5:4 Formats (14)Table 5: Standard 15:9 Formats (14)Table 6: Examples of 16:9 Formats (15)Table 7: Examples of 16:10 Formats (15)Table 8: Expression Terms & Operator (16)Table 9: Definition of Constants (18)Table 10: Definition of Variables (19)VESA Coordinated Video Timings Standard Version 1.1 ©Copyright 2003 Video Electronics Standards Association Page 4 of 211.Overview1.1 SummaryThis document details an equation-based method of creating timings. Rules for timing generation are also specified so as to control the number of possible formats in existence. Additionally, this document also specifies a way of creating Reduced Blanking timings for new display devices such as LCDs that don’t require as much Horizontal Blanking timing as traditional CRTs.1.2 BackgroundThe computer industry has, primarily due to the high degree of flexibility provided by the modern continuous-frequency CRT display, traditionally employed a very wide range of display formats and timings even within a given individual system. This permits the system to adapt the display “on the fly” to the requirements of various applications, and also permits the user to adapt the system to a wide range of display-device formats, sizes, and technologies. However, to date, the development of timing standards for these various combinations of formats and rates has not been done in any sort of coordinated manner – and so we have a number of various standard formats which do not interoperate well, and timings which cannot all be precisely produced by any given graphics system.VESA first attempted to address this problem through the release of the Generalized Timing Formula (GTF) Standard in 1996; GTF defined a process whereby a given display device and host system could algorithmically determine a timing which would permit both to work together, reducing the need for explicit timing specifications to cover all possible cases. The GTF method works well on paper since it relies on being able to create a pixel frequency of infinite resolution. This, however, is not practical for real world applications where clock generators have a finite resolution. It also does not cater for an increasing market segment, such as “video in a window”, which requires the video timing to be precisely locked to an external image source.Also, due to the increasing number of non-CRT, fixed-format display types in the market, there is a need for timing standards that specifically address the requirements of these technologies. CRT-compatible timings require higher pixel rates than would be required by these other display technologies due to large amount of blanking which is required for retrace. This, in most cases, represents wasted bandwidth and results in higher-than-needed clock rates.In addressing these needs, though, it is important to keep in mind the fact that the computer graphics systems, which must produce video outputs to these specifications, are not infinitely flexible. In general, they cannot produce any arbitrary number of pixels per line, synthesize any given pixel clock exactly, and so forth. In addition, the problem of scaling information between different formats and rates says that we should not simply generate timings and formats as independent entities. Some thought should be given to the interoperability and compatibility within the chosen set, as well as to the ability of the graphics hardware to produce the specified timing.This standard represents an attempt to address these needs in a single, coordinated effort by developing a set of rules for generating timing. The goal being to create a method by which display manufacturers and graphic hardware vendors can develop new products with enhanced compatibility and interoperability.1.3 Standard ObjectivesPreviously the generation of new timing and formats has been done by hand and lagged the industry’s needs. This has caused confusion as new display devices or formats are introduced into the market with several VESA Coordinated Video Timings Standard Version 1.1 ©Copyright 2003 Video Electronics Standards Association Page 5 of 21different timings. The purpose of CVT is to define a method of creating timings so that new timings can be created simply and easily. CVT provides a coordinated approach so that timing source generators and display devices know what the requirements for producing new timings will be and can provide forward compatibility to formats not yet conceived.In addition, this standard also provides a way to generate timing with Reduced Blanking. This enables newer display devices, such as LCDs, which don’t require as much blanking as CRTs, to reduce the pixel rate and use the transmission bandwidth from the source to the display more efficiently.The long-term goal of CVT is to replace existing DMTs (Display Monitor Timings) and become the standard method for generating new timings. It will also enable increased automation of creating published lists of DMTs that are generated using the CVT method.1.4 Reference Documents•VESA Enhanced Extended Display Identification Data Standard – E-EDID, Release A, Sept. 2, 1999 •VESA Enhanced Display Data Channel Standard - E-DDC, Version 1, Sept. 2, 1999•VESA Generalized Timing Formula Standard - GTF, Version 1.0, Dec. 18, 1996•VESA and Industry Standards and Guidelines for Computer Display Monitor Timings – DMT, Version1.0, Rev. 0.8, Sept. 17, 1998.•VESA E-EDID Implementation Guide, Version 1.0, June 2, 2001VESA Coordinated Video Timings Standard Version 1.1 ©Copyright 2003 Video Electronics Standards Association Page 6 of 212.Format & Timing Selection2.1Format SelectionIt is not the intention of this document to impose a fixed set of standard formats. This document lists a compilation of timings, which are considered to be "industry standard" formats that the PC and display industry may adopt. In choosing these formats, the following basic guidelines were considered:1.Whether or not the format is already an established industry standard. It is not our intention tocompletely re-write the set of formats already in use within the industry, even if in many cases this set is not optimized for interoperability (scaling, etc.). However, alternatives that do offer certainadvantages over their older counterparts may also be provided, where appropriate, in the VESAstandard set.2.Standard formats should conform to the standard aspect ratios being used by the industry in thedesign of new display devices. At present, display devices are almost without exception beingproduced with physical screen dimensions providing a 4:3, 16:9, or 16:10 aspect ratio (or the portrait-format version of these). Image formats should, therefore, be selected to match these. Exceptionswill be made only in the case of a long-established industry standard (e.g., the 1280 x 1024 format,which is a 5:4 aspect ratio), or in the case of a clear need.3.Standard formats should be produced assuming “square” pixel aspect ratios, i.e., the number of pixelsper unit distance, as the image is to be displayed, is the same in both the vertical and horizontaldirections. Exceptions again will be made only in the case of existing, established standards (e.g., the 720 x 480 format used in the DVD, which is displayed as either a 4:3 or 16:9 image), but even inthese cases “square” alternatives may also be provided.4.The number of pixels per line in any format should be chosen to fall on reasonable boundaries, as themajority of graphics hardware does not permit programmability down to the pixel level. In otherwords, arbitrary horizontal pixel counts are to be avoided, in favor of values that are multiples of an acceptable base “character” size. In the past, this has been assumed to mean that horizontal activecounts should at a minimum be multiples of 8 pixels; for larger formats, it may even be desirable to use larger increments. Further, these counts should be chosen so as to permit goodinteroperability/scaling between the members of the standard set. For instance, the 640 x 480 and1280 x 960 formats provide very good interoperability, due to the simple 2:1 relationship betweentheir pixel and line counts.These guidelines should be considered when developing new formats as a way to limit the number of infinite possibilities and increase compatibility and interoperability.VESA Coordinated Video Timings Standard Version 1.1 ©Copyright 2003 Video Electronics Standards Association Page 7 of 213.Timing Generation3.1 Aspect RatioAs described in Section 2.1, item 2, the number of aspect ratios for new formats shall be limited to 4:3, 16:9 and 16:10. Sections 4.3 through 4.7 list these aspect ratios and also detail other existing aspect ratios that are considered “industry standards” due to their wide spread use. These “industry standard” aspect ratios should not be propagated within the industry to new timings. Only the standard set listed above should be used when generating new timings.3.2 Pixel Clock SelectionDue to the finite precision of modern clock synthesis circuitry, the pixel clocks used will all be members of a specified set, in this case integer multiples of 0.25 MHz +/- 0.5%. The only exception to this is when there is a need to lock to an external source, for example, “video in a window” applications. In these instances, the pixel clock rate shall be derived from the external source. See section 3.5 for more details.3.2.1Minimum Clock Rate for TransmissionFor some transmission links, the calculated CVT pixel clock may go below a minimum required value. For example certain digital links require a clock rate greater than 25MHz. In these instances the host can double the clock frequency and the calculated horizontal parameters to compensate. If received as digital data, the display will be able to determine clock doubling has taken place by the change in aspect ratio. For analog transmission systems, the increased clock rate will not have any effect since all horizontal timings will still occupy exactly the same time as if they would have if no clock doubling were employed.3.3 The Standard Vertical Refresh Rate SetWith the release of the GTF standard, there is less reason to produce explicit timing specifications for any and all vertical frame, or “refresh”, rates. The real driving force behind standard rates at this time is compatibility with other established image sources and displays – such as television – and to permit the precise synchronization of multiple systems and/or displays while still operating at an ergonomically-acceptable rate. For this reason, the set of standard rates for which timing specifications should be developed will be somewhat restricted. It should be understood that requirements outside of these specific rates could still be addressed by the timing generation rules outlined in this document.For the first release of this standard, the following vertical refresh rates will be used to define the standard set of timings:•50.00 Hz – This is a long-established standard rate in European television production and other areas using the PAL or SECAM television systems.•60.00 Hz – This rate is a long-established standard; it is reasonably compatible with the standard television field rate used in North America and Japan, and is expected to be one of the standardfield/frame rates used under the U.S. digital television broadcasting standard. It is also compatiblewith 24 FPS film-sourced material, via the “3:2 pull-down” technique.•75.00 Hz – This rate maintains good compatibility/interoperability with systems at both the 60 Hz and50 Hz standard video rates, while providing more ergonomically acceptable performance in manydisplay types. A 75 Hz operation is also compatible with film-sourced material produced under the European 25 FPS standard.•85.00 Hz – While not a “video-friendly” rate, 85 Hz has become a de-facto standard for PC displays wishing to meet the strictest ergonomic requirements for a “flicker-free” image. At this rate, thetypical CRT-based computer display, under standard viewing conditions, will appear “flicker-free” to greater than 95% of the population.VESA Coordinated Video Timings Standard Version 1.1 ©Copyright 2003 Video Electronics Standards Association Page 8 of 21VESA Coordinated Video Timings StandardVersion 1.1 ©Copyright 2003 Video Electronics Standards Association Page 9 of 213.3.1 Determination of Vertical Refresh Rate ErrorDue to the finite clock precision detailed in Section 3.2, the vertical refresh rate will not exactly equal the standard refresh rates specified above. The Refresh Rate is calculated by:)*(VertTotal HorzTotal PixelClock e RefreshRat = Maximum Refresh Rate Error is given by: )*(al MinVertTot al MinHorzTot PixelClock e RefreshRat ∆=∆ Horizontal and Vertical Totals are the smallest for 640x480 Reduced Blanking, thus: Hz 63.0)494*800(MHz 25.0==∆e RefreshRat Taking into account the pixel clock accuracy of 0.5%, the maximum deviation in the refresh rate will be: Hz 64.0)494*800(MHz 25.0*005.1= Therefore the maximum refresh rate deviation will be +/-0.64Hz, reducing as the format resolution increases. The actual variation for 640x480 Reduced Blanking is 0.536Hz.3.4 Rules for Timing GenerationPresented here are the rules for generating timing. Section 5 details the computational steps involved to use these rules to generate timing for a given format.3.4.1 Standard “CRT” based Timing1. Pixel Clock SelectionSection 3.2 details the criteria for Pixel Clock selection.2. Vertical Refresh RateThe Standard Vertical Refresh Set is listed in section 3.3. Although other refresh rates are notprohibited, for CVT compliance one must be chosen from the standard set. Due to pixel clockrounding, the actual refresh rate will have a deviation as described in Section 3.3.1. For applications that are locked to an external video source, such as video in a window, the actual refresh rate should be derived from the external source, see section 3.5 for more details.3. Horizontal CountsAll definitions referring to the horizontal timing, including the horizontal active pixels, horizontaltotal pixels, sync pulse duration and “Front porch” and “Back Porch” times, must be divisible by 8, and preferably by higher powers of 2.4. Horizontal BlankingThe Horizontal Blanking shall be calculated using GTF. Default parameters of M = 600, C = 40,K = 128 and J = 20 shall be used. To ensure that the calculated value of the Horizontal Front Porch does not go negative, the calculated blanking percentage shall be limited such that it is always greater than or equal to 20%. Horizontal Blanking intervals less than 20% of Horizontal Total shall be forced to a value of 20%. The calculated Horizontal Blanking shall be rounded down to 2 times the nearest cell width. This ensures that the Horizontal Sync can be positioned as described in item 5.5. Horizontal Sync Pulse Duration and PositionThe Horizontal Sync Pulse duration will in all cases be set as closely as possible to 8% of the Total Horizontal time, rounded down to the nearest cell width. The position shall be set so that the trailing edge of the Horizontal Sync pulse falls in the center of the Horizontal Blanking period. This impliesthat the Horizontal Back Porch shall be equal to the Horizontal Blanking divided by 2. Note,Horizontal Blanking is calculated so that the Horizontal Back Porch will always be an integer number of cell widths.6.Vertical Sync and Vertical Back PorchThe combined period of the Vertical Sync and Vertical Back Porch shall be the first multiple ofinteger horizontal lines that exceeds the minimum requirement of 550 microseconds. The VerticalSync Pulse is used to convey timing information. As such, the duration varies depending on theaspect ratio - refer to section 3.6. The Vertical Back Porch shall be the remainder of the above time.However, if the Vertical Back Porch is less than 7 lines, then it is increased until it equals 7 lines.This ensures that the Vertical Back Porch is 7 lines or greater.7.Vertical Front PorchThe Vertical Front Porch shall in all cases be fixed to 3 lines.3.4.2Reduced Blanking Timing1.Pixel Clock SelectionSection 3 details the criteria for Pixel Clock selection.2.Vertical Refresh RateThe standard Refresh Rate for Reduced Blanking timing is 60 Hz. This Refresh Rate is consideredfast enough to eliminate motion artifacts without increasing the signal bandwidth (pixel clock)unnecessarily. In addition, a substantial amount of the non-CRT market has spent considerable effort optimizing display devices for 60 Hz. Although the standard Refresh Rate is 60 Hz, it does notexclude other refresh rates from existing. For applications that are locked to an external video source, such as video in a window, the actual refresh rate should be derived from the external source, seesection 3.5 for more details.3.Horizontal CountsAll definitions referring to the Horizontal Timing, including the Horizontal Active pixels, Horizontal Total pixels, Sync Pulse duration and “Front Porch” and “Back Porch” times, must be divisible by 8, and preferably by higher powers of 2.4.Horizontal Blanking TimeThe Horizontal Blanking time is reduced to provide a significant pixel clock reduction over thecorresponding “CRT” timing, while still providing sufficient time to meet the expected needs of non-CRT displays. For Reduced Blanking timings, the Horizontal Blanking time will in all cases be fixed to 160 clock cycles.5.Horizontal Sync Pulse Duration and PositionThe Horizontal Sync Pulse duration will in all cases be 32 pixel clocks in duration, with the position set so that the trailing edge of the Horizontal Sync Pulse is located in the center of the HorizontalBlanking period. This implies that the Horizontal Back Porch is fixed to 80 pixel clocks6.Vertical Blanking TimeThe Vertical Blanking shall be the first multiple of integer Horizontal Lines that exceeds theminimum requirement of 460 microseconds. Additional adjustment of the Vertical Blanking Timemay be required as described in item 7.7.Vertical Sync Pulse Duration and PositionThe Vertical Sync Pulse is used to convey timing information. As such, the duration variesdepending on the aspect ratio - refer to section 3.6. The Vertical Front Porch shall in all cases befixed to 3 lines. The Vertical Back Porch shall be the remainder of the Vertical Blanking Time. Ifthe Vertical Back Porch is less than 7 lines, then the Vertical Blanking Time is increased until theVertical Back Porch equals 7 lines. This ensures that the Vertical Back Porch is 7 lines or greater.3.5 Locking to External Timing SourcesSome specific applications may require a refresh rate that is locked to an external video source, e.g. “video in a window”. For these instances it is necessary to derive the pixel clock from the external source by using a multiplication of either the external refresh rate, line rate or pixel clock. Consequently, this process cannot guarantee a pixel clock that is an exact multiple as required in Section 3.2. Also, the vertical refresh rate may deviate from the standard set list in section 3.3. Although the pixel clock and refresh rate may vary from the published standard, all other timing parameters, such as horizontal and vertical starts, ends, totals, etc. should be as specified within this document. Doing this simplifies the display's task of image positioning and (for the case of digital displays being driven with an analog signal) clock recovery.Note: systems using frame rate conversion techniques to lock to external sources should use calculated CVT parameters and the calculated CVT clock rate.3.6 Sync PolaritiesThe horizontal and vertical sync polarities combined with the vertical sync width shall be used to convey information about the type of timing. This enables the display to determine the correct procedure and equations for decoding the timing.The sync polarities are used to signal whether the format timing is “standard-CRT” or “Reduced Blanking”, whereas the vertical sync width is used to specify the aspect ratio. Previously published VESA Display Monitor Timings (DMT) typically had positive/positive or negative/negative, horizontal/vertical sync polarities, with a vertical sync width varying from 3 to 6 lines. All timings which used a positive/negative or negative/positive horizontal/vertical sync combination had vertical sync widths of 3 lines or less. To enable CVT generated timings to be easily distinguishable from existing timings, the following sync polarities will be used.Table 1: Sync PolaritiesHorizontal Sync Vertical Sync TimingNegative Positive CVT Standard CRTPositive Negative CVT Reduced BlankingPositive PositiveNegative NegativeNon-CVT TimingTable 2: Vertical Sync DurationVertical Sync Width Aspect Ratio3 or less Not used by CVT, reserved for existing DMT and GTF4 4:35 16:96 16:107 Special Case:5:4 (1280x1024) 15:9 (1280x768)8 Reserved9 Reserved10 Non-standardNote: Non-standard refers to an aspect ratio not defined within this document as being standard and can be used for manufacturer-specific timings.4.VESA Standard Display Formats4.1OverviewUsing the rules and guidelines established in the previous section, VESA has selected standard display formats in several aspect ratios. Use of formats not included under this standard is strongly discouraged, due to the likelihood of incompatibility with standard compliant fixed-format displays.4.2VESA Format Naming ConventionIn the past, the computer industry has used a de-facto standard system of naming for various spatial formats, which traces its roots to the very early days of the personal computer. In the 1980s, IBM produced a series of graphics systems and associated display products, which were referred to as “graphics adapters”, such as the “Monochrome Graphics Adapter” (MGA), “Color Graphics Adapter” (CGA), “Enhanced Graphics Adapter” (EGA), and finally the “Video Graphics Array” (VGA), “Super-Video Graphics Array” (SVGA), and “Extended Graphics Array” (XGA) systems.These names were certainly useful distinctions in their day, but unfortunately the nomenclature survived long after the original hardware became obsolete – in the form of names informally applied to the spatial formats used by those systems. Thus, in current usage, “VGA” most often refers to the 640 x 480 format, “XGA” to 1024 x 768, and so forth. This system has become increasingly cumbersome, and the names do not provide much information about the specific format they are intended to represent. “QVGA”, for instance, is most often intended to mean “quarter-VGA”, or 320 x 240 pixels, while “QXGA” has been used to refer to “quad-XGA”, or 2048 x 1536 pixels!It is our intention at this time to replace this outdated system with a simpler, more informative standard convention for referring to industry-standard display formats. Taking a cue from other electronic-imaging markets and systems, we are introducing with this standard the convention of naming image formats using the number of pixels contained in each. In this document, the standard naming for each format is the pixel count rounded to the nearest 10,000 and expressed in mega-pixels, or with the suffix “M”. As there remains the possibility of confusion between formats of similar pixel counts, but different aspect ratios, the vertical component of the aspect ratio shall be appended to the mega-pixel number, in hexadecimal format. As examples of the new naming systems:-The 4:3 800 x 600 (formerly “SVGA”) format, at 480,000 pixels, is to be referred to as the “0.48M3”.-The 5:4 1280 x 1024 (formerly “SXGA”) format, at 1,310,720 pixels, is to be referred to as the “1.31M4”.-The 15:9 1280 x 768 format, at 983,040 pixels, is to be referred to as the “0.98M9”.-The 16:9 1920 x 1080 format, at 2,073,600 pixels, is to be referred to as the “2.07M9”.-The 16:10 1920 x 1200 format, at 2,304,000 pixels, is to be referred to as the “2.30MA”.To avoid confusion, a way of identifying Reduced Blanking timing from standard CRT timing is also required. This is achieved by adding an additional suffix "-R". For example:-0.48M3 (800 x 600) Reduced Blanking timing is referred to as “0.48M3-R”.- 1.31M4 (1280 x 1024) Reduced Blanking timing is referred to as “1.31M4-R”.-0.98M9 (1280 x 768) Reduced Blanking timing is referred to as “0.98M9-R”.- 2.07M9 (1920 x 1080) Reduced Blanking timing is referred to as “2.07M9-R”.- 2.30MA (1920 x 1200) Reduced Blanking timing is referred to as “2.30MA-R”.。

预防接种流程规范最新版(中英文版)英文文档内容:The latest version of the vaccination process guidelines emphasizes the importance of standardized vaccination procedures to ensure the safety and effectiveness of immunizations.The updated guidelines provide clear instructions on the organizational structure and responsibilities, vaccine usage and management, implementation of preventive vaccinations, monitoring and management of adverse reactions, and vaccination coverage monitoring.The guidelines differentiate between immunized planning vaccines and non-immunized planning vaccines.Immunized planning vaccines are those that residents should vaccinate according to government regulations, including national immunized planning vaccines and additional vaccines recommended by provincial, autonomous region, and municipal governments.Non-immunized planning vaccines refer to other vaccines that residents volunteer to vaccinate, in addition to immunized planning vaccines.The updated guidelines require health institutions and vaccination units to establish a regular vaccination inspection system.Vaccines should be inspected monthly, and the inspection records should include information such as vaccine quantity, source, packaging, storagetemperature, and expiration date.Additionally, the guidelines emphasize proper disposal of vaccines, and the records should include details such as vaccine name, quantity, vaccine market license holder, batch number, and disposal method.These records must be saved for at least 5 years after the vaccine expiration date for future reference.中文文档内容:最新版的预防接种流程规范强调了标准化接种程序对于确保疫苗接种的安全性和有效性至关重要。
BOM版本管理条例英文版Title: Bill of Materials (BOM) Version Control RegulationsIn today's fast-paced manufacturing industry, maintaining accurate and up-to-date records of Bill of Materials (BOM) versions is crucial for operational efficiency and quality control. This document outlines the regulations and guidelines for BOM version management to ensure seamless production processes and minimize errors.1. PurposeThe purpose of these regulations is to establish a standardized approach to BOM version control across all departments within the organization. By maintaining consistent BOM versions, we aim to improve collaboration, reduce rework, and enhance product quality.2. ScopeThese regulations apply to all employees involved in the creation, modification, and approval of BOMs. It encompasses the entire lifecycleof a BOM, from initial design to production, and includes guidelines for version numbering, revision history, and approval processes.3. Version NumberingEach BOM will be assigned a unique version number to track changes and updates. The version number should follow a standardized format, such as X.Y.Z, where:- X represents major revisions (e.g., design changes)- Y represents minor revisions (e.g., component updates)- Z represents incremental changes (e.g., corrections)4. Revision HistoryA detailed revision history must be maintained for each BOM, documenting the date of each change, the reason for the revision, and the individuals involved in the modification. This information enables traceability and accountability for all BOM updates.5. Approval ProcessBefore implementing any changes to a BOM, the proposed revision must undergo a thorough review and approval process. This includesobtaining sign-off from all relevant stakeholders, such as engineers, designers, and procurement managers, to ensure alignment with project requirements.6. CommunicationEffective communication is essential for successful BOM version control. Regular updates and notifications should be shared with the relevant teams to keep everyone informed of the latest changes and prevent discrepancies in production.7. ComplianceAll employees are required to adhere to these regulations to maintain consistency and accuracy in BOM versions. Non-compliance may result in delays, errors, and quality issues in manufacturing processes.8. TrainingTo ensure understanding and implementation of these regulations, training sessions will be provided to all employees involved in BOMmanagement. This will equip them with the necessary knowledge and skills to follow the guidelines effectively.9. EnforcementManagers and supervisors are responsible for enforcing these regulations within their respective departments. They should monitor compliance, address any issues promptly, and provide support to employees to ensure adherence to BOM version control processes.10. ConclusionBy establishing clear regulations for BOM version management, we aim to streamline production processes, improve collaboration, and enhance product quality. These guidelines will serve as a framework for consistent and efficient BOM control practices within the organization.。
Engineering StandardSAES-J-901 30 June, 2003 Instrument Air Supply SystemsInstrumentation Standards Committee MembersAl-Awami. L.H., ChairmanAl-Khalifa, A.H.Alqaffas, S.A.Al-Shiha, A.M.El-Hage, M.S.Fadley, G.L.Falkenberg, A.R.Fritz, R.H.George, N.A.Hartman, R.A.Hazelwood, W.P.Khan, M.A.Mahmood, B.Nawaz, S.M.Salars, D.S.Trembley, R.J.Saudi Aramco DeskTop StandardsTable of Contents1 Scope (2)2 Conflicts and Deviations (2)3 References (2)4 Design (3)5 Testing (11)Previous Issue: 30 April, 2002 Next Planned Update: 1 July, 2008Next Planned Update: 1 July, 2008 Instrument Air Supply Systems 1 ScopeThis Standard defines the minimum mandatory requirements governing the design and installation of instrument air supply systems.2 Conflicts and Deviations2.1 Any conflicts between this standard and other applicable Saudi Aramco EngineeringStandards (SAESs), Materials System Specifications (SAMSSs), Standard Drawings(SASDs), or industry standards, codes, and forms shall be resolved in writing by theCompany or Buyer Representative through the Manager, Process & Control SystemsDepartment of Saudi Aramco, Dhahran.2.2 Direct all requests to deviate from this standard in writing to the Company or BuyerRepresentative, who shall follow internal company procedure SAEP-302 and forward suchrequests to the Manager, Process & Control Systems Department of Saudi Aramco, Dhahran.3 ReferencesThe selection of material and equipment, and the design, construction, maintenance, and repair of equipment and facilities covered by this standard shall comply with the latest edition of the references listed below, unless otherwise noted.3.1 Saudi Aramco ReferencesSaudi Aramco Engineering ProcedureSAEP-302 Instructions for Obtaining a Waiver of a Mandatory SaudiAramco Engineering RequirementsSaudi Aramco Engineering StandardsSAES-A-112 Environmental and Seismic Design CriteriaSAES-D-001 Design Criteria of Pressure VesselsSAES-H-002 Internal and External Coatings for Steel Pipelines andPipingSAES-H-100 Painting Requirements for Industrial FacilitiesSAES-H-101 Approved Protective Coating SystemsSAES-J-003 Instrumentation – Basic Design CriteriaSAES-J-600 Safety Relief SystemsSAES-J-601 Emergency Shutdown SystemsSAES-L-032 Material Selection of Piping SystemsSAES-L-056 Pressure Testing of Plant Piping and PipelinesSaudi Aramco Materials System SpecificationsNext Planned Update: 1 July, 2008 Instrument Air Supply SystemsCompressors31-SAMSS-00634-SAMSS-821 Instrument Control Cabinets – Outdoor34-SAMSS-831 Instrumentation for Packaged Units3.2 Industry Codes and StandardsProcess Industry Practices (Reference only)PCCIA001 Instrument Air Systems Criteria4 Design4.1 General4.1.1 Instrument air supply systems shall provide dry, oil-free air to pneumaticinstrumentation, valve actuators, and other services requiring instrument-quality air.4.1.2 No cross-connections between plant or utility air services shall be made toat the tie-in from the instrument air compressor(s) discharge to the utilityinstrument air system pressure.4.1.3 The following pressure criteria shall be used to design the instrument air system.a. Relief valve setting: Equipment MAWPb. High pressure alarm: Between 125 psig and MAWPc. Maximum normal operating pressure: 125 psigd. Minimum normal operating pressure: 80 psige. Start standby compressor(s): 70 psig*f. Activate emergency shutdown: 60 psig* Typical. Actual value to be determined based on system design andcapacity.4.1.4 All equipment of the air system shall be capable of being isolated by block valves.4.2 Environmental ConditionsUnless otherwise specified, equipment will be installed outdoors in a desert area,stated in SAES-J-003 shall also apply. Site specific meteorological and seismic dataspecified in SAES-A-112 shall be used for equipment design.4.3 Instrument Air CompressorsNext Planned Update: 1 July, 2008 Instrument Air Supply Systems4.3.1 Compressors shall not use oil in any parts exposed to the compressed air (oil-free).4.3.2 Centrifugal compressors are preferred for capacities above 17 standard cubic metersper minute (600 scfm).4.3.3 New air compressor systems shall be designed to provide 100% backup capacity viaone or more standby compressor(s). Two compressors, one main and the otherstandby, sized to individually provide 100% capacity are preferred. Compressorsshall have both automatic and manual start capabilities. A manual switch shall beprovided to permit selection of either of the compressors as the duty compressor.4.3.4 When an existing instrument air system is being expanded, backup compressionequal to the capacity of the largest primary system compressor shall be provided.4.3.5 A check valve shall be provided between each compressor discharge and the firstblock valve.4.3.6 Centrifugal Compressors4.3.6.1 Centrifugal compressors, when specified, shall be supplied in accordancewith 31-SAMSS-006.4.3.6.2 Compressor controls and instrumentation shall be in accordance31-SAMSS-006, Paragraph 3.4.4.3.6.3 Centrifugal compressors shall be controlled to maintain constantdischarge pressure. Multiple compressors operating in parallel shall becontrolled to balance the load between them.4.3.7 Reciprocating Compressors4.3.7.1 Reciprocating compressors, when specified, shall be supplied inaccordance with 31-SAMSS-002.4.3.7.2 Reciprocating compressors shall operate continuously. Gap actioncontrol, using an unloader system which senses the pressure in thereceiver, shall load or unload the compressor as required.4.3.7.3 Compressor controls and instrumentation shall be in accordance31-SAMSS-002, Paragraph 4.6.4.3.8 The intake air filter(s) shall be located away from sources of dirt, moisture, and toxic,corrosive or flammable gases. The air intake filter(s) shall be installed at a height toavoid ground level dust and debris.4.4 Instrument Air Receiver4.4.1 An instrument air receiver shall be provided to damp out system fluctuations and toprovide surge capacity in the event of duty compressor shutdown. The receivershould be sized to provide adequate time to permit startup of the standbycompressor(s), as well as sufficient capacity to allow a safe shutdown. TypicalNext Planned Update: 1 July, 2008 Instrument Air Supply Systems residence time is 1.5 minutes of the rated compressor capacity.4.4.2 The air receiver shall be provided with an automatic and a manual drain for liquidremoval.4.4.3 The air receiver shall be designed and built in accordance with SAES-D-001, and beprovided with a pressure gauge and safety relief valve.4.4.4 The air receiver shall be internally prepared and coated in accordance withSAES-H-100 and SAES-H-101, APCS-2A.4.5 Instrument Air Dryer4.5.1-15°desiccant chambers: maximum temperature, maximum flowrate,moisture saturation, and minimum and maximum pressures.4.5.2 A regenerative desiccant dryer shall be used. Refrigeration dryers are not permitted.4.5.3 The air dryer shall utilize two desiccant chambers, allowing one chamber toregenerate while the other chamber is in service. Regeneration shall consume lessthan 20% of the total air capacity. This consumption shall be included in the systemair requirements.4.5.4 An inline continuous moisture indicator shall be provided in the dryer discharge.4.5.5 The desiccant shall be a type that does not disintegrate upon contact with water.Activated Alumina, SAMS stock number 26-126-418 or 26-126-465, is preferred.4.6 Instrument Air Filters4.6.1 A coalescing prefilter shall be provided upstream of the air dryer. The filter shall becapable of removing entrained droplets of oil or water, and dust or other foreignmatter. Filters are to be fitted with automatic drains.4.6.2 A 3-micron afterfilter shall be installed downstream of all desiccant dryers to preventdesiccant fines from entering the downstream system.4.6.3 The pressure drop caused by the drying and filtering equipment when it is clean shallnot exceed 35 kPa (5 psi) at the maximum design flowrate.4.7 Instrumentation and Controls4.7.1 Compressor ControlsInstrument air compressors shall be furnished with the manufacturer'scontrol system.4.7.1.1 Centrifugal compressor control requirements are detailedNext Planned Update: 1 July, 2008 Instrument Air Supply Systems31-SAMSS-006, Paragraph 3.4.4.7.1.2 Reciprocating compressor control requirements are detailed31-SAMSS-002, paragraph 4.6, with the following addition.of the design and operation are submitted to the Company orRepresentative for the review and approval of the Generaldata monitoring and retrieval or as specified in the Purchase Order.4.7.2 Standby Compressor Controls4.7.2.1 The standby compressor shall start upon any one or more of the followingevents:a) Failure of the duty compressorb) Low pressure in the air receiver. A pressure transmitter is thepreferred field instrument. The setpoint shall be in accordance withParagraph 4.1.3.5c) Operation of any one of the manual start switch(es)4.7.2.2 Starting upon events "a" and "b" shall be automatic. Starting of4.7.3 Air Dryer Controls4.7.3.1 Dryer controls shall be manufacturer's standard design, with preferencegiven to programmable controller (PLC) systems.4.7.3.2package unit for which 34-SAMSS-831 will apply.4.7.3.3 Solenoid valves used for controlling dryer regeneration and duty cyclesshall be capable of operating with air containing desiccant fines withoutsticking or clogging.4.7.4 Instrument Air System Alarms4.7.4.1 The following alarms shall be provided. For attended plants these alarmsshall be in the appropriate control room. For unattended plants they shallbe local with a high-visibility indication (flag).a) High pressure in the instrument air receiver.b) High liquid level in the instrument air receiver.c) Shutdown of any operating (duty) compressor for any reason.Next Planned Update: 1 July, 2008 Instrument Air Supply Systemsd) Starting of the stand-by compressor for any reason.e) Change in selection of the stand-by compressor(change-over).f) Low air header pressure alarm.4.7.4.2 Other alarms may be provided as engineering judgement dictates forvarious situations.4.7.5 Plant Shutdown4.7.5.1 A low-low instrument air pressure signal shall be provided to the plantemergency shutdown (ESD) system to initiate a shutdown at 60 psig,decreasing.4.7.5.2 The pressure transmitter or switch(es) generating the low-low instrumentair pressure signal shall be installed per the requirements of SAES-J-601,downstream of all drying and filtering facilities.4.7.6 Safety Relief Valves4.7.6.1 Safety relief valves shall comply with SAES-J-600.4.7.6.2 All safety relief valves for instrument air service shall be equipped with alifting device.4.7.6.3 Safety relief valves shall be installed on the air receiver and air dryer, andon any other equipment requiring overpressure protection.4.8 Instrument Air Distribution System4.8.1 General Requirements4.8.1.1 Piping material shall be selected in accordance with SAES-L-032. Theselection of alternative piping material requires the approval of theCoordinator, Mechanical and Civil Engineering Division/CSD.4.8.1.2 All main and branch headers shall be sloped {minimum 64 mm per 30 m(2.5 inches per 100 feet)} and provided with low point drains.4.8.1.3 All headers shall terminate with a line-size valve, blind, or plug tofacilitate cleaning and plant expansions.4.8.1.4 Each branch header shall connect to the top of the main header through abranch-line-size, full-bore isolation valve.4.8.1.5 Where there is a general distribution system for more than one plant, thepiping shall be connected in a loop to provide two directions of supply toeach plant. Isolation valves shall be provided to enable isolation of eachplant.Next Planned Update: 1 July, 2008 Instrument Air Supply Systems4.8.1.6 Supply takeoffs to individual instruments (a line serving up to amaximum of four devices) shall connect to the top of the branch headerthrough a takeoff-line-size, full-bore isolation valve.4.8.1.6.1 The minimum size of supply takeoffs is ½-inch.4.8.1.6.2 Twenty percent (20%) spare takeoff fittings and block valvesshall be installed on the branch header.4.8.1.7 Instrument air piping shall not be pocketed (i.e., shall not contain,U-sections). Instrument air piping shall not be installed underground.Exception:Instrument air branch connections may be buried to crossbeneath roadways or fences where there is no existingoverhead rack and where the aboveground support wouldinterfere with crane or emergency vehicle movement. Priorapproval from the General Supervisor, Process InstrumentationDivision, P&CSD is required. Buried branch lines shall have lowpoint drains, stainless steel construction and external coatingper SAES-H-002.4.8.2 Header and Takeoff Sizing4.8.2.1 The pressure drop for piping between the dryer afterfilter outlet and themost remotely located user shall not exceed 35 kPa (5 psi) undermaximum service flowrate.4.8.2.2 For installations in which the instrument air consumers are located morethan 600 m (2000 ft) from the instrument air compressor; pipe sizesshould be calculated to keep pressure drops within the above limit.Below 600 m (2000 ft) instrument air header pipe size should be selectedfrom Table 2.Table 2Number of Users Pipe Size1 - 4 ½ inch5 - 9 ¾ inch10 - 15 1 inch16 - 80 1½ inch81 - 150 2 inch151 - 300 3 inch4.9 Instrument Air System Capacity4.9.1 Steady State Consumption4.9.1.1 The capacity of the instrument air supply system shall be based on theNext Planned Update: 1 July, 2008 Instrument Air Supply Systemstotal requirements of all connected loads, assuming all instruments are insteady state operation.Comment:Saudi Aramco facilities typically take plant and utility air from theinstrument air system upstream of the dryers. This intermittentdemand is not considered when calculating steady stateoperation.4.9.1.2 Consumption figures for each instrument should be obtained from themanufacturer's literature. When this is not available, default values fromthe Table 3 shall be used.Default Air Consumption Values for Various InstrumentsTable 3 - Air-Consumption Per Instrumentm³/hour (std) SCFMControl Panel MountedInstruments (including 0.85 0.50pneumatic relays, etc.)Field Mounted Instruments 0.85 0.50Control Valve with DiaphragmActuator and Positioner 1.275 0.75Control Valve with PistonActuator and Positioner 8.50 5.004.9.1.3 For capacity requirement purposes it shall be assumed that air-operatedvalves (AOVs) will operate once every eight hours and that whenemergency shutdown valves (ZVs) operate, the instrument air system willbe capable of returning the ZV storage tanks from 0 kPa (ga) to 700 kPa(ga) (100 psig) within one hour maximum. Shorter times may bespecified when operating conditions so require.4.9.1.4 In systems in which AOVs are designed to operate on a defined schedule(e.g., process dryer switching, or water deionization unit switching) theiractual consumption shall be determined.4.9.1.5 Purge consumption rates shall be the maximum flow of the purgerotameter.4.9.2 Additional Capacity4.9.2.1 To compensate for system leaks and allow for plant expansion, 20% ofthe steady state consumption shall be added.4.9.2.2 To account for air dryer regeneration usage, 20% of the sum of steadystate consumption plus the additional capacity of Paragraph 4.9.2.1 shallbe added.Next Planned Update: 1 July, 2008 Instrument Air Supply Systems4.9.2.3 For reciprocating instrument air compressors, 20% of the sum of steadystate consumption plus additional capacities calculated in Paragraphs4.9.2.1 and 4.9.2.2, shall be added to compensate for wear and loss ofefficiency.Note:Centrifugal compressors do not require wear and efficiencycompensation.4.9.3 Total Instrument Air Compressor System CapacityThe sums of the capacities in Paragraphs 4.9.1 and 4.9.2 are as follows.Centrifugal compressors: 1.44 times instrument air steady stateconsumptionReciprocating compressors: 1.73 times instrument air steady stateconsumption5 TestingPressure testing of supply system and distribution system per SAES-L-056, using dry instrument air or inert gas is required. Hydrostatic testing of instrument air piping is not permitted.Revision Summary30 June, 2003 Revised the "Next Planned Update". Reaffirmed the contents of the document, and reissuedwith minor changes.。
AWWA C210 Liquid-Epoxy Coating Systems for the Interi or and Exterior of SteelAWWA Standard AWWA标准This document is an American Water Works Association (AWWA) standard. It is not a specification. AWWA standards describe minimum requirements and do not contain all of the engineering and administrative information normally contained in specifications. The AWWA standards usually contain options that must be evaluated by the user of the standard. Until each optional feature is specified by the user, the product or service is not fully defined. AWWA publication of a standard does not constitute endorsement of any product or product type, nor does AWWA test, certify, or approve any product. The use of AWWA standards is entirely voluntary. AWWA standards are intended to represent a consensus of the water supply industry that the product described will provide satisfactory service. When AWWA revises or withdraws this standard, an official notice of action will be placed on the first page of the classified advertising section of Journal AWWA. The action becomes effective on the first day of the month following the month of Journal AWWA publication of the official notice.此文件是美国自来水厂(AWWA)标准,不是规范。
a rXiv:as tr o-ph/31281v115Jan231Abstract I use the largest available sample of Type II plateau supernovae to examine the previ-ously reported luminosity-velocity relation.This study confirms such relation which permits one to standardize the luminosities of these objects from a spectroscopic measurement of their envelope velocities,and use them as extragalactic distance in-dicators.The “standard candle method”(SCM)yields a Hubble diagram with a dispersion of 0.3mag,which implies that the SCM produces distances with a preci-sion of 15%.Using two nearby supernovae with Cepheid distances I find H 0=81±10km s −1Mpc −1,which compares with H 0=74derived from Type Ia supernovae.1.1Introduction Type II supernovae (SNe II,hereafter)are exploding stars characterized by strong hydrogen spectral lines and their proximity to star forming regions,presum-ably resulting from the gravitational collapse of the cores of massive stars (M ZAMS >8M ⊙).SNe II display great variations in their spectra and lightcurves depending on the properties of their progenitors at the time of core collapse and the density of the medium in which they explode (Hamuy 2003a).The plateau subclass (SNe IIP)constitutes a well-defined family which can be distinguished by 1)a characteristic “plateau”lightcurve (Barbon et al.1979),2)Balmer lines exhibiting broad P-Cygni profiles,and 3)low radio emission (Weiler et al.2002).These SNe are thought to have red supergiant progenitors that do not experience significant mass loss and are able to retain most of their H-rich envelopes before explosion.Although SNe IIP display a wide range in luminosity,rendering their use as stan-dard candles difficult,Hamuy &Pinto (2002)(HP02,hereafter)recently used a sample of 17SNe II to show that their plateau luminosities are well correlated with the expansion velocities of their ejecta,which implies that the luminosities can be standardized from a spectroscopic measurement of the SN ejecta velocity.This “stan-dard candle method”(SCM)affords a new opportunity to derive independent and potentially precise extragalactic distances.In this paper I use a larger sample of 24SNe IIP to assess the precision of the SCM and solve for the Hubble constant based on two SNe with Cepheid distances.121.2The Luminosity-Velocity RelationI collected published and unpublished photometric and spectroscopic data for the largest possible sample of SNe IIP in order to re-evaluate the luminosity-velocity relation.The current sample comprises24SNe IIP,15of which were included in the HP02list.Here I exclude SN1987A and SN2000cb from the HP02sample for exhibiting non-plateau lightcurves.I measured apparent magnitudes50days after explosion(nearly the middle of the plateau phase)for the24SNe IIP,I applied corrections to the observedfluxes using my best estimate for dust extinction(see next section),and converted thefluxes into luminosities from redshift-based distances corrected for the peculiar motion of the Galaxy and the SN host galaxy(using theflow model described in the next section). Also,I measured ejecta velocities from the minimum of the Fe IIλ5169lines,and I interpolated them to the same epoch(50days after explosion)byfitting a power-law to the observed velocities following the precepts described by Hamuy2001.Fig.1.1.Expansion velocities from Fe IIλ5169versus absolute V magnitude, both measured in the middle of the plateau(day50)of24SNe IIP(filled circles)and the models of LN83and LN85with≥8M⊙(open circles).Fig.1.1compares the plateau V luminosity and ejecta velocity for these24SNe IIP (filled circles)which reveals the well-known fact that SNe IIP encompass a wide range (∼5mag)in luminosities,and confirms the luminosity-velocity relation previously reported by HP02.The extreme objects in this diagram are the dim and low-velocity SN1999br and the luminous high-velocity SN1992am.This result reflects the fact that while the explosion energy increases,so do the kinetic energy and internal energies.Also plotted in thisfigure with open circles are the models of Litvinova& Nadezhin(1983,1985)(hereafter LN83and LN85)for SNe with progenitors masses ≥8M⊙,which reveals a reasonable agreement with observations.1.3Determination of Dust Extinction3 1.3Determination of Dust ExtinctionIn order to use astronomical objects as standard candles it proves necessary to correct the observedfluxes for dust absorption.The estimate of Galactic extinction is under good control thanks to the IR dust maps of Schlegel et al.(1998),which permit one to estimate A GAL(V)to±0.06mag.The determination of absorption in the host galaxy,on the other hand,is not so straightforward.Here I explore a method which assumes that SNe IIP should all reach the same color toward the end of the plateau phase,so a measurement of the color should give directly the color excess due to dust absorption.The underlying assumption is that the opacity in SNe IIP is dominated by e−scattering,so they should all reach the same temperature of hydrogen recombination toward the end of the plateau phase (Eastman et al.1996).Next I proceed to test this method using the best-studied plateau SN1999em as the reference for the intrinsic color.For this purpose I adopt the A host(V)=0.18value derived by Baron et al.(2000)from detailed theoretical modeling of the spectra of SN1999em.For the other SNe I use their B−V and V−I color at the end of the plateau phase to determine the color offset relative to SN1999em and the corresponding visual extinction,A host(V),assuming the extinction law of Cardelli et al.(1989)for R V=3.1.Fig.1.2.(Top)Withfilled circles are shown the B−V color curves of SN1999cr(left)and SN1999gi(right)corrected for Galactic extinction, and after applying a color offset in order to match the dereddened color curves of SN1999em(crosses).The required offset for each SN is indicated in each panel in units of visual extinction A V.(Bottom)Same as above but for V−I.Thisfigure shows that,while the offsets required for SN1999gi agree quite well and probably reflect dust extinction in the host galaxy,the required offsets for SN1999cr reveal a poor agreement.4The technique is illustrated in Figure1.2.The top panels show withfilled circles the B−V color curves of SN1999cr(left)and SN1999gi(right)corrected for Galactic extinction,after applying an offset in order to match the dereddened color curves of SN1999em(crosses).The required offset for each SN is indicated in units of visual extinction A V.The bottom panels show the same procedure using V−I colors.Table1.1.Galactic and Host-galaxy Extinction for24Type II Supernovae.SN A GAL(V)A host(V)A host(V)A host(V)(±0.06)(B−V)(V−I)(±0.3)1.4The Hubble Diagram5 Figure1.3compares the A host(V)values obtained from B−V and V−I which reveals serious discrepancies between both methods.It is possible that the problem is due to metallicity effects which are stronger in the B band where line blanketing is more pronounced(Eastman et al.1996,Baron et al.2003).In any case,this is an unsatisfactory situation and other techniques should be explored in the future.parison between host-galaxy visual absorption extinction(A V)of SNe IIP from B−V and V−I color curves.The ridge line is the45◦line and not afit to the data.Although the V−I method should be preferred owing to the smaller sensitivity to metallicity effects,in what follows I use the average of the B−V and V−I extinction values(or the single-color value when only one color is available)since I do not have V−I colors for all SNe.The resulting A host(V)values are listed in Table1.1to which I assign an uncertainty of±0.3mag based on the reddening difference yielded by both methods.1.4The Hubble DiagramIn a uniform and isotropic Universe we expect locally a linear relation be-tween distance and redshift.A perfect standard candle located at different distances should describe a straight line in the magnitude-log(z)Hubble diagram,so the ob-served scatter is a measure of how standard the candle is,which is what I proceed to assess for the SCM.For the8most distant SNe(cz>3000km s−1)I used the observed heliocentric red-shifts of their host galaxies,either from the NASA/IPAC Extragalactic Database or my own measurement(Hamuy2001),and converted them to the Cosmic Microwave Background(CMB)frame in order to remove the observer’s peculiar motion.In these cases I neglected the peculiar motion of the hosts since they are small com-6Table1.2.Redshifts,Magnitudes,and Ejecta Velocities of the24Type IISupernovae.SN v CMB Redshift V50I50v50Source a(±187km s−1)(km s−1)1.4The Hubble Diagram7 For9galaxies I used v CMB and inverted equation1.1to solve for D SBF,from which the velocity component free of peculiar motion,H0D SBF,could be trivially computed.In5cases it was possible to assign the SN host to a galaxy group and use the corresponding SBF distance given by Tonry et al.(2001)to compute H0D SBF directly.In two cases I used Cepheid distances in the F00scale.The resulting redshifts are listed in Table1.2for the24SNe.In all cases I assigned an uncertainty of±187km s−1,which corresponds to the cosmic thermal velocity yielded by the model for peculiarflows.The other ingredients for the Hubble diagram are the apparent magnitudes and the ejecta velocities of the SNe.A convenient choice(but not the only one)is to use magnitudes in the middle of the plateau,so I interpolated the observed V and I fluxes to the time corresponding to50days after explosion.Other parameterizations might yield better results and should be explored in the future.The ejecta velocities come from the minimum of the Fe IIλ5169lines interpolated to day50(as described in Hamuy2001),which is good to±300km s−1.In4cases it was necessary to extrapolate velocities so I adopted a greater uncertainty of±2000km s−1.The magnitudes and velocities are given in Table1.2for all SNe.Fig.1.4.(bottom)Raw Hubble diagram from SNe II plateau V magnitudes.(top)Hubble diagram from V magnitudes corrected for envelope expansion velocities.The bottom panel of Fig. 1.4shows the Hubble diagram in the V band,after correcting the apparent magnitudes of Table1.2for the reddening values in Table 1.1,while the top panel shows the same magnitudes after correction for expansion velocities.A least-squaresfit to the data in the top panel yields the following solution, V50−A V+6.564(±0.88)log(v50/5000)=5log(cz)−1.478(±0.11).(1.2)8The scatter drops from0.91mag to0.38mag,thus demonstrating that the correc-tion for ejecta velocities standardizes the luminosities of SNe IIP significantly.It is interesting to note that part of the spread comes from the nearby SNe which are po-tentially more affected by peculiar motions of their host galaxies.When the sample is restricted to the eight objects with cz>3,000km s−1,the scatter drops to only 0.33mag.The correspondingfit for the restricted sample is,V50−A V+6.249(±1.35)log(v50/5000)=5log(cz)−1.464(±0.15).(1.3)Fig.1.5.(bottom)Raw Hubble diagram from SNe II plateau I magnitudes.(top)Hubble diagram from I magnitudes corrected for envelope expansion velocities.Figure1.5shows the same analysis but in the I band.In this case the scatter in the raw Hubble diagram is0.83mag,which drops to0.32mag after correction for ejecta velocities.This is even smaller that the0.38spread in the V band,possibly due to the fact that the effects of dust extinction are smaller at these wavelengths. The least-squaresfit yields the following solution,I50−A I+5.869(±0.68)log(v50/5000)=5log(cz)−1.926(±0.09).(1.4) When the eight most distant objects are employed the spread is0.29mag,similar to that obtained from the V magnitudes and the same sample,and the solution is, I50−A I+5.445(±0.91)log(v50/5000)=5log(cz)−1.923(±0.11).(1.5) This analysis shows that the SCM can produce relative distances with a precision of15%,but more objects in the Hubbleflow are required to pin down the actual precision of this technique.1.5The Value of the Hubble Constant9 1.5The Value of the Hubble ConstantThe SCM can be used to solve for the Hubble constant,provided a distance calibrator is available.If the distance D of the calibrator is known,the Hubble constant is given by10V50−A V+6.249log(v50/5000)+1.464H0(V)=1970G29.13(11)77±131973R29.86(08)87±1510SNe IIP,and the corresponding Hubble diagram has a dispersion of0.3mag,which implies that SNe IIP can produce distances with a precision of15%.3)Using two nearby SNe with Cepheid distances Ifind a value of H0=81±10,which compares with the74value derived from Type Ia SNe.4)The least satisfactory aspect of the SCM is the dereddening method based on the SN color curves,which produces different results depending on the color used. Clearly other techniques need to be explored in the future.4)This study confirms that SNe IIP offer a great potential as distance indicators. These conclusions,however,are based on several historical SNe with poor photomet-ric observations and few objects in the quiet Hubbleflow.Clearly a greater sample of SNe with cz>3000km s−1and modern CCD photometry is needed.The recently launched Carnegie Supernova Program at Las Campanas Observatory has already targeted a dozen such SNe and in the next two years it will produce an unprece-dented database of spectroscopy and optical/infrared photometry for a large number of SNe,which will allow us to achieve this goal.5)Although the precision of the SCM is only half as good as that produced by SNe Ia,with the8-m class telescopes currently in operation it should be possible to get spectroscopy of SNe IIP down to V∼23and start populating the Hubble diagram up to z∼0.3.A handful of SNe IIP will allow us to check the distances to SNe Ia.I dedicate this work to my dear friends and collaborators Bob Schommer and Marina Wischnjewsky,for their tireless work which led to an enormous progress of the supernovafield over recent years.Support for this work was provided by NASA through Hubble Fellowship grant HST-HF-01139.01-A awarded by the Space Telescope Science Institute,which is operated by the Association of Universities for Research in Astronomy,Inc.,for NASA,under contract NAS5-26555.ReferencesArnett,D.1996,Supernovae and Nucleosynthesis,(New Jersey:Princeton Univ.Press) Barbon,R.,Ciatti,F.,&Rosino,L.1979,A&A,72,287Baron,E.,et al.2000,ApJ,545,444Baron,E.,Nugent,P.E.,Branch,D.,Hauschildt,P.H.,Turatto,M.&Cappellaro,E.2003,ApJ, submitted(astro-ph/0212071)Blinnikov,S.,Lundqvist,P.,Bartunov,O.,Nomoto,K.,&Iwamoto,K.2000,ApJ,532,1132 Cardelli,J.A.,Clayton,G.C.,&Mathis,J.S.1989,ApJ,345,245Eastman,R.G.,Schmidt,B.P.,&Kirshner,R.1996,ApJ,466,911Ferrarese,L.,et al.2000,ApJ,529,745(F00)Freedman,W.L.,et al.2001,ApJ,553,47Hamuy,M.2001,Ph.D.thesis,Univ.ArizonaHamuy,M.,&Pinto,P.A.2002,ApJ,566,L63(HP02)Hamuy,M.2003a,in Core Collapse of Massive Stars,ed.C.L.Fryer,(Dordrecht:Kluwer),in press (astro-ph/0301006)Hamuy,M.2003b,ApJ,582,905Litvinova,I.Y.,&Nadezhin,D.K.1983,Ap&SS,89,89(LN83)Litvinova,I.Y.,&Nadezhin,D.K.1985,SvAL,11,145(LN85)Phillips,M.M.et al.2003,this volumeSchlegel,D.J.,Finkbeiner,D.P.,&Davis,M.1998,ApJ,500,525Tonry,J.L.,Blakeslee,J.P.,Ajhar,E.A.,&Dressler,A.2000,ApJ,530,625Tonry,J.L.et al.2001,ApJ,546,6811.6Conclusions11 Weiler,K.W.,Panagia,N.,Montes,M.J.,&Sramek,R.A.2002,ARA&A,40,387Woosley,S.E.,Pinto,P.A.,Martin,P.G.,&Weaver,T.A.1987,ApJ,318,664。