07.埋弧自动焊实验
- 格式:pps
- 大小:557.00 KB
- 文档页数:6

第九章埋弧自动焊埋弧自动焊是焊接生产中广泛应用的一种机械化、高效率焊接方法。
本章主要讲述埋弧自动焊的实质与特点,自动调节基本原理,及有关的焊接设备、焊接材料、焊接工艺方法等内容。
第一节:埋弧自动焊概述一、电弧焊接过程自动化的基本概念电弧焊接过程一般包括引燃电弧、正常焊接和熄弧收尾三个阶段,并要求电弧及焊接过程始终保持稳定,即具有一定的调节作用,以达到电弧焊接的预定目的。
手工电弧焊的焊接过程与稳定,是依靠焊工用手工控制来实现的,这是一种人工调节作用。
自动焊实质是机械化程度高的焊接,以相应的自动调节作用取代人工调节作用。
为此,自动电弧焊不仅要完成各个阶段的机械化操作,还要求自动地调节有关的焊接工艺参数,才能保证电弧及焊接过程的稳定,满足电弧焊接的需求。
自动电弧焊分为埋弧(焊剂层下)自动焊和明弧焊(气体保护)两种。
埋弧自动焊与手工电弧焊的根本区别,在于焊丝的给送和电弧沿着焊接方向移动都是自动的,并且有相应的自动调节作用。
二、埋弧自动焊的实质与特点埋弧自动焊实质是一种电弧在颗粒状焊剂下燃烧的熔焊方法。
焊丝送入颗粒状的焊剂下,与焊件之间产生电弧,使焊丝和焊件熔化形成熔池,熔池金属结晶为焊缝;部分焊剂熔化形成熔渣,并在电弧区域形成一封闭空间,液态熔渣凝固后成为渣壳,覆盖在焊缝金属上面。
随着电弧沿焊接方向移动,焊丝不断地送进并熔化,焊剂也不断地撒在电弧周围,使电弧埋在焊剂层下燃烧,由此进行自动的焊接过程。
埋弧自动焊与手工电弧焊相比具有以下的特点:1、焊接生产率高埋弧自动焊可采用较大的焊接电流,同时因电弧加热集中,使熔深增加,可一次焊透14mm以下不开坡口的钢板。
而且埋弧自动焊的焊接速度也比手工焊快,从而提高了焊接生产率。
2、焊接质量好因熔池有熔渣和焊剂的保护,使空气中的氮、氧难以侵入,提高了焊缝金属的强度和韧性。
同时由于焊接速度快,线能量相对减小,故热影响区的宽度比手弧焊小,有利于减小焊接变形及防止近缝区金属过热。



初学者在埋弧自动焊操作实验中遇到的问题及解决办法马磊锋;王玉安;蒋应田;史旭龙;房中华【摘要】由于埋弧自动焊的焊接质量好、效率高以及操作环境好等特点在工业生产中得到广泛使用.因此该项技术在焊接专业教学中占据重要地位,相应地埋孤焊操作技术成为本科焊接专业实验教学中的一项必修内容.在本科生的埋弧自动焊接实验教学操作训练中,由于学生学习时间短和缺乏操作经验原因,时常会出现引弧不成功现象.在介绍埋弧焊机的工作原理和设备组成基础上,针对本科学生在埋弧焊操作过程中常出现的一些技术问题为讨论对象,从学生对存在问题的认识与理解以及解决问题所获得心得出发,阐述了引弧粘丝、顶丝等导致引孤不成功现象进行了技术问题,提出了问题的解决办法.对于广大同学快速掌握埋孤自动焊操作技术将起到积极作用.%The automatic welding in an arc of welding of good quality and highly efficient production and operating environment for the industry is widely used.so the technology and professional teaching of the important position in an arc in welding operation technique in the teaching profession to be welded in a required item.at the undergraduate student in an arc automatic welding operation in the teaching, because the students study and lack of experience, and the arc is not successful.This article introduced in welding machine of arc in the works and facilities of the basis for the students are welding operation in an arc in the presence of some technical problems to discuss the object from students to know and understand the problem and solve the problem which platform, illustrated, arc down to the top of arc led to such success is not a technical problemand made an answer to the problem.this will be for the students to grasp quickly in an arc automatic welding equipment will exert positive effects.【期刊名称】《电焊机》【年(卷),期】2013(043)001【总页数】4页(P69-72)【关键词】埋弧自动焊;操作技术;短路回抽引弧【作者】马磊锋;王玉安;蒋应田;史旭龙;房中华【作者单位】辽宁石油化工大学材料学院,辽宁抚顺113001;辽宁石油化工大学材料学院,辽宁抚顺113001;辽宁石油化工大学材料学院,辽宁抚顺113001;辽宁石油化工大学材料学院,辽宁抚顺113001;辽宁石油化工大学材料学院,辽宁抚顺113001【正文语种】中文【中图分类】TG4450 前言埋弧自动焊是一种高效的自动焊接方法,因其焊接电流大、焊缝质量好、焊接效率高、焊工操作环境好[1],且对焊接操作者的具体操作技术要求不高而在现代大中型焊接生产制造企业得到了广泛的应用。

1埋弧自动焊1.1埋弧自动焊简介焊丝与焊件之间燃烧的电弧使埋在颗粒状焊剂下面的电弧热将焊丝端部及电弧直接作用的母材和焊剂熔化并使部分蒸发,金属和焊剂所蒸发的气体在电弧周围形成一个封闭空腔,电弧在这个空腔中燃烧.空腔被一层由熔渣所构成的渣膜所包围,这层渣膜不仅很好的隔绝了空气和电弧与熔池的接触,而且使弧光不能辐射出来。
被电弧加热熔化的焊丝以熔滴的形式落下,与熔融母材金属混合形成熔池。
密度较小的熔渣浮在熔池之上,熔渣除了对熔池金属的机械保护作用外,焊接过程中还与熔池金属发生冶金反应,从而影响焊缝金属的化学成分。
电弧向前移动,熔池金属逐渐冷却后结晶形成焊缝。
浮在熔池上的熔渣冷却后,形成渣壳可继续对高温下的焊缝起保护作用,避免被氧化.1。
2埋弧自动焊工作原理焊接时,先在焊接接头上面覆盖一层颗粒状焊剂,自动焊机机头将焊丝自动送入电弧区并保证一定的弧长,电弧引燃以后,在焊剂层下燃烧,使焊丝、母材和部分焊剂熔化,形成熔渣和熔池并进行冶金反应。
同时少量焊剂和金属蒸发形成蒸汽,并具有一定的蒸汽压力,在蒸汽压力作用下形成一个封闭的熔渣泡,包围着电弧和熔池,使之与空气隔绝,对熔滴和熔池起到保护作用,同时也防止了金属的飞溅,减少了电弧热量的损失,阻止了弧光散射。
随着自动焊机机头向前移动,焊丝、焊剂和母材不断熔化,熔池后面的金属不断冷却凝固形成连续焊缝,浮在熔池上部的熔渣冷凝成渣壳。
1.3埋弧自动焊优点与缺点1。
3。
1埋弧自动焊优点1、焊接生产率高:埋弧自动焊所用焊接电流大,加上焊剂和熔渣的隔热作用,热效率高,熔深大,单丝埋弧焊在焊件不开坡口的情况下,一次可熔透20mm.焊接速度高,以厚度8—10mm的钢板对接焊为例,单丝埋弧焊速度可达50—80cm/min,手弧焊则不超过10-13cm/min.2、焊接质量好:焊剂和熔渣的存在不仅防止空气中的氮、氧侵入熔池,而且熔池较慢凝固,使液态金属与融化的焊剂间有较多时间的冶金反应,减少了焊缝中产生气孔、裂纹等缺陷的可能性。
1焊接原理:焊接电弧是在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧。
气泡上部被一层熔化了的焊剂——熔渣构成的外膜所包围,这层外膜以及覆盖在上面的未熔化的焊剂共同对焊接起隔离空气、绝热、和屏蔽光辐射作用。
焊丝熔化的熔滴落下与已局部熔化的母材混合而构成金属熔池,部分熔渣因密度小而浮在熔池表面。
随着焊丝向前移动,电弧力将熔池中熔化金属推向熔池后方,在随后的冷却过程中,这部分熔化金属凝固成焊缝。
熔渣凝固成渣壳,覆盖在焊缝金属表面上。
在焊接过程中,熔渣除了对熔池和焊缝金属起机械保护作用外,还与熔化金属发生冶金反应(如脱氧、去杂质、渗合金等),从而影响焊缝金属的化学成分。
2埋弧焊焊接施工工艺流程不合格不合格清理待焊接部位坡口面及周围检查构件组装、加工及定位焊按工艺规范调整焊接工艺参数按合理的焊接顺序进行焊接焊接完毕并自检后交验工作结束,关闭电源,将焊枪、打磨等工具摆放整体施工现场清扫,焊剂清理后回收焊缝返修焊缝修磨交过程检验员检查按工艺文件的要求对坡口及周围进行焊前预热、焊后保温等工艺措施焊缝外观满足厂标3 焊前准备工作1焊剂及焊丝的选择根据目前钢结构的钢材类型,常用埋弧焊丝和焊剂的选择如下表:表1类别适用母材焊丝牌号焊剂牌号备注低碳钢Q235H08A HJ431 ——H08MnA HJ431 ——δs=340Mpa 级低合金钢Q345H08A HJ431薄板不开坡口对接H08MnA HJ431H10Mn2 SJ101、HJ431H08MnA HJ431 中厚板开坡口对接H10Mn2 SJ1012焊接材料的保管和使用2.1焊剂的烘焙埋弧焊用焊剂的烘焙温度如下表:表2焊剂类型烘陪温度(℃)烘焙时间(h)熔炼焊剂150~350 约1烧结焊剂200~400 约12.2焊剂的保存焊接低碳钢的熔炼焊剂在使用中放置时间不超过24h;焊接低合金钢的熔炼焊剂在使用中放置时间不超过8h;烧结焊剂经高温烘焙后,应转入100~150℃的低温保温箱中存放,从保温箱中取出时间不超过4h。
埋弧自动焊工艺及实训————————————————————————————————作者:————————————————————————————————日期:教案样例十教学章节 6.4埋弧自动焊工艺及实训授课学时2学时教学目标1.了解焊缝形状系数对焊缝质量的影响2.掌握焊接工艺参数的选择原则及方法3.掌握埋弧焊常规工艺的要点教学重点1.焊缝形状系数对焊缝质量的影响2.焊接工艺参数的选择原则及方法3.埋弧焊常规工艺的要点教学难点 1.根据具体工作条件,合理选配焊接工艺参数学情分析学生对焊接工艺已有一定的理论基础,接触起来应比较容易。
教具电化教学设备教学方法讲授法,多媒体课件教学过程时间分配组织教学复习旧课讲授新课巩固新课布置作业2分钟3分钟80分钟3分钟2分钟导入复习上次课的内容,分析处理课后习题用焊缝尺寸引入焊缝形状系数的概念新课一、焊缝形状系数对焊缝质量的影响1.焊缝形状系数(1)焊缝熔宽与熔深之比称为焊缝形状系数,公式:ψ=B/H(2)当焊缝形状系数选择不当时,会使焊缝内部生成气孔、夹渣、裂缝等缺欠。
(3)一般情况下,埋弧焊应把焊缝形状系数控制在1.3~2较为合适。
(4)焊缝形状系数的大小,主要取决于焊接工艺参数。
2.焊接工艺参数对焊缝形状及焊缝质量的影响埋弧焊工艺参数主要包括:焊接电流、焊接电压、焊接速度、焊丝直径与伸出长度、焊剂层厚与颗粒度等。
(1)焊接电流1)在其它工艺参数不变时,电流增大则熔深大大的增加,余高略有增加,熔宽基本不变。
2)电流是决定熔深的主要因素,增大电流能提高生产率,但在一定焊速下,焊接电流过大会使热影响区过大,易产生工件被烧穿等缺欠,3)若电流过小,则熔深不足,产生熔合不良、未焊透夹渣等缺欠,并使焊缝成形变坏。
(2)焊接电压1)在其它工艺参数不变时,焊接电压增大,熔宽大大的增加,熔深和余高都略有增加。
2)焊接电压是决定熔宽的主要因素,电压过大时,焊剂熔化量增加,电弧不稳,严重时会产生咬边、气孔等缺欠。
埋弧自动焊焊接实验一、实验目的1、了解埋弧焊机的结构、特点和操作方法。
2、了解埋弧焊机的自动控制原理。
3、了解埋弧焊规范参数对焊缝成形的影响。
二、实验设备及材料1、埋弧自动焊机一台2、砂轮切割机一台3、游标卡尺一把4、钢板若干5、Φ4mm H08A焊丝、HJ431焊剂、砂纸、腐蚀剂等三、实验原理(一)埋弧焊的自动调节系统和规范参数的调节方法电弧焊的焊接过程包括引弧、焊接、收弧三个阶段,埋弧自动焊使上述三个阶段实现自动化,焊接时为了保证获得优良的焊缝成形和内在质量,就应合理的选定焊接规范参数,并在焊接过程中使所选定的规范参数数值保持稳定,埋弧焊自动调节系统的作用就是当选定的规范参数受外界因素干扰而发生变化时,能够自动调节,迅速恢复到预定值。
同时,为了达到自动完成埋弧焊的三个阶段,必须有一套程序控制系统。
埋弧焊的弧长调节系统分为两种,即等速送丝调节系统和电弧电压反馈调节系统。
1、等速送丝调节系统它是利用电弧自身调节作用稳定弧长,主要适用于细焊丝的焊接。
它的电弧静特性是缓升的,电源外特性是缓降、平或微升的,等熔化曲线近似垂直于电流坐标线。
所以调节电压是通过调节电源外特性实现,调节电流是通过调节送丝速度实现。
2、电弧电压反馈调节系统主要适用于粗焊丝的焊接。
原理是:当弧长波动而引起焊接规范偏离原来的稳定值时,利用电弧电压作为反馈量,并通过一个自动调节装置使送丝速度发生变化,达到稳定弧长的目的。
在弧压反馈调节系统中,电弧静特性为接近于平行水平轴的直线,而电源外特性是采用陡降外特性。
因此在这种自动电弧焊接过程中,调节焊接电流是通过调节电源外特性实现,调节电弧电压是通过调节送丝速度实现。
3、埋弧焊接过程的程序自动控制埋弧自动焊可实现空载调整、引弧、稳弧和熄弧过程的程序控制。
引弧一般采用回抽引弧,即先在空载条件下使焊丝与工件接触,启动后,焊丝回抽,引燃电弧。
当弧压达到预定值时,在自身调节作用或弧压反馈作用下,焊丝送进,并继续保持弧压稳定。
《材料成型原理与工艺实验》07
埋弧自动焊
实验
作者:刘卫华邮箱:44582238@
辽宁工程技术大学材料科学与工程学院实验中心
一、实验目的
1.掌握埋弧焊的特点、应用范围,
2.了解埋弧焊的焊接过程。
3.能根据不同的情况合理选择焊接工艺。
二、实验装置及实验材料
1.MZ-800埋弧自动焊机(凯尔达电焊机有限公司出品)1台
2.低碳钢板(Q235B)12×200×400 1块
3.埋弧焊焊丝:H08A、Ф3mm 若干
4.焊剂HJ430 若干
5.秒表、钢板尺、手锤等各1
三、实验原理
埋弧自动焊是电弧在焊剂层下燃烧进行焊接的方法,简称埋弧焊。
焊接时,先在焊接接头上面覆盖一层颗粒状焊剂,自动焊机机头将焊丝自动送入电弧区并保证一定的弧长,电弧引燃以后,在焊剂层下燃烧,使焊丝、母材和部分焊剂熔化,形成熔渣和熔池并进行冶金反应。
同时少量焊剂和金属蒸发形成蒸汽,并具有一定的蒸汽压力,在蒸汽压力作用下形成一个封闭的熔渣泡,包围着电弧和熔池,使之与空气隔绝,对熔滴和熔池起到保护作用,同时也防止了金属的飞溅,减少了电弧热量的损失,阻止了弧光散射。
随着自动焊机机头向前移动,焊丝、焊剂和母材不断熔化,熔池后面的金属不断冷却凝固形成连续焊缝,浮在熔池上部的熔渣冷凝成渣壳。
其焊接过程如图07-1所示
图07-1 埋弧自动焊示意图1-送丝机构2-焊丝3-焊丝盘4-导电嘴
5-焊剂6-焊剂漏斗7-工件8-焊缝9-渣壳
四、实验方法及实验步骤
1熟悉埋弧自动焊机的构造
通过实验观察,了解埋弧自动焊机机械部分的组成。
如送丝系统:包括送丝传动机构、送丝滚轮和矫正滚轮等;行走小车:包括行走传动机构、爪形离合器等;机头调整机构:调节手柄的位置与动作原理。
2、熟悉焊机电气控制部分原理及作用
参照MZ-800埋弧自动焊机的电气原理图,了解电气元件的布置及作用,并掌握控制箱控制盘上各种开关、按钮及作用,观察电网、弧焊电源、控制箱、焊接小车等外部接线情况。
3、焊机的空载调试
(1)焊接电流和焊接电压的确定及调节,根据所给试样的尺寸、形状,参照教材或《焊接手册》制定工艺方法和规范参数,并进行调节;
(2)送丝速度和行走小车的调试,根据所确定的工艺参数,对小车的行走速度、方向用秒表、钢板尺等进行测定及调试。
4、焊前准备及焊接
(1)焊前准备合上电网开关和控制电源开关,控制盒电源开关调到ON的位置,按下送丝按钮,使焊丝送进及回抽,使焊丝端头和工件表面轻轻接触,打开焊剂漏斗,预先覆盖一层颗粒状焊剂;
(2)正常焊接按下启动按钮,进行引弧,在电弧稳定燃烧后,使小车沿焊接方向行走,开始正常焊接,焊接过程中测量及调整焊接电流、焊接电压和焊接速度在预定值;
5、停止焊接,按下停止按钮,送丝电机停止转动,电弧回烧并逐步熄灭,小车也停止前进,控制盒电源开
关调到OFF的位置,切断主电源,并关闭焊剂漏斗;
6、焊缝清理,观察焊缝的形状、尺寸,做好记录,并将结果填入表07-1中;
5、重新确定焊接规范,重复3、4、5、6步骤。
表07-1 不同焊接规范时焊缝成形五、实验报告要求
1、说明MZ -800埋弧自动焊机的电流、电压、送丝速度、焊接速度的调整方法及原理;
2、绘制控制盒示意图,标明各按钮的名称及作用;
3、分析引弧过程中送丝方向和速度的变化;
4、分析焊接规范对焊缝成形的影响规律。
合格2.3227.8750A 34V 50mm/min 工艺4合格
2.0
10
5.6
750A 34V 134mm/min
工艺5
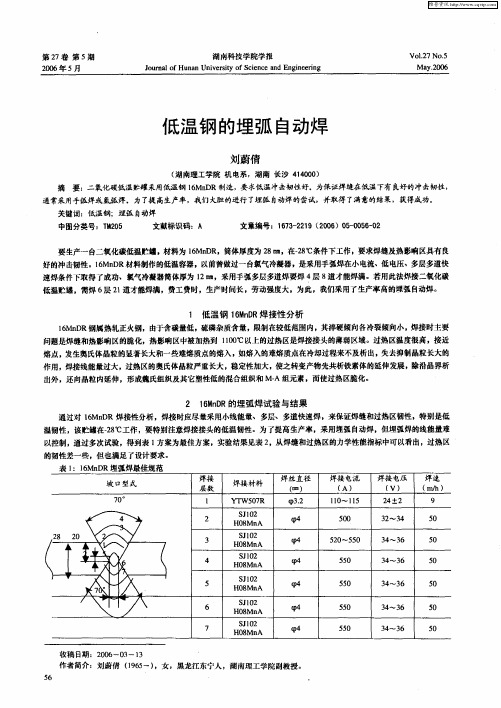
合格2.4217.8750A 33V 50mm/min 工艺3 合格2.5207.5725A 32V 50mm/min 工艺2 合格2.5207.0700A 32V 50mm/min 工艺1 成形
增高(mm )
熔宽(mm )
熔深(mm )
焊接规范(电流、电压、焊速)
序号
产品简介
MZ-800晶闸管式自动埋弧焊机由
焊接电源、控制箱和焊接小车组成。
可提供恒压埋弧焊和恒流埋弧焊
可焊接碳素结构钢、低合金结构
钢、不锈钢、耐热钢及复合钢材等
适用于造船、锅炉、容器、桥梁
及机械等各种行业的有坡口、无坡口
对接、搭接、角缝的焊接。
返回。