汽车车身焊接技术(讲课资料)
- 格式:ppt
- 大小:31.02 MB
- 文档页数:62

车身焊接工艺知识目标:1.熟悉车身修复各焊接设备的使用方法2.掌握车身焊接的各种技术能力目标:1.分析各车身构件采用的焊接方法2.掌握不同的焊接方法第一节:概述在汽车车身维修过程中,焊接占据了非常重要的地位,并且焊接水平对焊接品质以及修复水平的影响极大,加之目前汽车制造工艺的提高和汽车材料的多样性,使车身修复作业对焊接工艺的要求更加苛刻。
本章主要讲述汽车车身修复作业中普遍采用的一些焊接方法以及常用焊接设备的使用要求。
1. 焊接的特点焊接工艺过程比较简单,生产率高。
与铆接相比,焊接可以节省金属材料,从而减轻了结构的质量;与粘结相比,焊接具有较高的强度,焊接接头的承载能力可以达到与母材相当的水平。
焊接生产的劳动条件比铆接好,劳动强度小,噪声低。
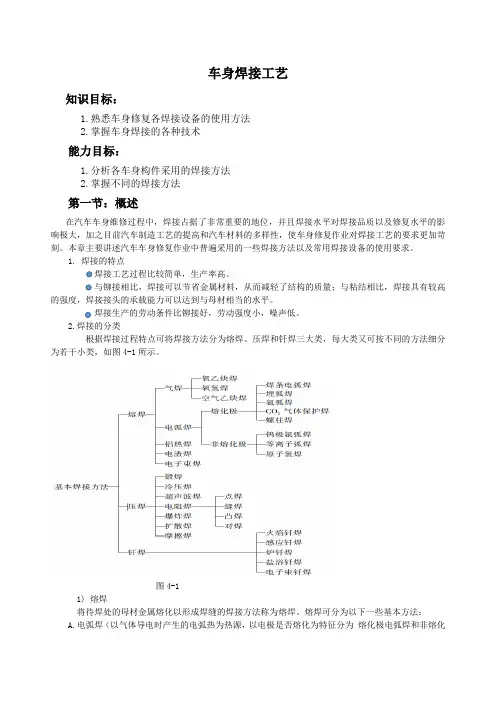
2.焊接的分类根据焊接过程特点可将焊接方法分为熔焊、压焊和钎焊三大类,每大类又可按不同的方法细分为若干小类,如图4-1所示。
图4-11) 熔焊将待焊处的母材金属熔化以形成焊缝的焊接方法称为熔焊。
熔焊可分为以下一些基本方法:A.电弧焊(以气体导电时产生的电弧热为热源,以电极是否熔化为特征分为熔化极电弧焊和非熔化极电弧焊两大类);B.气焊(以乙炔或其他可燃气体在氧中燃烧的火焰为热源);C.激光焊 (以激光束照射到工件表面而产生的热为热源)等若干种。
2) 压焊焊接过程中,必须对待焊金属施加压力(加热或不加热)完成焊接的方法,称为压焊。
按所施加焊接能量的不同,压焊的基本方法可分为:A.电阻焊(包括点焊、缝焊、凸焊、对焊);B.锻焊等。
3)钎焊采用比母材熔点低的金属材料作钎料,将焊件和轩料加热到高于料熔点低于母材熔点的温度,利用液态钎料润湿母材,墳充接头间隙,并与母材互相扩散实现连接焊件的方法,称为钎焊。
按热源的不同可分为A.火焰钎焊;B.感应轩焊(以高频感应电流流过工件产生的电阻热为热源)C.炉钎焊(以电阻炉辐射热为热源)D.盐浴钎焊(以高温盐榕液为热源)等也可按钎料的熔点不同分为硬钎焊(熔点450C以上)和软钎焊(熔点在450°C以下)两类。
焊接方法典型应用实例单点焊悬挂式点焊机车身总成、车身侧围等分总成电点固定式点焊机小型板类零件压床式多点焊机车身底板总成阻焊多点焊C 形多点焊接车门、发动机盖总成悬挂式缝焊机车身顶盖流水槽焊缝焊固定式缝焊机油箱总成凸焊螺母、小支架电弧焊CO2 气体保护焊车身总成亚弧焊车身顶盖后两侧接缝手工电弧焊厚料零部件焊激光焊车身底板车身焊接工艺一、车身装焊工艺的特点汽车车身壳体是一个简单的构造件,它是由百余种、甚至数百种薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。
由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中应用最广泛的联结方式。
表1 列举了车身制造中常用的焊接方法:表 1 车身制造中常用的焊接方法及典型应用实例气焊氧—乙炔焊车身总成补焊钎焊锡钎焊水箱特种微弧等离子焊车身顶盖后角板车身制造中应用最多的是电阻焊,一般占整个焊接工作量的 60%以上,有的车身几乎全部承受电阻焊。
除此之外就是二氧化碳碳气体保护焊,它主要用于车身骨架和车身总成的焊接中。
由于车身零件大都是薄壁板件或薄壁杆件,其刚性很差,所以在装焊过程中必需使用多点定位夹紧的专用装焊夹具,以保证各零件或合件在焊接处的贴合和相互位置,特别是门窗等孔洞的尺寸等。
这也是车身装焊工艺的特点之一。
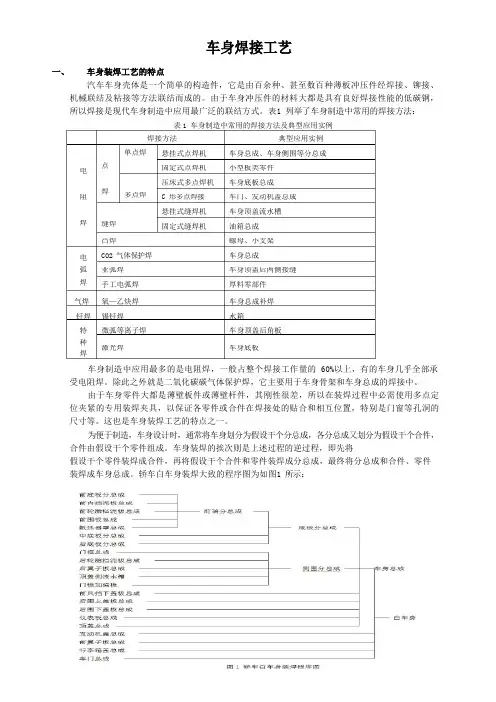
为便于制造,车身设计时,通常将车身划分为假设干个分总成,各分总成又划分为假设干个合件,合件由假设干个零件组成。
车身装焊的挨次则是上述过程的逆过程,即先将假设干个零件装焊成合件,再将假设干个合件和零件装焊成分总成,最终将分总成和合件、零件装焊成车身总成。
轿车白车身装焊大致的程序图为如图1 所示:电阻焊1.电阻焊及其特点将置于两电极之间的工件加压,并在焊接处通以电流,利用电流通过工件本身产的的热量来加热而形成局部熔化,断电冷却时,在压力连续作用下而形成结实接头。
这种工艺过程称为电阻焊。
电阻焊的种类很多,按接头形式可分为搭接电阻焊和对接电阻焊两种。
CATALOGUE目录•汽车焊接基础知识•汽车焊接基本技能•汽车主要部件的焊接工艺•汽车焊接新技术与趋势•汽车焊接常见问题及解决方案•汽车焊接实例分析焊接定义焊接分类焊接的定义和分类车身焊接底盘焊接发动机焊接030201焊接在汽车制造中的应用焊接设备和工具01020304电弧焊设备电阻焊设备钎焊设备其他工具佩戴必要的防护装备,如焊接面罩、手套、工作服、护脚等,以防止焊接过程中产生的飞溅、热辐射等对人体的伤害。
焊接操作姿势与安全防护安全防护措施焊接操作姿势焊接参数选择焊接参数调整焊接参数选择与调整常见焊接缺陷了解常见的焊接缺陷,如气孔、夹渣、未熔合、未焊透等,以及产生的原因和防止措施。
质量控制建立严格的质量控制体系,对每一道工序进行严格的质量检查和控制,以确保最终产品的质量符合要求。
焊接缺陷与质量控制铝合金的焊接钢铝混合车身的焊接高强度钢的焊接车身结构的焊接工艺发动机的焊接底盘的焊接发动机和底盘的焊接工艺油箱和管道的焊接工艺油箱的焊接油箱是汽车的重要安全部件,其焊接工艺需要保证密封性和安全性。
管道的焊接管道是汽车的重要流体传输部件,其焊接工艺需要保证流体传输的稳定性和可靠性。
高效焊接的定义包括气体保护焊、埋弧焊、电阻焊、激光焊等。
高效焊接的种类高效焊接的应用高效焊接技术1 2 3自动化和机器人焊接技术的定义自动化和机器人焊接技术的种类自动化和机器人焊接技术的应用自动化和机器人焊接技术激光焊接技术与应用激光焊接技术的定义01激光焊接技术的优点02激光焊接技术的应用031操作不熟练解决方案操作不当解决方案焊接操作问题及解决方案气孔由于保护气体不纯或保护不良,导致焊缝中出现气孔。
夹渣由于焊接速度过快或焊缝清理不当,导致焊缝中夹渣。
解决方案解决方案电击解决方案弧光辐射解决方案车身焊接底盘焊接发动机焊接典型汽车部件的焊接实例分析涉及对底盘结构件、悬挂、车桥等部件的焊接,要求熟练掌握底盘焊接的规范和操作流程。