玻璃生产工艺培训课件
- 格式:pptx
- 大小:5.63 MB
- 文档页数:38
玻璃纤维布Fiberglass fabric
玻璃纤维织物,玻璃纤维织带,玻璃丝布
Glass Fiber Cloth or Fabric and Tape
1、玻璃纤维无捻粗纱织物(玻璃纤维方格布)
玻璃纤维方格布是无捻粗纱平纹织物,是手糊玻璃钢重要基材。方格布的强度主要在织物的经纬方向上,对于要求经向或纬向强度高的场合,也可以织成单向布,它可以在经向或纬向布置较多的无捻粗纱,单经向布,单纬向布。无捻粗纱roving是由平行原丝或平行单丝集束而成的。无捻粗纱按玻璃成分可划分为:E-GLASS无碱玻璃无捻粗纱和C-GLASS中碱玻璃无捻粗纱。生产玻璃粗纱所用玻纤直径从12~23μm。无捻粗纱的号数从150号到9600号(tex)。无捻粗纱可直接用于某些复合材料工艺成型方法中,如缠绕、拉挤工艺,因其张力均匀,也可织成无捻粗纱织物,在某些用途中还将无捻粗纱进一步短切。
对方格布的质量要求如下:①织物均匀,布边平直,布面平整呈席状,无污渍、起毛、折痕、皱纹等;②经、纬密,面积重量,布幅及卷长均符合标准;③卷绕在牢固的纸芯上,卷绕整齐;④迅速、良好的树脂透性;⑤织物制成的层合材料的干、湿态机械强度均应达到要求。
用方格布铺敷成型的复合材料其特点是层间剪切强度低,耐压和疲劳强度差。
2、玻璃纤维毡布
(1)短切原丝毡 将玻璃原丝(有时也用无捻粗纱)切割成50mm长,将其随机但均匀地铺陈在网带上,随后施以乳液粘结剂或撒布上粉末结剂经加热固化后粘结成短切原丝毡。短切毡主要用于手糊、连续制板和对模模压和SMC工艺中。对短切原丝毡的质量要求如下:①沿宽度方向面积质量均匀;②短切原丝在毡面中分布均匀,无大孔眼形成,粘结剂分布均匀;③具有适中的干毡强度;④优良的树脂浸润及浸透性。
(2)连续原丝毡 将拉丝过程中形成的玻璃原丝或从原丝筒中退解出来的连续原丝呈8字形铺敷在连续移动网带上,经粉末粘结剂粘合而成。连续玻纤原丝毡中纤维是连续的,故其对复合材料的增强效果较短切毡好。主要用在拉挤法、RTM法、压力袋法及玻璃毡增强热塑料(GMT)等工艺中。
在环氧树脂玻璃纤维板中,FR-4玻纤板一直保持着自己绝对优势和主导地位,占据着中高端市场的大部分江山,就其主因,则是FR-4综合各种工业性能于一身及具有较高的阻燃性,因而深受市场青睐.
1、FR-4树脂胶液
(1)树脂胶液配方在环氧树脂玻纤板行业中,FR-4玻纤板已生产多年,树脂胶液配方基本上大同小异。
(2)配制方法
1)二甲基甲酰胺和乙二醇甲醚,搅拌混合,配成混合溶剂。
2)加入双氰胺,搅拌溶解。
3)加入环氧树脂,搅拌混合。
4)2一甲基咪唑预先溶于适量的二甲基甲酰胺,然后加到上述物料中,继续充分搅拌。
5)停放(熟化)8h后,取样检测有关的技术要求。
(3)树脂胶液技术要求
1)固体含量65%~70%。
2)凝胶时间(171℃)200~250s。
2、粘结片
(1)制造流程
玻纤布开卷后,经导向辊,进入胶槽。浸胶后通过挤胶辊,控制树脂含量,然后进入烘箱。经过烘箱期间,去除溶剂等挥发物,同时使树脂处于半固化状态。出烘箱后,按尺寸要求进行剪切,并整齐的叠放在储料架上。调节挤胶辊的间隙以控制树脂含量。调节烘箱各温区的温度、风量和车速控制凝胶时间和挥发物含量。
(2)检测方法在粘结片制造过程中,为了确保品质,必须定时地对各项技术要求进行检测。检测方法如下:
1)树脂含量
①粘结片边缘至少25mm处,按宽度方向左、中、右,切取3个试样。试样尺寸为100mm×100mm,对角线与经纬向平行。
②逐张称重(W1),准确至0.001g。
③将试样放在524-593(的马福炉中,灼烧15min以上,或烧至碳化物全部去除。
④将试样移至干燥器中,冷却至室温。
⑤逐张称重(W2),准确至0.001g。
⑥计算:
树脂含量=[(W1-W2)/W1]×100% 2)凝胶时间
①从粘结片中心部位切取约20cm×20cm的试样,揉搓试样,使树脂粉落在金属筛里,然后过筛到一张干净的白纸上。
我国玻璃生产工艺状况的调研报告
班 级: 粉体一班
* 名: ***
学 号: **********
完成时间: 2013、12、24
成 绩:
我国玻璃生产工艺状况的调研报告
钱金龙 粉体一班 1103011032
摘要:“玻璃”一词有两种含义:
一是作为一种材料和制品,二是指物质的一种物理化学状态。
广义的玻璃包括无机物质和有机物两大类,传统的玻璃是指无机玻璃。
国内的一般定义为经熔融冷却为固体时,不结晶的无机物。
关键词:玻璃 浮法 流程图
玻璃: 一种透明的固体物质,在熔融时形成连续网络结构,冷却过程中粘度逐渐增大并硬化而不结晶的硅酸盐类非金属材料。
玻璃的生产工艺包括:配料、熔制、成形、退火等工序。分别介绍如下:
1. 配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。
2. 熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。这是一个很复杂的物理、化学反应过程。玻璃的熔制在熔窑内进行。熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。小的坩埚窑只放一个坩埚,大的可多到20个坩埚。坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产。另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热。玻璃的熔制温度大多在1300~1600゜C。大多数用火焰加热,也有少量用电流加热的,称为电熔窑。现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。
3. 成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。成形方法可分为人工成形和机械成形两大类。
玻璃生产工艺及生产流程
文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208] 玻璃生产工艺及生产流程
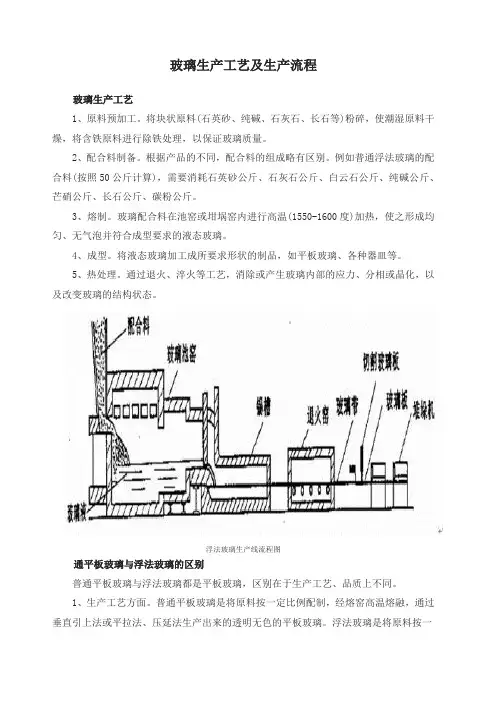
玻璃生产工艺
1、原料预加工。将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量。
2、配合料制备。根据产品的不同,配合料的组成略有区别。例如普通浮法玻璃的配合料(按照50公斤计算),需要消耗石英砂公斤、石灰石公斤、白云石公斤、纯碱公斤、芒硝公斤、长石公斤、碳粉公斤。
3、熔制。玻璃配合料在池窑或坩埚窑内进行高温(1550-1600度)加热,使之形成均匀、无气泡并符合成型要求的液态玻璃。
4、成型。将液态玻璃加工成所要求形状的制品,如平板玻璃、各种器皿等。
5、热处理。通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态。 浮法玻璃生产线流程图
通平板玻璃与浮法玻璃的区别
普通平板玻璃与浮法玻璃都是平板玻璃,区别在于生产工艺、品质上不同。
1、生产工艺方面。普通平板玻璃是将原料按一定比例配制,经熔窑高温熔融,通过垂直引上法或平拉法、压延法生产出来的透明无色的平板玻璃。浮法玻璃是将原料按一定比例配制,经熔窑高温熔融,玻璃液从池窑连续流出并浮在金属液面上,摊成厚度均匀平整、经过抛光的玻璃带,冷却硬化后脱离金属液,再经退火切割而成的透明无色平板玻璃。
2、在品质方面。普通平板玻璃按外观质量分为优等品、一等品、合格品三类;按厚度分为2、3、4、5、6mm等厚度。普通玻璃呈现翠绿色,易碎、透明度不高,雨淋暴晒下易老化变形。浮法玻璃按外观质量分为优等品、一等品、合格品三类;按厚度分为2、3、4、5、6、8、10、12、15、19mm等厚度。浮法玻璃表面平滑无波纹,透视性佳,具有一定韧性。 浮法玻璃的生产工艺
福耀玻璃(14):汽车玻璃生产工艺 (2011-01-05 16:53:04)
转载
标签:
杂谈 分类: 工程机械/家电/混合
注:以下资料均摘自网络,仅供参考。
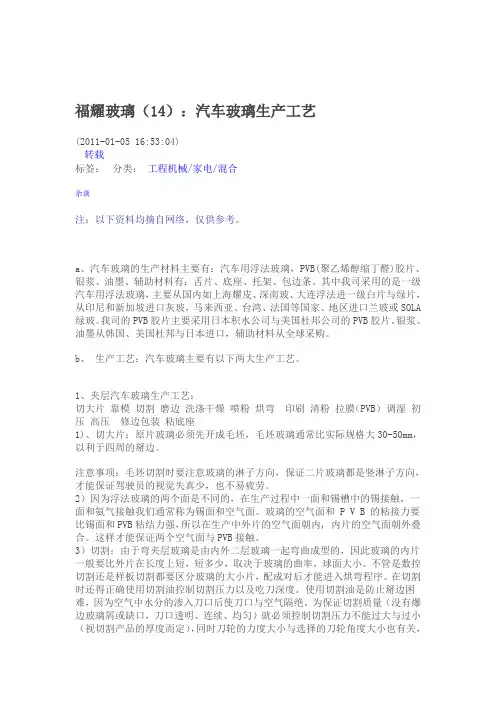
a、汽车玻璃的生产材料主要有:汽车用浮法玻璃,PVB(聚乙烯醇缩丁醛)胶片、银浆、油墨、辅助材料有:舌片、底座、托架、包边条。其中我司采用的是一级汽车用浮法玻璃,主要从国内如上海耀皮、深南玻、大连浮法进一级白片与绿片,从印尼和新加坡进口灰玻,马来西亚、台湾、法国等国家、地区进口兰玻或SOLA绿玻。我司的PVB胶片主要采用日本积水公司与美国杜邦公司的PVB胶片。银浆、油墨从韩国、美国杜邦与日本进口,辅助材料从全球采购。
b、 生产工艺:汽车玻璃主要有以下两大生产工艺。
1、夹层汽车玻璃生产工艺:
切大片 靠模 切割 磨边 洗涤干燥 喷粉 烘弯 印刷 清粉 拉膜(PVB) 调湿 初压 高压 修边包装 粘底座
1)、切大片:原片玻璃必须先开成毛坯,毛坯玻璃通常比实际规格大30-50mm,以利于四周的掰边。
注意事项:毛坯切割时要注意玻璃的淋子方向,保证二片玻璃都是竖淋子方向,才能保证驾驶员的视觉失真少,也不易疲劳。
2)因为浮法玻璃的两个面是不同的,在生产过程中一面和锡槽中的锡接触,一面和氨气接触我们通常称为锡面和空气面。玻璃的空气面和 P V B 的粘接力要比锡面和PVB粘结力强,所以在生产中外片的空气面朝内, 内片的空气面朝外叠合。这样才能保证两个空气面与PVB接触。
3)切割:由于弯夹层玻璃是由内外二层玻璃一起弯曲成型的,因此玻璃的内片一般要比外片在长度上短,短多少,取决于玻璃的曲率,球面大小。不管是数控切割还是样板切割都要区分玻璃的大小片,配成对后才能进入烘弯程序。在切割时还得正确使用切割油控制切割压力以及吃刀深度。使用切割油是防止掰边困难,因为空气中水分的渗入刀口后使刀口与空气隔绝。为保证切割质量(没有爆边玻璃屑或缺口,刀口透明、连续、均匀)就必须控制切割压力不能过大与过小(视切割产品的厚度而定),同时刀轮的力度大小与选择的刀轮角度大小也有关,通常2m/m玻璃用a=136°的刀轮,4m/m的用a=150°。夹层2m/m玻璃的切割压力一般在0.18-0.2MPA之间。吃刀深度太深会使玻璃破碎,太浅会切不开玻璃。
玻璃生产工艺及生产流程
玻璃生产工艺
1、原料预加工。将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量。
2、配合料制备。根据产品的不同,配合料的组成略有区别。例如普通浮法玻璃的配合料(按照50公斤计算),需要消耗石英砂公斤、石灰石公斤、白云石公斤、纯碱公斤、芒硝公斤、长石公斤、碳粉公斤。
3、熔制。玻璃配合料在池窑或坩埚窑内进行高温(1550-1600度)加热,使之形成均匀、无气泡并符合成型要求的液态玻璃。
4、成型。将液态玻璃加工成所要求形状的制品,如平板玻璃、各种器皿等。
5、热处理。通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态。
浮法玻璃生产线流程图
通平板玻璃与浮法玻璃的区别
普通平板玻璃与浮法玻璃都是平板玻璃,区别在于生产工艺、品质上不同。
1、生产工艺方面。普通平板玻璃是将原料按一定比例配制,经熔窑高温熔融,通过垂直引上法或平拉法、压延法生产出来的透明无色的平板玻璃。浮法玻璃是将原料按一定比例配制,经熔窑高温熔融,玻璃液从池窑连续流出并浮在金属液面上,摊成厚度均匀平整、经过抛光的玻璃带,冷却硬化后脱离金属液,再经退火切割而成的透明无色平板玻璃。
2、在品质方面。普通平板玻璃按外观质量分为优等品、一等品、合格品三类;按厚度分为2、3、4、5、6mm等厚度。普通玻璃呈现翠绿色,易碎、透明度不高,雨淋暴晒下易老化变形。浮法玻璃按外观质量分为优等品、一等品、合格品三类;按厚度分为2、3、4、5、6、8、10、12、15、19mm等厚度。浮法玻璃表面平滑无波纹,透视性佳,具有一定韧性。
浮法玻璃的生产工艺
下面以国内普通的日熔化量600吨的生产线为例,介绍浮法玻璃的制造流程。
整个生产线长度约有500米,每天可生产550到600吨的玻璃,也就是相当于3米宽、3毫米厚、长度约25公里的玻璃带。一旦开始生产,便是每天24小时不间断,直到大约8-10年之后才会停炉维修。浮法玻璃是在锡槽中制造。浮法生产是当今平板玻璃主要的生产方式,其流程可分为以下五个阶段:
福耀玻璃(14):汽车玻璃生产工艺 (2011-01-05 16:53:04)
转载
标签:
杂谈 分类: 工程机械/家电/混合
注:以下资料均摘自网络,仅供参考。
a、汽车玻璃的生产材料主要有:汽车用浮法玻璃,PVB(聚乙烯醇缩丁醛)胶片、银浆、油墨、辅助材料有:舌片、底座、托架、包边条。其中我司采用的是一级汽车用浮法玻璃,主要从国内如上海耀皮、深南玻、大连浮法进一级白片与绿片,从印尼和新加坡进口灰玻,马来西亚、台湾、法国等国家、地区进口兰玻或SOLA绿玻。我司的PVB胶片主要采用日本积水公司与美国杜邦公司的PVB胶片。银浆、油墨从韩国、美国杜邦与日本进口,辅助材料从全球采购。
b、 生产工艺:汽车玻璃主要有以下两大生产工艺。
1、夹层汽车玻璃生产工艺:
切大片 靠模 切割 磨边 洗涤干燥 喷粉 烘弯 印刷 清粉 拉膜(PVB) 调湿 初压 高压 修边包装 粘底座
1)、切大片:原片玻璃必须先开成毛坯,毛坯玻璃通常比实际规格大30-50mm,以利于四周的掰边。
注意事项:毛坯切割时要注意玻璃的淋子方向,保证二片玻璃都是竖淋子方向,才能保证驾驶员的视觉失真少,也不易疲劳。
2)因为浮法玻璃的两个面是不同的,在生产过程中一面和锡槽中的锡接触,一面和氨气接触我们通常称为锡面和空气面。玻璃的空气面和 P V B 的粘接力要比锡面和PVB粘结力强,所以在生产中外片的空气面朝内, 内片的空气面朝外叠合。这样才能保证两个空气面与PVB接触。
3)切割:由于弯夹层玻璃是由内外二层玻璃一起弯曲成型的,因此玻璃的内片一般要比外片在长度上短,短多少,取决于玻璃的曲率,球面大小。不管是数控切割还是样板切割都要区分玻璃的大小片,配成对后才能进入烘弯程序。在切割时还得正确使用切割油控制切割压力以及吃刀深度。使用切割油是防止掰边困难,因为空气中水分的渗入刀口后使刀口与空气隔绝。为保证切割质量(没有爆边玻璃屑或缺口,刀口透明、连续、均匀)就必须控制切割压力不能过大与过小(视切割产品的厚度而定),同时刀轮的力度大小与选择的刀轮角度大小也有关,通常2m/m玻璃用a=136°的刀轮,4m/m的用a=150°。夹层2m/m玻璃的切割压力一般在0.18-0.2MPA之间。吃刀深度太深会使玻璃破碎,太浅会切不开玻璃。
1.3玻璃的生产工艺及生产流程
1.3.1玻璃的生产工艺
1、原料预加工。将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量。
2、配合料制备。根据产品的不同,配合料的组成略有区别。例如普通浮法玻璃的配合料(按照1重量箱即50公斤计算),需要消耗石英砂33.55公斤、石灰石2.96公斤、白云石8.57公斤、纯碱11.39公斤、芒硝0.55公斤、长石3.45公斤、碳粉0.03公斤等。
3、熔制。玻璃配合料在池窑或坩埚窑内进行高温(1550-1600度)加热,使之形成均匀、无气泡并符合成型要求的液态玻璃。
4、成型。将液态玻璃加工成所要求形状的制品,如平板玻璃、各种器皿等。
5、热处理。通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态。
1.3.3浮法玻璃的生产工艺
以国内普通的日熔化量600吨的生产线为例,介绍浮法玻璃的制造流程。
浮法玻璃是在锡槽中制造。整个生产线长度约有500米,每天可生产550到600吨的玻璃,相当于3米宽、3毫米厚、长度约25公里的玻璃带。一旦开始生产,便是每天24小时不间断,直到大约8-10年之后才会停炉维修。浮法生产是当今平板玻璃主要的生产方式,其流程可分为以下五个阶段:
1、原料的混成。浮法玻璃的主要原料成份有:73%的二氧化硅、13%的碳酸钠、9%的氧化钙及4%的镁等。这些原料依照比例混合,再加入回收的碎玻璃小颗粒。
2、原料的熔融。将调配好的原料经过一个混合仓后再进入一个有5个仓室的窑炉中加热,约1550摄氏度时成为玻璃熔液。
3、玻璃成型。玻璃熔液流入锡槽且浮在熔化的金属锡液之上,此时温度约1000摄氏度。在锡液上的玻璃熔液形成宽3.66米、厚度介于3mm至19mm的玻璃带。因为玻璃与锡有极不相同的粘稠性,所以浮在上方的玻璃熔液与下方的锡液不会混合在一起,并且形成非常平整的接触面。
①干法
产品以固体形式出现,主要方法是使用纯碱和石英砂为原料或以元明粉和碳粉加石英砂作原料(由于采用Na2SO4会产生大量的SO2,对环境产生极大的污染,目前已被淘汰,但是在我国个别地区执法不严的地方,仍有厂家生产,生产原理如下),经过称量、混料后进入窑炉在1300~1500℃高温进行熔化,然后成型,形成固体产品。可以作为成品进入市场。最终使用是液体产品,固体产品加水溶解后,形成液体产品。
目前采用的化料方法 有:常压蒸煮法、高压溶解法。常压蒸煮法是指将固体产品放入常压容器中,加水热水蒸煮,由于压力较低,溶解量较少,液体浓度低,作为产品使用,必须进行浓缩。高压溶解法是指将物料和水按一定比例加入容器中,通入较高压力的蒸汽,经过一定的时间,达到相应的浓度,通过较高压力,可以放入产品贮罐中,经过沉淀,得到清液作为产品使用。
②湿法
液相法,采用石英砂和液体烧碱在反应釜内通过高温高压的蒸汽,由于设备承压能力不同,分为两种生产工艺,一种为石英砂和低浓度的烧碱,采用大约0.5MPa的压力下反应,生成低于40°Be’的液体产品,由于反应不完全,产生剩余大量的石英砂,需要重复使用,此种生产工艺效率低,耗能大,在配料时需要加入少量的水,产生较多的废渣,只能生产2.5模数以下的产品。
在国外部分生产厂家,采用颗粒极为均匀的细石英砂(严格说不能称之为石英砂,白土,资源量极少,能够生产超过模数2.5以上的产品,据说能达至3.4左右,大陆地区没有此资源,在日本、台湾有极少量)。
另一种是采用较高浓度的烧碱和石英砂作为原料,压力超过1.0MPa,在反应釜内经过较长时间的反应,生成可以达到60°Be’的产品,经过过滤后,成为清澈的液体产品。此种方法优点是产品耗能低,能够生产高浓度的产品。特别是适用于下游偏硅酸钠产品的生产。产品主要采用48% 的烧碱,生成模数1.4~1.6的产品,易于过滤,不需要加助滤剂,生产成本低。
福耀玻璃(14):汽车玻璃生产工艺 (2011-01-05 16:53:04)
转载
标签:
杂谈 分类: 工程机械/家电/混合
注:以下资料均摘自网络,仅供参考。
a、汽车玻璃的生产材料主要有:汽车用浮法玻璃,PVB(聚乙烯醇缩丁醛)胶片、银浆、油墨、辅助材料有:舌片、底座、托架、包边条。其中我司采用的是一级汽车用浮法玻璃,主要从国内如上海耀皮、深南玻、大连浮法进一级白片与绿片,从印尼和新加坡进口灰玻,马来西亚、台湾、法国等国家、地区进口兰玻或SOLA绿玻。我司的PVB胶片主要采用日本积水公司与美国杜邦公司的PVB胶片。银浆、油墨从韩国、美国杜邦与日本进口,辅助材料从全球采购。
b、 生产工艺:汽车玻璃主要有以下两大生产工艺。
1、夹层汽车玻璃生产工艺:
切大片 靠模 切割 磨边 洗涤干燥 喷粉 烘弯 印刷 清粉 拉膜(PVB) 调湿 初压 高压 修边包装 粘底座
1)、切大片:原片玻璃必须先开成毛坯,毛坯玻璃通常比实际规格大30-50mm,以利于四周的掰边。
注意事项:毛坯切割时要注意玻璃的淋子方向,保证二片玻璃都是竖淋子方向,才能保证驾驶员的视觉失真少,也不易疲劳。
2)因为浮法玻璃的两个面是不同的,在生产过程中一面和锡槽中的锡接触,一面和氨气接触我们通常称为锡面和空气面。玻璃的空气面和 P V B 的粘接力要比锡面和PVB粘结力强,所以在生产中外片的空气面朝内, 内片的空气面朝外叠合。这样才能保证两个空气面与PVB接触。
3)切割:由于弯夹层玻璃是由内外二层玻璃一起弯曲成型的,因此玻璃的内片一般要比外片在长度上短,短多少,取决于玻璃的曲率,球面大小。不管是数控切割还是样板切割都要区分玻璃的大小片,配成对后才能进入烘弯程序。在切割时还得正确使用切割油控制切割压力以及吃刀深度。使用切割油是防止掰边困难,因为空气中水分的渗入刀口后使刀口与空气隔绝。为保证切割质量(没有爆边玻璃屑或缺口,刀口透明、连续、均匀)就必须控制切割压力不能过大与过小(视切割产品的厚度而定),同时刀轮的力度大小与选择的刀轮角度大小也有关,通常2m/m玻璃用a=136°的刀轮,4m/m的用a=150°。夹层2m/m玻璃的切割压力一般在0.18-0.2MPA之间。吃刀深度太深会使玻璃破碎,太浅会切不开玻璃。
1.玻璃知识培训(综合部分)
第⼀章、浮法玻璃
⼀、浮法玻璃(Float glass)的⽣产
⽬前平板玻璃的成型⼯艺主要有浮法、垂直引上法、压延法等,采⽤各种成型⽅法⽣产出来的玻璃统称为平板玻璃,资料表明我国⽣产的平板玻璃中浮法玻璃占据⽐率为83%以上,其中优质浮法玻璃约为10%,浮法玻璃已成为平板玻璃中最主要的部分。
浮法玻璃成型⼯艺在1959年由英国⽪尔⾦顿爵⼠发明,因玻璃在⾦属锡液上漂浮(Float)成型⽽得名。该⼯艺为⽬前国际上最先进的平板玻璃成型⼯艺,采⽤浮法⼯艺⽣产的玻璃具有平整度好、光学变形⼩、杂质缺陷少、板宽可控、⽣产周期长、⽣产率⾼等特点。1.浮法玻璃的⽣产流程
浮法玻璃和普通平板玻璃⼀样,都是Na-Ca-Si系玻璃,化学成分主要为SiO2 (71.5—72.5%)、CaO(8.0—9.0%)、Na2O等1)浮法玻璃原材料包括⽣料与熟料。⽣料:硅砂、长⽯、⽯灰⽯、⽩云⽯、纯碱、澄清剂(芒硝)、还原剂(碳粉)、着⾊剂等;熟料:碎玻璃。绿⾊、蓝⾊等着⾊玻璃颜⾊主要因为在玻璃原材料中加⼊着⾊剂⽽形成,着⾊剂⼀般为铁粉(绿⾊)、钴粉、氧化铜、氧化铬等。2)浮法玻璃的⽣产:将配料完毕的原材料在熔窑中熔化为玻璃液后,玻璃液流⼊锡槽中并在⾃⾝重⼒和表⾯张⼒的作⽤下,摊开成为向前缓慢移动的双⾯平整和平⾏的连续玻璃带,降到⼀定温度后,在拉边机的作⽤下形成⼀定的板宽和厚度,该玻璃带经拉引辊进⼊退⽕窑进⾏退⽕,退⽕完毕后便成了浮法玻璃。2.我司浮法玻璃的⽣产优势
1.设备情况:
我司现共有六条浮法玻璃⽣产线投⼊⽣产(深圳两条,⼴州两条,成都2条),设备分别从法国、德国、⽐利时、芬兰和美国引进,⽣产厚度为0.55-22mm 优质浮法玻璃,年总产量约100万吨,其中0.55-1.1mm超薄浮法玻璃填补了国
内空⽩,使我国跻⾝于当今世界能够⽣产超薄浮法玻璃为数不多的⼏个国家之列。1)⾼度⾃动化的⽣产过程控制
采⽤德国西门⼦提供的DCS控制系统,将三⼤热⼯设备的⽣产过程连成整体。各种优化软件,对各⼯序过程进⾏严格控制,保证了玻璃的质量和产量。2)世界⼀流的三⼤热⼯设备
玻璃的基础知识及生产工艺
一、玻璃的定义及特性
玻璃是一种无定形的非晶态固体,主要由硅酸盐和其他氧化物组成。它具有透明、坚硬、耐热、耐酸碱、绝缘等特性,因此在建筑、家居、包装、光学等领域有着广泛的应用。
玻璃的基本成分是硅酸盐,由二氧化硅(SiO2)和其他金属氧化物组成。不同金属氧化物的添加可以改变玻璃的性质,如钠氧化物可以使玻璃变得容易熔化,铝氧化物可以增加玻璃的硬度和强度。
玻璃的特点主要有以下几点:
1. 透明性:玻璃具有良好的透光性,透明度高,可以让光线透过。
2. 硬度:玻璃的硬度较高,抗磨损性好,不易被刮花。
3. 耐热性:玻璃可以承受较高的温度,一般情况下不易熔化。
4. 耐酸碱性:玻璃对酸、碱的腐蚀性较小,具有较好的化学稳定性。
5. 绝缘性:玻璃是一种优良的绝缘材料,可以阻止电流的传导。
二、玻璃的生产工艺
玻璃的生产主要分为以下几个步骤:
1. 原料准备
玻璃的主要原料是二氧化硅(石英砂)、碱金属氧化物和硼酸等。这些原料首先经过粉碎、混合和研磨等工艺处理,以保证其均匀性和纯度。
2. 熔化
原料经过严格的配比后,放入坩埚或玻璃窑中进行熔化。熔化温度一般在1000℃到1500℃之间,不同类型的玻璃熔化温度也有所不同。
3. 成型
在玻璃熔化状态下,可以采用吹塑、浮法、压延等不同的成型方式。吹塑是将玻璃吹成空心或实心物体,浮法是将玻璃带过浮在熔融的铅锡合金表面以获得平整的玻璃板,压延是将玻璃熔体挤压成平板或其他形状。 4. 退火
成型后的玻璃需要进行退火处理,以减小内部应力,提高其强度和耐热性。退火温度一般在500℃到700℃之间,退火时间因玻璃厚度和尺寸而有所不同。
5. 表面处理
经过退火后的玻璃表面可能存在微小的瑕疵,需要进行表面处理。常见的表面处理方法有研磨、抛光等。
6. 检测和包装
生产过程中,还需要对玻璃进行质量检测,以确保其符合要求。检测项目主要包括外观、尺寸、弯曲度、平整度、透光性等指标。合格的玻璃经过检测后,可以进行包装和存储,待用于各类应用。
第一章 绪论
1.1钢化玻璃的概述
所谓钢化玻璃就是平板玻璃经过加热——淬冷或其他方法处理后在
其表面形成压应力层,以提高玻璃的机械强度和耐热冲击强度,且当其
破损时,形成颗粒状碎片以减少致命危险的一种安全玻璃。
钢化玻璃其实是一种预应力玻璃,为提高玻璃的强度,通常使用化
学或物理的方法,在玻璃表面形成压应力,玻璃承受外力时首先抵消表
层应力,从而提高了承载能力,增强玻璃自身的抗风压性、寒暑性、冲
击性等。对于钢化玻璃,它还有很多的有点:(1)钢化玻璃强度高。
其抗压强度可达125MPa以上,比普通玻璃大4-5倍。(2)抗冲击强度
也很高。0.8Kg的钢球从1.2m米刚度落下,玻璃可保持完好。(3)钢
化玻璃的弹性比普通玻璃大得多,一块1200mm×350mm×6mm的钢
化玻璃,受力后可发生达100mm的弯曲挠度,当外力撤除后,仍能回
复原状,而普通玻璃弯曲变形只能有几毫米。(4)热稳定性好。在手
急冷急热时,不易发生炸裂是钢化玻璃的又一特点。这是由于钢化玻璃
的压应力可抵消一部分因急冷急热产生的拉应力之故。钢化玻璃耐热冲
击,最大安全工作温度为288℃,能承受204℃的温度变化。(5)安全
性提高。钢化玻璃受强力破碎后,迅速呈现微小钝角颗粒,从而最大限
度低保证人身安全。
然而钢化玻璃也有缺点:(1)钢化后的玻璃不能再进行切削和加
工,只能在钢化前就对玻璃进行加工至需要的形状,在进行钢化处理。
(2)钢化玻璃强度虽然比普通玻璃强,但是钢化玻璃在温度变化大时
有自爆(自己破裂)的可能性,而普通玻璃不存在自爆的可能性。
(3)钢化玻璃的表面会存在凹凸不平的现象,有轻微的厚度变薄,变
薄的原因是因为玻璃在热熔软化后,在经过强风力使其快速冷却,使其
玻璃内部晶体间隙变小,压力变大,所以玻璃在钢化后比在钢化前要
薄。一般情况下,4-6mm的玻璃经钢化后变薄0.2-0.8mm,8-20mm的
玻璃经钢化后变薄0.9-1.8mm。具体程度要根据设备来决定,这也是钢化玻璃不能做镜面的原因。
玻璃的加工工艺培训课程
一、介绍
玻璃是一种常见的材料,广泛应用于建筑、家居、汽车等行业。为了提高玻璃加工工艺的技术水平,本培训课程将介绍玻璃的基本特性,以及常见的玻璃加工工艺和技术。通过本课程的学习,您将能够掌握玻璃的基本加工方法,提高玻璃的加工效率和质量。
二、课程目标
本课程的目标是培养学员的玻璃加工技术能力,包括但不限于以下几个方面:
- 了解玻璃的基本特性和分类; - 学习玻璃的常见加工工艺和工具; - 掌握玻璃的切割、打孔、磨边等技术; - 提高玻璃加工的效率和质量。
三、课程内容
1. 玻璃的基本特性和分类
• 玻璃的组成和原理
• 玻璃的透明性和机械性能
• 玻璃的分类和用途
2. 玻璃加工工艺和工具
• 玻璃的切割工艺和工具
• 玻璃的打孔工艺和工具
• 玻璃的磨边工艺和工具
3. 玻璃的切割技术
• 传统刀具的使用方法
• 电动切割机的使用技巧
• 光纤激光切割技术的应用
4. 玻璃的打孔技术
• 手持式玻璃钻的使用方法
• 自动玻璃钻的操作步骤
• 液压玻璃钻的特点和应用
5. 玻璃的磨边技术
• 手工磨边的基本步骤
• 玻璃磨边机的使用方法 • 自动磨边机的调试和维护
四、培训方式
本课程采用线下培训的方式进行,为期3天。培训期间,将有专业的玻璃加工工艺师执教,为学员进行理论和实践操作的培训。
五、培训流程
第一天
• 上午:玻璃的基本特性和分类的讲解
• 下午:玻璃加工工艺和工具的介绍
第二天
• 上午:玻璃的切割技术的讲解和实操
• 下午:玻璃的打孔技术的讲解和实操
第三天
• 上午:玻璃的磨边技术的讲解和实操
• 下午:综合实操和技能评估
六、培训收益
通过本培训课程的学习,学员将会获得以下几个收益:
1. 掌握玻璃加工的基本知识和技能;
2. 提高玻璃加工的效率和质量;
3. 增加在玻璃加工行业的竞争力;
4. 获得由国家颁发的玻璃加工技术证书。
结语
玻璃加工工艺培训课程将为学员提供系统的玻璃加工知识和实践技能的培训。欢迎有意向的学员报名参加。如果您有任何疑问或需要更多信息,请随时联系我们。
(完整word)玻璃加工基本知识培训资料
- 1 - 玻璃材料
玻璃是以石英砂、纯碱、长石和石灰石等为主要原料,经熔融、成型、冷却固化而成的非结晶无机材料.它具有一般材料难于具备的透明性,具有优良的机械力学性能和热工性质。
①玻璃的主要成份有:SiO2、Al2O3、Fe2O3、CaO、MgO、NaO、SO3
SiO2:构成玻璃的基础,含量最高,占72.33%,组成玻璃的骨架.
Al2O3:能降低析晶倾向,提高化学稳定性,增加玻璃的强度;占2。15%。
Fe2O3:危害性大,能使玻璃强烈着色,降低玻璃透明度,增加液上、液下的温差,对退火、降温产生不良影响;占0.2%。
CaO:提高化学稳定性及机械强度;占6。42%。
MgO:与CaO相似,但可克服CaO易析晶之缺点;占4.15%。
Na2O:主要是纯碱芸硝分解的产物,它的熔点低、粘度小,可以增加玻璃液流动性,是良好的助熔剂,大大减小玻璃的析晶倾向;占14.46%.
SO3:降低溶化温度,但它是活泼物质,容易使玻璃发霉;占0.29%.
②玻璃中各成份对钢化的用途:
CaO: 含量高,易引起炸炉,出炉到风扇一吹就炸。
Fe2O3:含氧化铁10mm以下易钢化,因为它吸热,在同类玻璃中比别的玻璃要快,加热时间短,而15mm~19mm厚的玻璃因玻璃表面与内部温差大,易引起炸炉。
常用建筑玻璃
1、 透明浮法玻璃(Clear Float Glass):玻璃融液经控制闸门进入锡槽,由于地心引力及本身表面张力作用浮于熔融锡表面上后,再进入冷槽,使玻璃两面平滑均匀(分空气面与锡面),玻纹消失而制成。
2、 著色浮法玻璃(Tinted Float Glass):以调拌适量色料配方之玻璃膏,经控制闸门进入锡槽,由于地心引力及本身表面张力作用熔融锡表面上后,再进入徐冷槽,使玻璃两面平滑均匀,波纹消失而制成。包括古铜色、蓝色(海蓝/浅蓝)、灰色(深灰/浅灰)、茶色、绿色等.
玻璃生产工艺
一、玻璃生产工艺概述
玻璃是一种具有均匀透明、硬度高、耐热、抗腐蚀等特点的无机非晶体,是一种非常重要的建筑材料。玻璃生产工艺包括原料的准备、熔化、成型、退火、表面处理等环节。本文将就玻璃生产工艺做一详细介绍。
二、原料的准备
玻璃生产的原料主要包括硅酸盐、碳酸盐、氧化物等。硅酸盐是玻璃主要的原料,来自于石英、长石、石灰石等,这些矿石经过破碎、磨削得到颗粒度达到2-3毫米的粗砂。碳酸盐来自于天然石灰石或白垩石,经过破碎、磨削制成细砂。氧化物有氧化铝、氧化镁等,用于调节玻璃的化学性质。
三、熔化
熔化是玻璃生产中非常重要的一个步骤。将原料混合、计量后放入熔窑中加热到约1500℃熔化后即可。最常见的熔化设备是玻璃电炉,它使用电纹丝来加热、熔化玻璃原料,直至其变为液态玻璃,熔窑中需要不断搅拌,以保持温度均匀。熔窑的炉底采取上升式,将最后的渣滓清除,取出液态玻璃准备进入下一步骤。
四、成型
成型是指将液态玻璃转化成所需形状和尺寸的过程,在熔融状态下,玻璃比较粘稠,需要通过特殊的成型机制实现成型。最常见的成型操作是浮法成型法,通过在熔融的铁涟中注入液态玻璃,让玻璃在此铁液表面形成一个长度无限的平面玻璃带,经过一定的冷却和拉伸后,玻璃带变成均匀厚度的玻璃板。在成型过程中会出现气泡和氧化物等杂质,需要通过特殊工艺去除。
五、退火
退火是指将玻璃高温加热、冷却的过程,使玻璃内部和表面的应力分布均匀,不发生破裂。玻璃退火必须是缓慢而持续的,通常是采用渐进式升温和降温,一般是先加热到500℃左右,然后缓慢降温至常温。此类工序因需要占用大量的时间,玻璃冷却速度过快则会导致玻璃的质量下降,强度和抗热性变得更弱。
六、表面处理
表面处理是使玻璃成品外观更加优美、透明的重要环节。主要分为机械加工和化学处理。机械加工主要包括打磨、研磨、切割等,通过特殊的钢化工艺、贴膜等使成品变成高强度、安全的特种板材,大大提高其安全性。化学处理则是利用玻璃表面和特定化学材料的作用,使之具有更好的强度、光洁度。常用的化学处理有酸蚀法、蒸发法、离子交换等,这些方法能够使玻璃表面形成氟层、硅膜或者金属膜,能够使玻璃表面更加均匀、亮丽。