三坐标测量机校准规范
- 格式:ppt
- 大小:4.30 MB
- 文档页数:24

三坐标测量机使用规范
1、 三坐标测量机的操作者必须经西安力德测量设备有限公司培训或受过相关培训的专业人员,严禁其它人员操作。
2、 操作人员必须仔细阅读三坐标测量机《维护使用说明书》,严格执行其中的各项规定,并保证三坐标测量机工作环境达到要求。
3、 注意测量机各轴导轨的保护,不要在机器导轨上放置任何物品,不要让其它物质从导轨上方机器运动空间经过。不要手扶导轨面,防止汗液沾到导轨,每天在使用机器之前应清洁裸露的导轨面,方法是用脱脂棉蘸取适量酒精(无水乙醇)或汽油(120#或者180#),从里向外沿一个方向擦拭导轨,切勿来回擦拭。
4、 不要让任何物体碰到光栅尺,不要让其它物质沾到光栅尺上,更不要用手去摸光栅尺,禁止用任何有机溶剂(例如酒精和汽油)擦拭光栅尺。如果光栅尺上有灰尘,可用干净的干脱脂棉沿垂直光栅尺的一个方向轻轻擦拭,禁止在光栅尺上来回擦拭。
5、 禁止用任何有机溶剂擦拭机器的护罩表面。
6、 应定期检查X、Y轴光杠上的凡士林,如脏,用汽油清洗,然后再均匀抹上凡士林。
7、 可用脱指棉或白布蘸取适量酒精或汽油擦拭标准球上的污迹,禁止用手触摸标准球面;长时间不用的标准球可用凡士林封存(再次使用时擦拭干净即可)。
8、 对于MCP测头,在进行角度旋转时,应该一手扶住测头,一手松开锁紧手柄,避免测头掉落摔坏。如果使用自动双旋测头座,注意在测头变换方向时,一定要让测头处一个安全位置,保证在旋转过程中测头不会碰撞。
9、 禁止对机器的任何结构自行调整。
10、 开机前要检查气压是否正常。定期检查空气过滤器,必要时进行手动排水或清洗过滤器,最好在过滤器前再加一级过滤。如发现导轨有水印或油印,应立即更换滤芯。
11、 在使用中,当各轴移动到极限位置或测头接近工件时应降低速度,避免高速碰撞。对于手动机器,移动各轴时,应手扶Z轴下端,打开各轴锁紧开关,使其运动。当移动机器的手离开机器时应关闭各轴锁紧开关,以免机器意外移动发生碰撞。不要在关闭锁紧开关的情况下试图不使用微调装置而强行移动各轴。对于数控机型,当设备在较长时间内不需要工作时,应按下急停开关,以免意外情况发生。
![三坐标测量机操作规范标准[详]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/765c346ba58da0116d174921.webp)
xxxxx有限公司
Shanghai Wedge Investment Casting xxxxx
版本号:
A 修订日期:
2018-06-28 替代文件:
首次发布 上级文件
xxxxxx
编制:xxxx 审核: 批准: 标准化发布:
本标准文件为上海万泽精密铸造有限公司所有,内部使用,拥有著作权及法律规定的任何权益。未经授权,任何个人或组织均不得以任何方式发行、披露或使用,否则其行为将受到法律许可范围内的起诉。
1 / 1
三坐标测量仪操作规
1 围
本操作规规定了三坐标测量的准备、测量机的操作步骤、注意事项及维护保养的要求。
本操作规适用于公司三坐标测量机的操作。
2 规性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改)适用于本文件。
GB/T 16857.1:2002 产品几何量技术规(GPS) 词汇
3 术语和定义
3.1 三坐标测量机
通过运转探测系统测量工件表面空间坐标的测量系统。
(源自GB/T 16857.1:2002,2.1)
3.2 EHS
EHS是环境 Environment、健康Health、安全Safety的缩写。
4 职责
4.1 三坐标技术员
负责测量程序的编辑,操作员的测量培训, 仪器的使用与维护保养,备品备件的申请、选型。
4.2 操作员
负责测量程序的编辑,仪器的使用与维护保养,备品备件工装的申请、选型。
4.3 计量员
负责仪器的周期校准工作。
5 过程描述
5.1 测量前准备
5.1.1 开机前应用蘸有无水乙醇的无尘布擦拭机器导轨,导轨擦拭禁用任何性质的油脂。 . . . .
. . . . . 5.1.2 开机前检查是否有阻碍机器运行的障碍物。
Shanghai Eurotone Precision Instruments Co., Ltd上海欧潼精密设备有限公司
Page 1 of 27 第一节 概述
三坐标测量机的产生
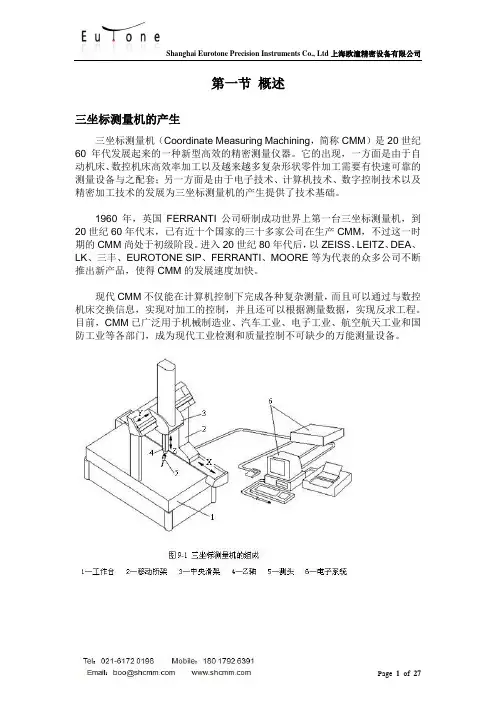
三坐标测量机(Coordinate Measuring Machining,简称CMM)是20世纪60年代发展起来的一种新型高效的精密测量仪器。它的出现,一方面是由于自动机床、数控机床高效率加工以及越来越多复杂形状零件加工需要有快速可靠的测量设备与之配套;另一方面是由于电子技术、计算机技术、数字控制技术以及精密加工技术的发展为三坐标测量机的产生提供了技术基础。
1960年,英国FERRANTI公司研制成功世界上第一台三坐标测量机,到20世纪60年代末,已有近十个国家的三十多家公司在生产CMM,不过这一时期的CMM尚处于初级阶段。进入20世纪80年代后,以ZEISS、LEITZ、DEA、LK、三丰、EUROTONE SIP、FERRANTI、MOORE等为代表的众多公司不断推出新产品,使得CMM的发展速度加快。
现代CMM不仅能在计算机控制下完成各种复杂测量,而且可以通过与数控机床交换信息,实现对加工的控制,并且还可以根据测量数据,实现反求工程。目前,CMM已广泛用于机械制造业、汽车工业、电子工业、航空航天工业和国防工业等各部门,成为现代工业检测和质量控制不可缺少的万能测量设备。
Shanghai Eurotone Precision Instruments Co., Ltd上海欧潼精密设备有限公司
Page 2 of 27 三坐标测量机的组成及工作原理
(一)CMM的组成
三坐标测量机是典型的机电一体化设备,它由机械系统和电子系统两大部分组成。
机械系统:一般由三个正交的直线运动轴构成。如图9-1所示结构中,X向导轨系统装在工作台上,移动桥架横梁是Y向导轨系统,Z向导轨系统装在中央滑架内。三个方向轴上均装有光栅尺用以度量各轴位移值。人工驱动的手轮及机动、数控驱动的电机一般都在各轴附近。用来触测被检测零件表面的测头装在Z轴端部。
三坐标测量机(CMM)是一种以精密机械为基础,综合应用电子技术、计算机技术、光栅与激光干涉技术等先进技术的检测仪器。三坐标测量机的主要功能是:
(1)可实现空间坐标点的测量,数控机床厂可方便地测量各种零件的三维轮廓尺寸、位置精度等。测量精确可靠,万能性强。
(2)由于计算机的引入,可方便地进行数字运算与程序控制,并具有很高的智能化程度。因此,它不仅可方便地进行空间三维尺寸的测量,还可实现主动测量和自动检测。在模具制造工业中,三坐标测量机充分显示了在测量方面的万能性、测量对象的多样性。
(一)三坐标测量机的分类与构成
三坐标测量机按其工作方式可分为点位测量方式和连续扫描测量方式。点位测量方式是由测量机采集零件表面上一系列有意义的空间点,通过数学处理,求出这些点所组成的特定几何元素的形状和位置。连续扫描测量方式是对曲线、曲面轮廓进行连续测量,多为大、中型测量机。
根据三坐标测量机的结构形式及三个方向测量轴的相互配置位置的不同,三坐标测量机可分为悬臂式、桥式、龙门式、立柱式、坐标镗床式等,如图1—48所示。它们各有特点及相应的适用范围如下:
(1)悬臂式的特点是结构紧凑、数控机床厂工作面开阔、装卸工件方便、便于测量,但悬臂易于变形,且变形量随测量轴丁轴的位置变化,因此丁轴测量范围受限。
(2)桥式测量机结构刚性好,x、y、z方向的行程大,一般为大型机。
(3)龙门式的特点是龙门架刚度大,结构稳定性好,精度较高。由于龙门或工作台可以移动,使装卸工件方便,但考虑龙门移动或工作台移动的惯性,龙门式测量机一般为小型机。
(4)立柱式适合于大型工件的测量。
(5)坐标镗床式的结构与镗床基本相同,结构刚性好,测量精度高,但结构复杂,适用于小型工件。
三坐标测量机按测量范围可分为大型、中型和小型。按其精度可分两类:①精密型,一般放在有恒温条件的计量室,用于精密测量,分辨率一般为0.5~21lm;②生产型,数控机床厂一般放在生产车间,用于生产过程检测,并可进行末道工序的精加工,分辨率为5Flm或10怜m。