《机械制造基础(上册)》-第6章 金属的液态成型
- 格式:ppt
- 大小:1.37 MB
- 文档页数:88
一、合金充型能力及其影响因素液态合金充满铸型型腔,并获得形状完整、轮廓清晰、尺寸准确的铸件的能力。
影响因素:合金的流动性、浇注温度、铸型特点二、合金流动性及其影响因素及灰口铸铁、球墨铸铁、铸钢及铝合金的流动性比较(简答题)合金的流动性是指液态合金自身的流动能力,流动性好的合金充型能力强。
1、合金的种类,不同合金,其浇注温度和凝固温度范围均不相同。
2、合金的成分,不同成分的铸造合金主要是由于其结晶特点的不同而影响其流动性的。
灰口铸铁流动性最好,铝合金居中,铸钢最差。
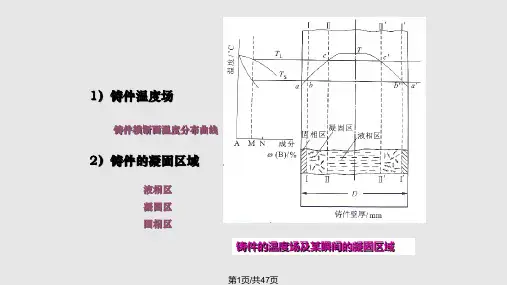
三、合金的收缩、分类及导致的缺陷(填空)液态合金在液态、凝固态和固态过程中所发生的体积和尺寸减小的现象叫做收缩。
液态收缩:金属液温度下降,液面降低,液态金属体积减小。
(与浇注温度有关)凝固收缩:液态金属凝固,体积显著减小。
(与合金结晶的温度范围有关)固态收缩:固态金属继续冷却,体积减小。
一般直接表现为铸件外型尺寸的变小。
液态收缩和凝固收缩形成铸件的缩孔和缩松,固态收缩使铸件产生内应力、变形和裂纹。
四、缩孔与缩松形成原因及其防止浇入铸型的液态合金在凝固过程中,若液态收缩和凝固收缩所缩减的体积得不到补充,在铸件最后凝固的部位会形成空洞,容积大而集中的是缩孔,容积小而分散的是缩松。
1、合理选择铸造合金。
采用接近共晶成分或结晶温度范围窄的合金。
2、合理选用凝固原则。
采用“顺序凝固”或“同时凝固”原则,在铸件最后凝固地方,设置冒口来补缩五、铸造内应力种类、产生原因及预防和消除热应力:由于铸件壁厚不均,各部分的冷却速度不同而导致各部分收缩不一致引起的铸件内部应力。
机械应力:铸件冷却到弹性状态后,由于受到铸型、型芯和浇、冒口等的机械阻碍而产生的铸件内部应力。
一般都是拉应力。
1、采用“同时凝固”原则2、改善铸型、型芯的退让性,合理设置浇、冒口等;3、采用能自由收缩的铸件结构(形状简单,壁厚均匀);4、对铸件进行时效处理,消除内应力。
六、灰口铸铁、球墨铸铁、蠕墨铸铁及可锻铸铁形态、牌号含义,灰铁、球铁性能(球铁以铁代钢),趁热打铁含义1、灰口铸铁的组织特征: 金属基体+ 石墨典型牌号:HT 100 ; HT 150 ; HT 200Φ30mm试棒的最低抗拉强度值( MPa )1)机械性能较差2)耐磨性好3)减震性好4)缺口敏感性小5)铸造性能和切削加工性能好6)其他工艺性差:焊接性差;热处理性能差;不能锻造和冲压。