xxxxxx检具校准规程
- 格式:pdf
- 大小:195.94 KB
- 文档页数:5
文件名称
检具校准规程
版 本
2
页码
1 OF 5
文件编号xxxxxxxxxxxxx
生效日期
2013年8月5日
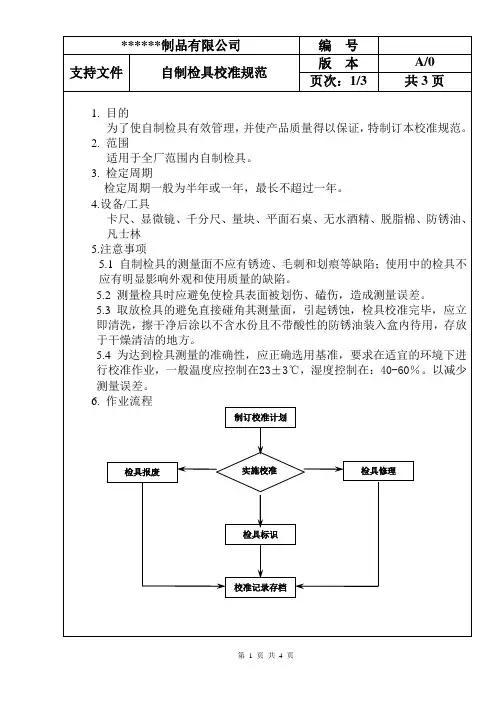
1 范围本规程适用于本公司内在用产品检具的周期校准。
对于产品检具的首次验证,或停
受 控
印 章发文范围;技术质量部 车身厂 涂装厂 总装厂
装备工程部 收 文部 门版本号
修订单号修订日期修订人
批准人修 订 历 史
会签单位
会签人/日期
会签单位
会签人/日期
编制
审核
批准
日期
日期
日期
文件名称检具校准规程版本2页码 2 OF 5
文件编号xxxxxxxxxxxxx生效日期2013年8月5日
用后检具的再启用前验证按照公司《检具管理规定》执行。
而已纳入“不需确认”管理的检具由使用单位自行检查其功能是否正常,一旦失效即可申请报废。
2 概述
把检具分为产品检具和工装检具,利于检具的管理。
工装检具是由车间使用的,用于调整工装或对过程产品进行检验的专用检具。
产品检具则是由质量检验部门使用,对外购外协件或最终产品进行检验的、自制的、专用检验/试验装置。
制作产品检具可以依据图纸,也可以依据样件。
3 校准项目及要求
3.1 外观
3.1.1涂层:所有检具的金属件应电泳或涂以黄漆防锈。
使用中的检具涂层不得有明显损伤、生锈,否则应重新进行表面处理。
3.1.2产品标识:检具应附有铭牌或永久性产品标识,表明检具的型号、或名称、工艺编号等事项。
3.1.3使用中的检具不允许有影响精度的磕碰、划伤、毛刺、变形等其它缺陷。
3.2 各部分相互作用
3.2.1部件功能:检具上的滑动部件、按钮、开关等作用可靠、灵活。
带有显示或指示部件的检具显示功能正常、无卡滞现象。
3.2.2支承性能:检具上各定位孔、定位销插入松紧适度、可靠。
3.3 计量性能
3.3.1符合图纸:检具依据图纸制作的,应符合图纸标注的主要尺寸、性能指标要求。
3.3.2符合样件:检具依据样件制作的,按检具首次验证表确定的技术指标及要求进行校准。
无验证表或未确定技术指标的检具应控制各配合尺寸,当其与样件比对时的贴合间隙、尺寸一般应不大于1mm。
检具上其余尺寸与样件比对后以不影响产品功能为准来控制。
4 校准条件
4.1校准环境
根据检具的精度要求选择适宜的校准环境。
精密检具(其主要形位尺寸公差达到8
文件名称检具校准规程版本2页码 3 OF 5
文件编号xxxxxxxxxxxxx生效日期2013年8月5日
级以上的)应在实验室内校准,这时温度(20±5)℃、无振动、湿度(55-80)%,且被检检具应在实验室内放置2h以上。
普通精度的检具可在使用现场校准,校准时周围无强烈振动、照明适宜。
4.2校准人员
产品检具的周期校准由检具使用部门检验人员负责。
或者由使用部门组织质量技术主管、使用人员、技术质量部相关人员共同校准。
当由使用人员校准时,该使用人员应受到足够的培训。
4.3校准用标准器
精密检具校准时一般应选择三坐标检测或相适应的通用量具,选择原则是使所用标准器的示值误差在被检尺寸公差的1/3~1/10之内。
普通检具校准时一般直接用样件进行比对即可。
校准检具用的样件应按前述文件《检具管理规定》控制。
5 校准方法
5.1 外观
目测
5.2各部分相互作用
手感、目测
5.3计量性能
依据图纸或样件检查。
采用样件检查时,将样件与检具配合后注意观察各处配合间隙,可采用塞尺测量;配合用的定位销钉或其它定位件作用可靠、松紧适宜。
精密检具应依照图纸进行相应的尺寸检测。
6 结果处理
6.1经校准符合图纸或样件的检具作合格处理,粘贴《准用证》;不符合的应粘贴《禁用证》,并由维修部门维修。
6.2校准周期
产品检具校准周期应视具体情况而定。
精密的、新投入使用的检具及易磨损、易变形的检具校准周期一般不超过1年,其它检具校准周期一般不超过2年。
在检具经过了
文件名称检具校准规程版本2页码 4 OF 5
文件编号xxxxxxxxxxxxx生效日期2013年8月5日
2个周期的运行后,计量室可根据检具的使用情况验证周期的合理性作出适当调整。
在使用现场应将样件与检具摆放在一起,使用人员应随时用样件检查,若有疑问及时校准、变更校准周期。
7 校准记录和校准计划
7.1校准计划
由计量室建立产品检具的台帐,并编制月度校准计划下发。
使用部门按校准计划的规定组织校准,填写校准记录。
7.2校准记录
使用部门将填写好的校准记录及时返回计量试验科,计量试验室根据校准结论发放《准用证》或《禁用证》。
8 使用表单
《测量设备校准原始记录表》
测量设备校准原始记录
LZW33051401
版本号:0 首次□ 后续□
设备名称
检具装置名称送检单位
管理号
规格型号 出厂编号 量 程 精 度
编 号 规格型号 分度值 依据文件号
LZW330504被 校 准 设 备
制造厂家
主要校
准装置温 度 ℃
湿度 %RH
序号
检 定/校
准 项 目技 术 要 求
检 定/校 准 结 果
1
外观 2
各部分功能
3
计量性能 4
其它 5
6
结 论
校准:
校核员:
年 月 日。