纵缝试板焊接核电项目理化检验委托单
- 格式:docx
- 大小:22.25 KB
- 文档页数:1
第1篇甲方(委托方):地址:____________________联系人:____________________联系电话:____________________乙方(检测方):地址:____________________联系人:____________________联系电话:____________________根据《中华人民共和国合同法》及相关法律法规的规定,甲乙双方在平等、自愿、公平、诚实信用的原则基础上,就甲方委托乙方进行焊缝检测事宜,达成如下协议:一、检测项目及范围1. 检测项目:甲方委托乙方对以下焊缝进行检测:(1)材料名称:____________________(2)规格型号:____________________(3)焊缝长度:____________________(4)焊接方法:____________________(5)检测部位:____________________2. 检测范围:乙方将对甲方提供的焊缝进行外观检查、无损检测、力学性能检测等,确保焊缝质量符合国家及行业标准。
二、检测标准及方法1. 检测标准:乙方将按照以下标准进行检测:(1)国家及行业标准:____________________(2)甲方提供的特殊要求:____________________2. 检测方法:乙方将采用以下检测方法:(1)外观检查:____________________(2)无损检测:____________________(3)力学性能检测:____________________三、检测时间及地点1. 检测时间:自本协议签订之日起,乙方应在甲方指定的时间内完成检测工作。
2. 检测地点:____________________四、检测费用及支付方式1. 检测费用:乙方根据实际检测工作量及检测标准,向甲方收取检测费用。
具体费用如下:(1)检测费用总额:____________________(2)检测费用支付方式:____________________2. 甲方应在检测工作完成后,按照约定的支付方式进行付款。
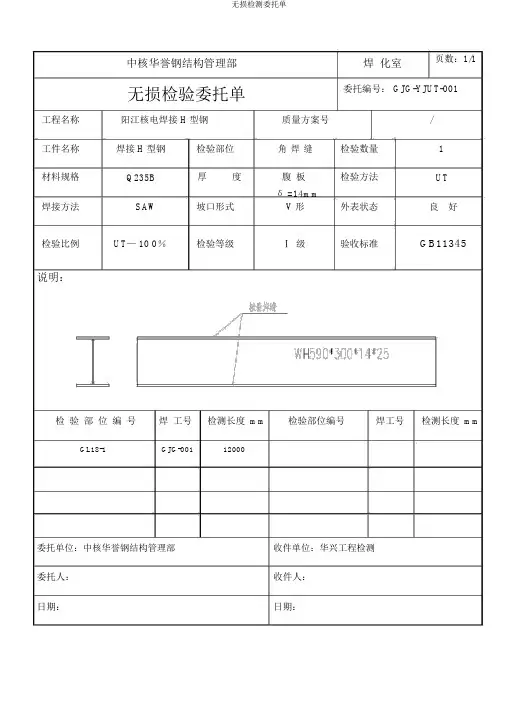
中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-001工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板检验方法UTSAW δ =14mm焊接方法坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-1GJG-00112000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期:日期:中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-002工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板检验方法UTSAW δ =14mm焊接方法坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL24-1GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期:日期:中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-003工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量 1 根材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL22-1GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-12日期:2021-11-12中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-004工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量 3 根材料规格Q235B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL19-2GJG-0019000GL19-3GJG-0019000GL19-4GJG-0019000委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-12日期:2021-11-12中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-005工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量 1 根材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =28mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL17-1GJG-0019000委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-16日期:2021-11-16中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-006工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL24-2GJG-0019000委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-12收件单位:华兴工程检测收件人:日期: 2021-11-12中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-007工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量3材料规格Q345C厚度腹板δ =12mm检验方法UT翼缘δ =20mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL12-1GJG-0018000GL12-2GJG-0018000GL12-3GJG-0018000委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-15收件单位:华兴工程检测收件人:日期: 2021-11-15中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-008工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =28mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL17-2GJG-0019000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-17日期:2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-009工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量2材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K形外表状态良好检验比例UT—100%检验等级Ⅰ级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL22-2GJG-0019000GL22-3GJG-0019000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-17日期:2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-0010工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量2材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K形外表状态良好检验比例UT—100%检验等级Ⅰ级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL25-1GJG-0019000GL25-2GJG-0019000/委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-17收件单位:华兴工程检测收件人:日期: 2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验工程名称阳江核电焊接工件名称焊接 H 型钢委托单委托编号:H型钢质量方案号检验部位角焊缝检验数量GJG-YJUT-011/材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT—100%检验等级Ⅰ级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-2GJG-00112000/委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-17收件单位:华兴工程检测收件人:日期: 2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号:GJG-YJUT-012工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量3材料规格Q345B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL24-3GJG-0019000GL24-4GJG-0019000GL24-5GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-013工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL22-4GJG-0019000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号:GJG-YJUT-014工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-3GJG-00112000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-015工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量2材料规格Q235B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL19-1GJG-0019000GL19-5GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-016工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL24-6GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-017工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-4GJG-00112000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-018工程名称阳江核电焊接 H型钢质量方案号/工件名称板对接检验部位板对接焊缝检验数量1材料规格Q235B厚度δ =10mm检验方法UT焊接方法SAW坡口形式I 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm BDJ-10-001GJG-0022300委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-12-06日期:2021-12-06中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-019工程名称阳江核电焊接 H型钢质量方案号/工件名称板对接检验部位板对接焊缝检验数量2材料规格Q235B厚度δ =18mm检验方法UT焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm BDJ-18-001GJG-0021000BDJ-18-002GJG-0022200委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-12-06日期:2021-12-06中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号:GJG-YJUT-020工程名称阳江核电焊接 H型钢质量方案号/工件名称板对接检验部位板对接焊缝检验数量1材料规格Q235B厚度δ =20mm检验方法UT焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mmBDJ-20-001GJG-002700委托单位:中核华誉钢结构工程管理部委托人:日期: 2021-12-06收件单位:华兴工程检测收件人:日期: 2021-12-06中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-021工程名称阳江核电焊接 H型钢检测依据YB3301 -2005工件名称板对接检验部位板对接焊缝检验数量1材料规格Q345B厚度δ =10mm检验方法UT焊接方法SAW坡口形式I 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm BDJ-10-002GJG-002200委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-12-13日期:2021-12-13。
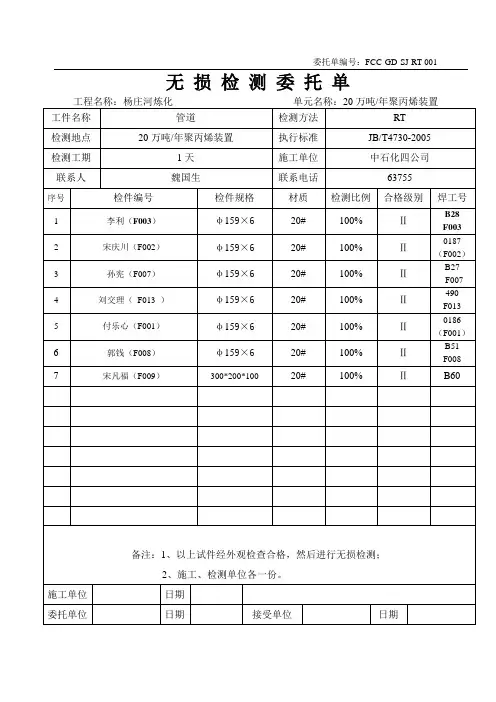
委托单编号:FCC-GD-SJ-RT-001 无损检测委托单
委托单编号:FCC-GD-SJ-RT-002 无损检测委托单
委托单编号:FCC-GD-SJ-RT-003 无损检测委托单
委托单编号:FCC-GD-SJ-RT-004 无损检测委托单
委托单编号:FCC-GD-SJ-RT-005 无损检测委托单
委托单编号:FCC-GD-SJ-RT-006 无损检测委托单
委托单编号:FCC-GD-SJ-RT-007 无损检测委托单
委托单编号:FCC-GD-SJ-RT-008 无损检测委托单
委托单编号:FCC-GD-SJ-RT-009 无损检测委托单
委托单编号:FCC-GD-SJ-RT-010 无损检测委托单
委托单编号:FCC-GD-SJ-RT-011 无损检测委托单
委托单编号:FCC-GD-SJ-RT-012 无损检测委托单
委托单编号:FCC-GD-SJ-RT-013 无损检测委托单
委托单编号:FCC-GD-SJ-RT-016 无损检测委托单。
JZ-JL(ZL)-093检验委托单委托单位:XXXXX 委托日期:XXXXXX 统一编号:见证人:证书号:日期:取〔送〕样人:收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXX 委托日期:XXXXXXX 统一编号:见证人:xxx 证书号:日期:取〔送〕样人:xxx 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:省第筑工程公司委托日期:2012.10.06 统一编号:121009862见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:省第二箭镞工程公司委托日期:2012.10.06 统一编号:121009862见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:JZ-JL(ZL)-093检验委托单委托单位:XXXXXXX 委托日期:XXXXX 统一编号:见证人:XXX 证书号:日期:取〔送〕样人:XXX 收样人:。
委托编号:受控编号:GCJK-001见证取样试验委托单
第1页共1页
委托编号:受控编号:GCJK-001见证取样试验委托单
第1页共1页
委托编号:受控编号:GCJK-001见证取样试验委托单
第1页共1页
委托编号:受控编号:GCJK-001
见证取样试验委托单
收样人:委托人:
第1页共1页
见证取样试验委托单
收样人:委托人:
第1页共1页
见证取样试验委托单
收样人:委托人:
第1页共1页
委托编号:受控编号:GCJK-001见证取样试验委托单
收样人:委托人:
第1页共1页
委托编号:受控编号:GCJK-001
见证取样试验委托单
收样人:委托人:
第1页共1页
见证取样试验委托单
收样人:委托人:
第1页共1页
见证取样试验委托单
收样人:委托人:
第1页共1页
委托编号:受控编号:GCJK-001见证取样试验委托单
收样人:委托人:
第1页共1页
委托单
收样人:委托人:
第1页共1页
委托单
收样人:委托人:
第1页共1页
委托编号:受控编号:GCJK-001见证取样试验委托单
收样人:委托人:
第1页共1页
委托编号:受控编号:GCJK-001
见证取样试验委托单
收样人:委托人:
第1页共1页。
检测委托单〔通用〕
表A-JL-16-01
委托单位:魏通房地产开发委托日期:20 统一编号:
见证人:取〔送〕样人:李松松收样人:
检测委托单〔钢筋原材〕
表A-JL-16-02
委托单位:魏通房地产开发委托日期:20 统一编号:
见证人:取〔送〕样人:李松松收样人:
检测委托单〔钢筋连接件〕
表A-JL-16-03
见证人:取〔送〕样人:李松松收样人:
检测委托单〔混凝土试块〕
表A-JL-16-04
委托单位:魏通房地产开发委托日期:20 统一编号:
见证人:取〔送〕样人:李松松收样人:
检测委托单〔砂浆试块〕
表A-JL-16-05
委托单位:魏通房地产开发委托日期:20 统一编号:
见证人:取〔送〕样人:李松松收样人:
检测委托单〔混凝土试块〕
表A-JL-16-04
委托单位:魏通房地产开发委托日期:20 统一编号:
见证人:取〔送〕样人:李松松收样人:
检测委托单〔通用〕
表A-JL-16-01
委托单位:魏通房地产开发委托日期:2012. 统一编号:
见证人:取〔送〕样人:李松松收样人:。
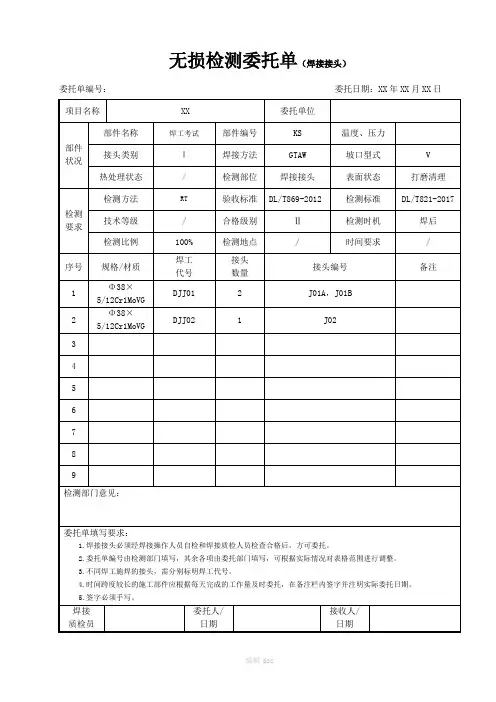
无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
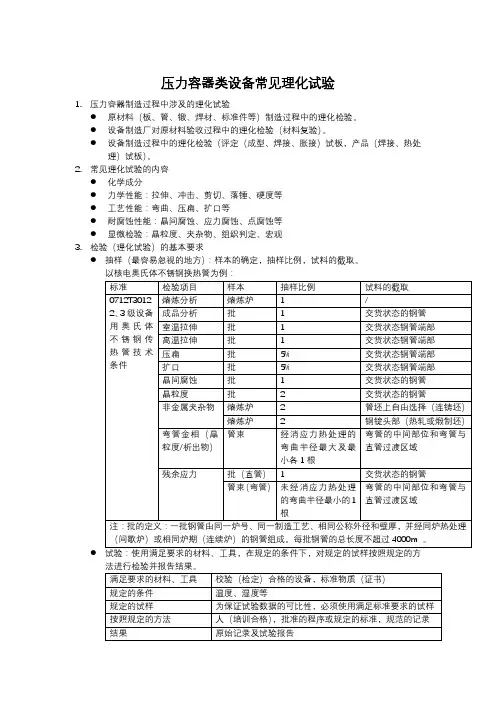
压力容器类设备常见理化试验1.压力容器制造过程中涉及的理化试验●原材料(板、管、锻、焊材、标准件等)制造过程中的理化检验。
●设备制造厂对原材料验收过程中的理化检验(材料复验)。
●设备制造过程中的理化检验(评定(成型、焊接、胀接)试板,产品(焊接、热处理)试板)。
2.常见理化试验的内容●化学成分●力学性能:拉伸、冲击、剪切、落锤、硬度等●工艺性能:弯曲、压扁、扩口等●耐腐蚀性能:晶间腐蚀、应力腐蚀、点腐蚀等●显微检验:晶粒度、夹杂物、组织判定、宏观3.检验(理化试验)的基本要求●抽样(最容易忽视的地方):样本的确定,抽样比例,试料的截取。
●4.常见理化试验介绍4.1化学成分常用化学成分分析方法:光谱法火花放电原子发射光谱(直读光谱仪):原理:被测元素的原子被激发时,电子在原子内不同能级间跃迁会产生特定的谱线。
激发样品发光,并将该光束引入分光计,通过色散元件将光束色散后,对色散后的单色光强度进行测定。
根据标准样品制作的工作曲线(校准曲线),求出分析样品中待测元素的含量。
原理图:标准样品:一系列浓度的样品,绘制工作曲线用,工作曲线一般为设备内置。
标准化样品:校准系统偏差用,定期进行。
一般含工作曲线的上限和下线。
控制样品:看看准不准。
光谱标准的滞后性(分析范围)4.2拉伸试验原理:将轴向拉力施加于特殊样品,测定样品在被拉断过程中的一项或几项力学性能指标。
试验机的作用:提供一定的环境条件,提供一个力,并对力的大小进行测量。
对试样的变形进行测量拉伸试验的基本参数:力(F),位移(∆L)所有和拉伸相关的数据都是围绕上述两个参数进行的。
典型材料的拉伸曲线(力-位移,应力-应变)拉伸能获得大量的材料指标,常用的材料指标有:Rm、Re/Rp0.2、A。
试验力和位移的获得是拉伸试验的核心问题。
试验力:测量问题(两夹头之间的力就是作用在试样有用部分上的力),位移:测量问题(两夹头之间的位移是试样有用部分的位移吗?)试验速率对拉伸试验结果的影响以及标准对拉伸速率的要求。
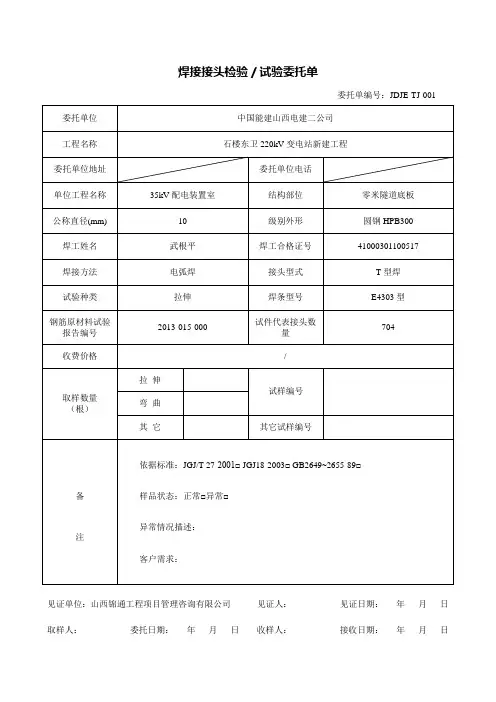
委托单编号:JDJE-TJ-001 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称35kV配电装置室结构部位零米隧道底板公称直径(mm) 10 级别外形圆钢HPB300 焊工姓名武根平焊工合格证号41000301100517 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量704收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日委托单编号:JDJE-TJ-002 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称35kV配电装置室结构部位零米隧道顶板公称直径(mm) 10 级别外形圆钢HPB300 焊工姓名武根平焊工合格证号41000301100517 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量712收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日委托单编号:JDJE-TJ-003 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称35kV配电装置室结构部位零米隧道公称直径(mm) 10 级别外形圆钢HPB300 焊工姓名武根平焊工合格证号41000301100517 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量574收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日委托单编号:JDJE-TJ-004 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称主控通信楼结构部位零米沟道底板公称直径(mm) 8 级别外形圆钢HPB300 焊工姓名武根平焊工合格证号41000301100517 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量1056收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日委托单编号:JDJE-TJ-005 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称主控通信楼结构部位零米沟道(槽钢)公称直径(mm) 12 级别外形圆钢HPB300 焊工姓名武根平焊工合格证号41000301100517 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量384收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日委托单编号:JDJE-TJ-006 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称户外电容电抗器结构部位电抗器基础公称直径(mm) 16 级别外形圆钢HPB300 焊工姓名翼欢焊工合格证号41000301100523 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量288收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日委托单编号:JDJE-TJ-007 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称户外电容电抗器结构部位电容器基础公称直径(mm) 16 级别外形圆钢HPB300 焊工姓名翼欢焊工合格证号41000301100523 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量368收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日委托单编号:JDJE-TJ-008 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称户外电容电抗器结构部位放电线圈基础公称直径(mm) 12 级别外形圆钢HPB300 焊工姓名翼欢焊工合格证号41000301100523 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量300收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日委托单编号:JDJE-TJ-009 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称户外电容电抗器结构部位避雷器基础公称直径(mm) 16 级别外形圆钢HPB300 焊工姓名翼欢焊工合格证号41000301100523 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量96收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日委托单编号:JDJE-TJ-010 委托单位中国能建山西电建二公司工程名称石楼东卫220kV变电站新建工程委托单位地址委托单位电话单位工程名称户外电容电抗器结构部位支柱绝缘子基础公称直径(mm) 16 级别外形圆钢HPB300 焊工姓名翼欢焊工合格证号41000301100523 焊接方法电弧焊接头型式T型焊试验种类拉伸焊条型号E4303型钢筋原材料试验报告编号2013-015-000试件代表接头数量64收费价格/取样数量(根)拉伸试样编号弯曲其它其它试样编号备注依据标准:JGJ/T 27-2001□ JGJ18-2003□ GB2649~2655-89□样品状态:正常□异常□异常情况描述:客户需求:见证单位:山西锦通工程项目管理咨询有限公司见证人:见证日期:年月日取样人:委托日期:年月日收样人:接收日期:年月日。
陕化煤化工节能减排技改工程无损检测委托单施工单位:**有限责任公司工程单元(工号):211H委托编号:陕化煤化工节能减排技改工程无损检测管道单线(设备探伤部位) 图委托编号:核承压设备无损检验人员考试试题2006年9月电力行业民用核承压设备无损检验人员核安全知识理论考试试卷得分评卷人是非题(在括号内,正确的打"○",错误的打"×",每题1分,共30分)法规部分沸水堆是目前世界范围内存在数量最多的核电堆型。
(×)核岛是一个将核能转变为热能的场所。
(○)重水堆使用重水作慢化剂,提高了中子利用率,因此可直接利用天然铀作燃料。
(○)两个不同安全等级的系统的接口,其安全等级应属于相连系统中较低的安全等级。
(×)对于不同安全等级的设备,其设计、制造、检验和质量控制的要求是不同的。
(○)压水反应堆用高浓集铀作核燃料,并用轻水作慢化剂和冷却剂。
(○)压水堆核电厂反应堆冷却剂系统的平均温度为350℃。
(×)蒸汽发生器是将一回路冷却剂从反应堆获得的热能传给二回路工质(使其变为蒸汽)的热交换设备。
(○)设备安全分级的目的是为制定一套分级的设计、建造和质量控制要求提供基础。
(○)如设备抗震类别为I级,其结构设计应能承受安全停堆地震(SSE) 所引起的载荷。
(○)在轻水反应堆中,通常采用水或石墨作慢化剂,就安全性而言,采用石墨作慢化剂更有利。
(×)稳压器的作用是补偿一回路冷却水温度变化引起回路水容积的变化和调节一回路系统冷却剂的工作压力。
(○)现代核电站普遍采用气罐式稳压器。
(×)压水堆核电站的主泵多为卧式多级离心泵。
(×)天然铀中所含易裂变材料U235的量不高,仅仅7%。
(×)放射性污染防治法的制定目的在于防治放射性污染,保护环境,保障人体健康,促进核能、核技术的开发与和平利用。
(○)"核电厂核事故应急管理条例"适用于可能或者已经引起放射性物质释放、造成重大辐射后果的核电厂核事故应急管理工作。
实验室委托单填写模式标准化管理部编码-[99968T-6889628-J68568-1689N]河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016委托单位:武警河北省总队日期:2016年7月13日统一编取样人:委托人: 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016委托单位:武警河北省总队日期:统一编号:取样人:委托人: 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016取样人:XXX 委托人:XXX 收样人:河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016河北博业建设工程质量检测有限责任公司检验(试验)委托单HBBY/GL 53-2016检验委托单样本(仅供参考)河北博业建设工程质量检测有限责任公司2014。