FY J-QB 原材料检验质量标准
- 格式:doc
- 大小:134.00 KB
- 文档页数:6


原材料质量检验标准1. 引言本文档旨在规定原材料质量检验的标准,以确保产品制造过程中使用的原材料符合质量要求,并能满足最终产品的质量标准。
2. 检验项目2.1 外观检验原材料应具备以下外观要求:- 无明显的色差- 无明显的斑点或瑕疵- 表面平整,无凹凸不平2.2 尺寸检验原材料的尺寸应符合以下要求:- 长度:±2mm- 宽度:±1mm- 厚度:±0.5mm2.3 化学成分检验根据产品的要求,检测原材料的化学成分是否满足以下标准:- 元素A含量:≥X%- 元素B含量:≤Y%- 其他元素和杂质限制2.4 物理性能检验原材料的物理性能应满足以下要求:- 抗拉强度:≥Z MPa- 弹性模量:≥W GPa- 其他物理性能要求3. 检验方法针对每个检验项目,应采用适当的检验方法,确保检测结果准确可靠。
具体的检验方法和仪器设备应在检验计划中详细说明。
4. 检验记录所有原材料质量检验的结果应进行记录,并与相关检验标准进行比对。
记录应包括以下信息:- 检验日期- 检验员- 检验项目及结果5. 报告与评定根据检验记录和标准要求,对原材料的质量进行评定,并编制检验报告。
评定结果应及时通知供应商,并采取相应措施处理不合格原材料。
6. 参考标准以下标准可作为参考:- 国家标准XXX- 行业标准YYY7. 修订记录本文档如有修订,应记录修订内容、日期和修订原因。
以上为原材料质量检验标准的内容概要,具体细节需要在实际操作中根据产品和材料的特点进行具体细化。



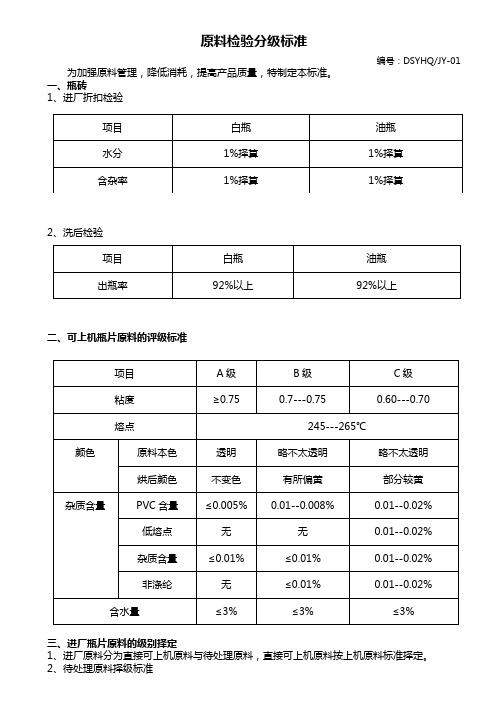
原料检验分级标准
编号:DSYHQ/JY-01
为加强原料管理,降低消耗,提高产品质量,特制定本标准。
一、瓶砖
1、进厂折扣检验
2、洗后检验
二、可上机瓶片原料的评级标准
三、进厂瓶片原料的级别择定
1、进厂原料分为直接可上机原料与待处理原料,直接可上机原料按上机原料标准择定。
2、待处理原料择级标准
四、检测方法
1、取样:太空包包装的每包取样,小包装的取样比例与瓶砖的取样比例为10%。
2、原料粘度、熔点按国家标准测试。
3、原料颜色的烘烤与对比:烘烤温度为185℃.烘烤时间为1.5小时,不得直接放置在烘箱托
板上,烘烤后与烘烤前对比。
原材料检验标准
1.石英管
检验方法:目测、游标卡尺
执行标准:按照GB2828一次正常检查方法执行,检验水平Ⅰ级,AQL1.5判定。
要求:管长度39.5-40.5mm;管壁厚度0.95-1.05mm;直径1.1-0.9mm;无损伤;关口平整;洁净透明无杂质。
2.排气管
检验方法:目测;游标卡尺。
执行标准:按照GB2828一次正常检查方法执行,检验水平Ⅰ级,AQL1.5判定。
要求:管长49.5-50.5mm;管口边缘完整,无裂痕破损。
3.钽片
检验方法:每批做小样不少于300个;目测。
执行标准:每盘检测
要求:无毛边缺口,表面无氧化发黄发暗。
4.钼杆
检验方法:目测;游标卡尺。
执行标准:按照GB2828一次正常检查方法执行,检验水平Ⅰ级,AQL1.5判定。
要求:长度12.3-12.7mm;长度15.3-15.7mm;无弯曲,表面光泽,两端无毛刺。
5.灯丝
检验方法:目测
执行标准:按照GB2828一次正常检查方法执行,检验水平Ⅰ级,AQL1.5判定。
要求:外观规整均匀,不得有拉丝,荡丝,等各种损坏;不得有氧化现象。
各种原材送检取样标准钢材类样品名称取样要求取样方法取样数量备注钢筋原材GB1499.2-2007 GB1499.1-2008 GB13788-2008 热轧带肋、光圆钢筋:同一牌号、同炉罐号、同规格,每60t 为一批,不足此数也按一批计。
随机抽取两根,去掉端头50cm 后截取,各取两段,分别用于拉伸及冷弯试验。
力学试验:约40cm 长2 支, 约50cm 长2 支,共4 支。
委托时应明确规格、牌号、产地。
冷轧带肋钢筋;同一牌号、同一炉罐号、同一规格、外形,同一生产工艺和同一交货状态,每60t 为一批,不足此数也按一批计。
去掉端头50cm 后截取40~50cm 长试样。
拉伸试验:每盘1 支;弯曲试验:每批2 支。
钢筋焊接接头JGJ18-2003 闪光对焊、气压焊:工艺检验:每批钢筋正式焊接前,每种牌号、每种规格至少做1 组试件进行工艺检验;非工艺检验:以300 个同类型接头为一批。
应从每批接头中随机切取。
试样共6 支:拉伸3 支,50~60cm 长;弯曲3 支,约40cm 长。
通常,随着钢筋直径的增大,取样长度适当增加。
(以下同)电弧焊(如:搭接焊、帮条焊等)、电渣压力焊:工艺检验:每批钢筋正式焊接前,每种牌号、每种规格至少做1 组试件进行工艺检验;非工艺检验:以300 个同类型接头为一批。
应从每批接头中随机切取。
试样长度为50~60cm 共3 支,只作拉伸试验。
搭接焊试件应保证距焊口外两边各留出20cm 左右。
并应使两钢筋的轴线在一直线上。
钢筋焊接网片JGJ/T114-2003 每批应由同一厂家生产的,受力主筋为同一直径的焊接网组成,以30t 为一批。
随机抽取一张网片,在纵、横向钢筋上各截取2 根试样,分别进行拉伸和拉伸:2 支冷弯:2 支抗剪:3 支长30~40cm。
每个试样应含有不少于一个焊接点。
长30~40cm。
冷弯试验;在同一根非受拉钢筋上随机截取3 个抗剪试样。
钢筋机械连接接头JGJ107-2003 JG/T3057-1999 工艺检验:对每批进场钢筋应做接头工艺检验(同一牌号、同炉罐号、同规格,60t 为一批)。
隆昌邦得畜牧机械制造有限公司原材料检验标准原材料检验标准1 主题内容和适用范围本标准规定了本公司常用原材料的检验项目及技术要求。
适用于本公司常用原材料的采购与入库验收。
2.钢板检验标准2.1技术要求2.1.1表面质量:钢板表面不得有气泡、裂缝、结疤、拉裂和夹渣,不得有分层。
2.1.2化学成分符合下表要求2.1.3验证原材料的机械性能,根据供方提供的性能报告,验证各材料牌号的机械性2.1.4钢板(热轧)厚度应符合下表要求2.1.6钢板(热轧)长度应符合下表要求2.1.7质量证明:有生产厂家的产品质量证明书,并加盖销售单位印章。
2.1.8 碳素结构钢板力学性能应符合GB/T700-2006低合金高强度钢板力学性能应符合GB/T1591-2008优质碳素结构钢力学性能应符合GB/T699-1999。
2.2检验方法2.2.1对2.1.1、2.1.7项用目测的方法。
2.2.2对2.1.4、2.1.5、2.1.6项用游标卡尺、钢卷尺进行测量。
2.2.3对2.1.2、2.1.3、2.1.8项可委托第三方进行检验(每一年做一次)。
3. 圆钢检验标准3.1技术要求3.1.1表面质量圆钢表面不得有拉裂、夹渣、分层及氧化铁皮。
3.1.2化学成分应符合2.1.2的要求。
3.1.3圆钢的直径符合下表规定:3.1.4圆钢定尺长度允许偏差+60mm。
3.1.5质量证明:有生产厂家的产品质量证明书,并加盖销售单位印章。
3.1.6 碳素结构钢板力学性能应符合GB/T700-2006低合金高强度钢板力学性能应符合GB/T1591-2008优质碳素结构钢力学性能应符合GB/T699-1999。
3.2检验方法3.2.1对3.1.1项、3.1.5项采用目测的方法。
3.2.2对3.1.3项用游标卡尺测量。
3.2.3对3.1.4项用钢卷尺进行测量。
3.2.5对3.1.2、3.1.6可委托第三方进行检验(每一年做一次)。
4.角钢检验标准4.1技术要求4.1.1表面质量角钢表面不得有拉裂、分层和氧化铁皮,不得有明显扭转。
原材料检验程序及检验标准一、目的:为了确保采购的布料能符合公司的标准,对所购的布料要进行质量检验,以便减少面料损耗,节约生产成品二、范围:适用于公司所有采购的针织、梭织,合成化织等布料。
三、抽样方法:一般抽验率为30%,质量要求高的品种或纺织印染厂在原料/工艺条件有大的变更时,应适当增加,对在布市买的现货要全验,数理较少的订单(1-4匹)要全验;抽样布料有问题的要加验或全验,订单数量3匹以上抽样,不够3匹的最少要全验。
四、检验项目:检验的内容包括外包装检验/物理指标/色牢度和外观疵点。
1、外包装检验:a、外包装是否完好,外包装损坏会造成布料弄脏,下雨天运输中布料被淋湿,下雨天收到的布如有大面积淋湿的要立即退货。
b、贴纸上要注有布的种类/颜色及色号/布封/克重/重量/码长等,如没有或不全者要求供货商作出相应处理。
c、贴纸上各参数是否与订货单及送货单一致,如有差异要及时报告上级或相关部门。
2、外观疵点检验a、将布料平摊在拉布机上检验。
b、幅度在140CM以上的布料必须同两人检验,布区表面疵点检验时应作标记(疵点正面为准)并作扣分记录。
c、针织布每缸要剪片做缸差片,梭织布每匹做匹差片及头尾片;d、牛仔布每缸都要依各订单性质洗水,查核洗水颜色。
e、对确认布片仔细查对所检验布的颜色,纤维成份,纱支及手感是否与确认布片(或原片)一致,如有差异要及时报告上级或相关部门,作出相应处理。
f、外观疵点类别及疵点说明:勾纱:布面纱线被粗糙物体勾出来(常见于网布/丝绸等)死痕:因胚布堆放时间过长而形成的细长凸起而不可修复的痕迹(常见于拉架平纹布)爆孔:针织布断纱而形成0.5CM以下的小破洞。
边深:平纹布布边紧,将部分染液包于布边内造成两边颜色较深。
色渍:其它染料附于布上造成。
色花:布面颜色不匀。
塞网:印花网板局部堵塞造成布面露白(印花布常见疵点)深浅版:印花布每版之间颜色深浅不一。
移位:网版未对正而造成花型走位(印花布上的疵点)阴阳色:布面左右深色深浅不一。
原材料检验质量标准一、目的
为严格控制产品生产所需原材料的质量,特制定本标准。
二、范围
本标准适用于公司所有生产所需原材料的质量验收参照。
三、采样要求
根据每次供应商的供货量进行采样,采样检验比例如下表:
注:参照执行标准《化工产品采样总则》GB/T 6678-2003
四、关建原材料技术指标
(一)、聚氯乙烯(PVC)树脂技术指标
注:参照执行标准《悬浮法通用型聚氯乙烯树脂 GB/T 5761-2006
(二)聚乙烯(PE)树脂技术指标
1、燃气管用高密度聚乙烯(HDPE)树脂技术指标
注:参照执行标准《然气用埋地聚乙烯(PE)管道系统》第一部分 GB 15558.1-2003 炭黑含量:原材料为混配专用料时需检验。
2、给水管用高密度聚乙烯(HDPE)树脂技术指标
注:参照执行标准《给水用聚乙烯(PE)管材》 GB/T 13663-2000
炭黑含量:原材料为混配专用料时需检验。
3、通信管用高密度聚乙烯(HDPE)树脂技术指标
注:参照执行标准《地下通信管道用塑料管》第二部分 YD/T 841.2-2008 4、排水管用高密度聚乙烯(HDPE)树脂技术指标
注:参照执行标准《埋地用聚乙烯(PE)结构壁管道系统》第一部分
GB/T 19472.1-2004,《非开挖铺设用高密度聚乙烯排水管》 CJ/T 358-2010。
炭黑含量:原材料为混配专用料时需检验。
5、通信管用低密度聚乙烯(LDPE)树脂技术指标
注:参照执行标准《地下通信管道用塑料管》第二部分 YD/T 841.2-2008
五、一般原辅材料助剂技术指标(一)、色母料的技术指标
(二)填充辅料技术指标
5、增强母料的技术指标
(三)加工助剂技术指标
1、无尘复合铅盐稳定剂技术指标
2、硬脂酸技术指标
外观的检验白色或微黄色的蜡状固体,微带牛油气味。
注:参照执行标准《工业硬脂酸》 GB/T 9103-2013
注:参照执行标准《氯化聚乙烯》 HG/T 2704-2010
注:参照执行标准《PVC加工助剂LP系列树脂》 Q/3700RFH 002-2016 及《PVC加工助剂》 Q/3725RRH 001-2010
5、石蜡技术指标
注:参照执行标准《半精炼石蜡》 GB/T 254-2010
6、聚乙烯蜡技术指标
注:参照执行标准《聚乙烯蜡》 Q/LHY001-2004。