高低压成套产品检验规定
- 格式:doc
- 大小:14.50 KB
- 文档页数:2
XXXX电气设备有限公司
成套产品检验规定
1. 目的和范围
为确保出厂产品符合质量及特定技术要求,为成品检验提供依据,特制定本规程。本规定适用于公司成套产品的检验。
2. 送检要求:
2.1成品装配所用的元器件要符合规定的质量要求,要严格按照元器件说明书、电气图纸及有关工艺守则进行安装。
2.2产品完工后,生产车间首先经自检、互检合格,再向质控部进行报检。
2.3产品报检必须填写《产品送检单》,并将产品检验卡及施工图纸一并交质检人员。
3. 检验程序
成品检验的依据是国家标准、公司工艺文件、产品质量分等标准、设计单、图纸及其它技术所下发的特殊文件。
3.1过程检验:
3.1.1过程检验是为了保证生产出来的产品完全符合质量要求,避免产品生产后存在不可修复的缺陷而造成废品;
3.1.2 质检部产品检验员为过程检验的主要责任人,检验时间从产品开始装配到产品交检。
3.1.3 为使过程检验做到位,检验员在接到单元合同图纸后,对图纸进行难易分析,对难点做出质量策划,以便更好的指导车间。
3.1.4在过程检验中,如发现有违反工艺要求、国家标准、图纸等相关规定时,要及时指正,并作“单元合同过程检验记录”,同时填写“质量信息反馈单”,让操作人签字确认。
3.1.5 生产车间在接到“质量反馈信息单”后,要在产品交检前,对“质量信息反馈单”所列项整改完毕,检验员在产品交检后对该不合格项进行重点检查。
3.1.6 .公司其它人员(如设计人员、售后人员等)随时随地均可对产品进行巡检,提出异议通知产品检验员进行相应的记录,并及时通知生产车间进行整改,整 改时间同3.1.4要求。
3.1.7 过程检验的范围包括装配车间所有在产品,重点对产品的元器件布局、一二次走线工艺、进出线距离是否能满足用户接线要求等进行巡查,同时也包括装配车间特殊工序:母排加工及一次电缆线加工过程的检查。
3.2 成品检验:
3.2.1生产车间按送检要求交检后,检验员依《高、低压及箱变检验大纲》的要求,对试验报告中的每一项进行严格检验,不得漏项,并填写“成品检验记录表”,“产品出厂试验报告”。
3.2.2对交检的产品,检验员检出线松、螺丝松及标志牌不完整等基本问题,则视为不合格品。
3.2.3不合格品,由检验员在“产品送检单”上盖上不合格的检验章,待整批柜检验完成后,填写“单元合同一次交检合格状况反馈单”,随同返回不合格的 “产品送检单”及“质量信息反馈单”一并交车间主任签字确认,由车间进行整改,整改完成后进行二次报检。
3.2.4对于二次报检再次出现的不合格项,参照3.2.3执行.
3.2.5车间在生产完成后要及时的报检,对于报检不及时的,质控部可以提前介入检查或试验,对于不合格的地方填写“质量信息反馈单”,“质量信息反馈单”中所列不合格项若车间在报检时能自查出的问题并整改完后,则视为报检合格,若车间在报检时对“质量信息反馈单”所列问题没有进行自查的,则可做为质检部判定不合格的依据。
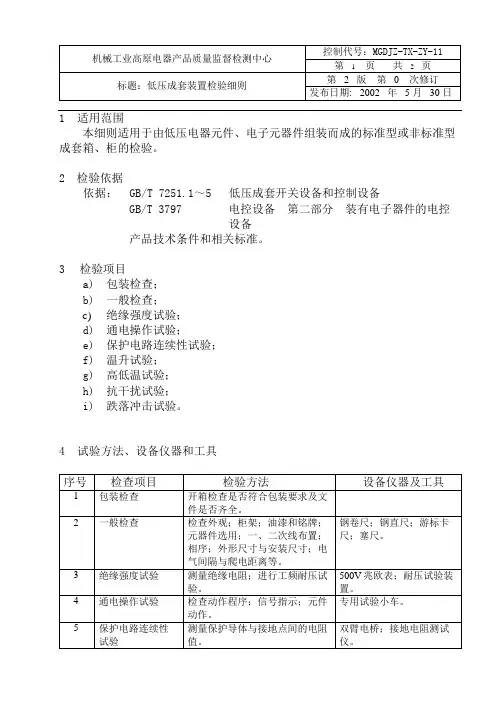
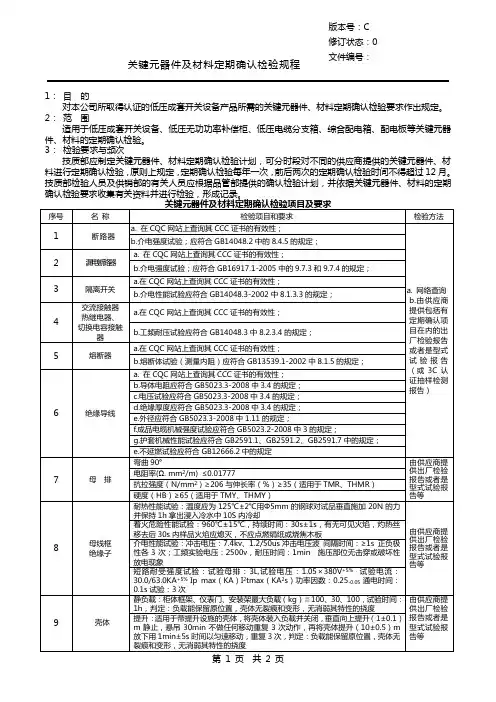
4. 成品检验标准:
4.1高、低压及箱变成套开关设备检验大纲