中尺寸背光检测SOP
- 格式:xls
- 大小:238.00 KB
- 文档页数:2
标题:背光类通用检验规范 发行日期:2017-02-24文件修改情况记录版次修改内容修改人批准修改日期A 初版刘永丽吴航宇 2017-02-241 范围。
本标准规定了LED背光片的技术要求、试验方法、检验规则和标志、包装、储存、运输要求。
本标准适用于蔚科LED背光片的测试及检验,适用于蔚科公司的来料检验标准。
2检验条件及判定标准。
2.1 外观检查:(1)光照条件:40W荧光灯下,周围灯亮度为800 LUX。
(2)目测距离:30Cm。
2.2抽样方案按MIL-STD-105E–Ⅱ单次抽样进行。
2.3按Ⅱ级抽样水准,CR=0,MA=0.65,MI=1.0 。
3外观检验标准。
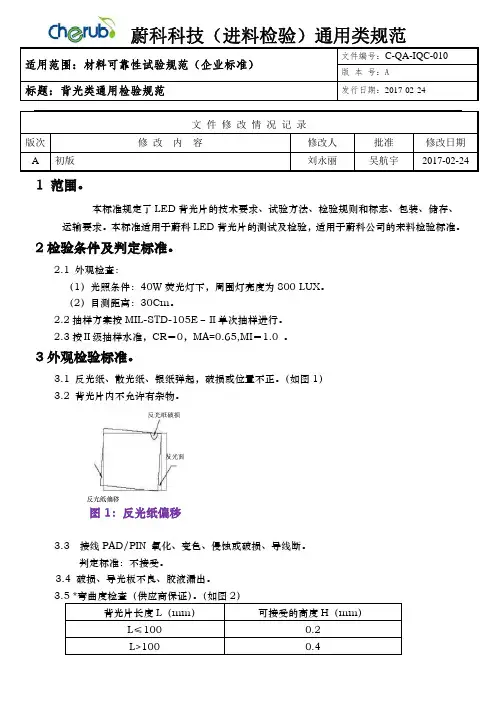
3.1 反光纸、散光纸、银纸弹起,破损或位置不正。
(如图1)3.2 背光片内不允许有杂物。
图1:反光纸偏移3.3 接线PAD/PIN 氧化、变色、侵蚀或破损、导线断。
判定标准:不接受。
3.4 破损、导光板不良、胶液漏出。
3.5 *弯曲度检查(供应商保证)。
(如图2)背光片长度L(mm) 可接受的高度H(mm)L≤100 0.2L>100 0.4标题:背光类通用检验规范发行日期:2017-02-24图2:背光片弯曲度测试示意图4尺寸检验。
4.1 尺寸标准:按图纸进行检查,所有尺寸在公差范围内,若尺寸超出公差范围将不会被接受,若图纸没有标明公差时,按以下标准执行。
(1)长度(L)及宽(W)的公差为±0.2mm。
(2)厚度(T)的公差为±0.1mm。
4.2 检查产品尺寸是否与BOM及技术图纸尺寸相符(图4)图4:尺寸、外观检验示意图判定标准:尺寸在规格范围内为合格;导线不断裂松脱,上锡完好为合格;黑点异物不允许为合格。
5功能测试。
5.1 使用直流电源供应器,用规格书的电流电压使背光片点亮(如图5)图A标题:背光类通用检验规范发行日期:2017-02-24图5:背光片功能测试5.2 点亮效果检。
① 打开稳压电源开关。

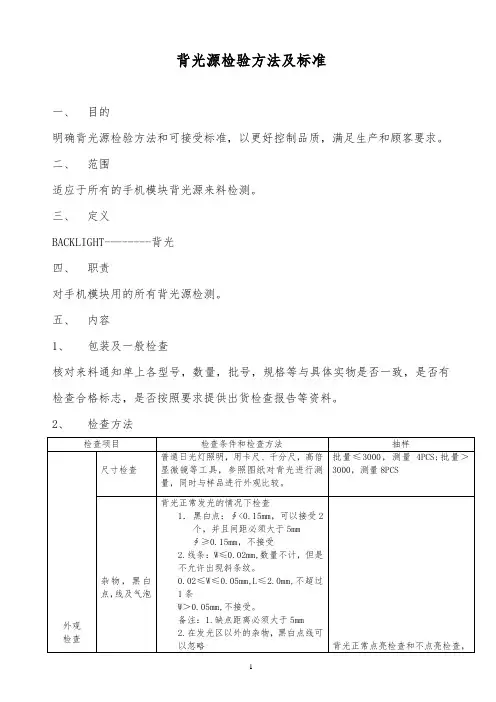
背光电测检验的作业流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!背光电测检验是一种常见的测试方法,广泛应用于电子产品的生产和质量控制过程中。
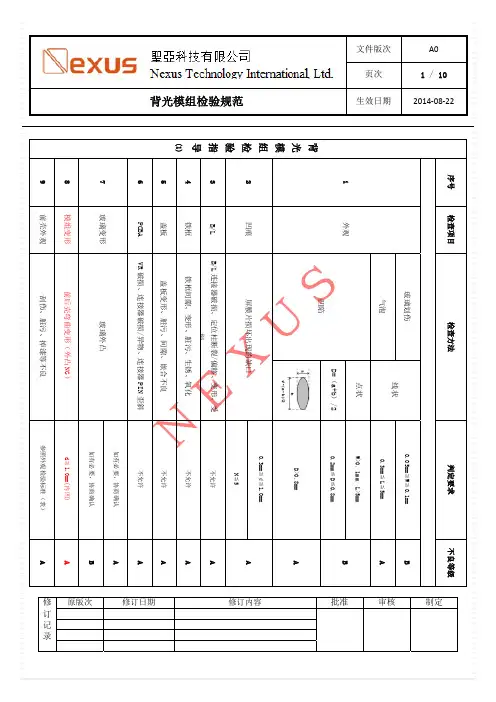
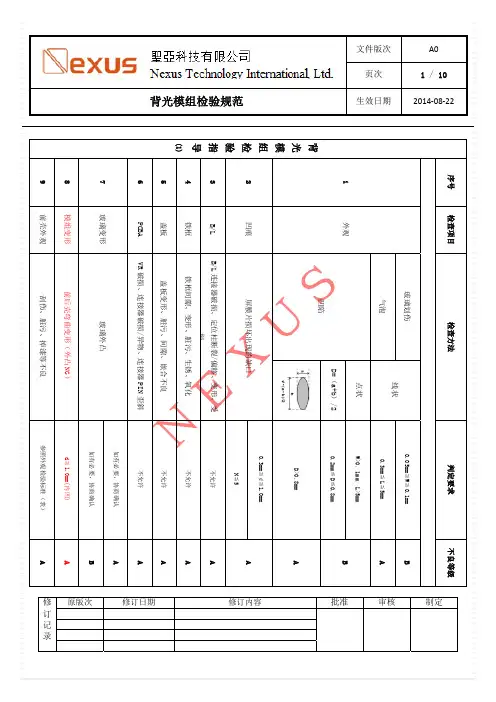
背光、玻璃检验规范
1.0目的
明确背光、玻璃来料品质验收标准,规范检验动作,使检验、判定标准能达到一致性
2.0范围:
适用于我司所有背光、玻璃来料检验。
3.0定义
3.1 致命缺陷(CR):对产品的使用,维护容易造成危害或不安全状况的缺陷,或妨碍重要工作性能的缺陷。
3.2.主要缺陷(MAJ):产品容易造成故障或大大降低单位产品预定可用性的缺陷,或对制程造成不易排除之影响之缺陷。
3.3.次要缺陷(MIN):与承认书,样品,图纸要求有差异,但不严重降低单位产品的预定的可用性,或不严重违背规定的标准,仅轻微地影响单位产品有效使用和操作的缺陷或该缺陷易于排除者。
4.0作业规定
4.1 抽样标准依据MIL-STD-105E 抽样计划执行,一般按II级水平实施。
4.2 允收水准AQL为:CR=0,MAJ=0.65,MIN=1.5
5.0检验项目及内容
备注:以上标准为基础检验标准,客户特色要求,以客户为准,但必须经工程、品质、业务共同验证后进行样品实验后制定标准
6.0相关文件
《MIL-STD-105E 抽样计划》7.0相关表单
《IQC来料检验报告》
I Q C来料检验报告
表.xl s
《来料异常报告单》
品质异常报告单
(2).xl s。
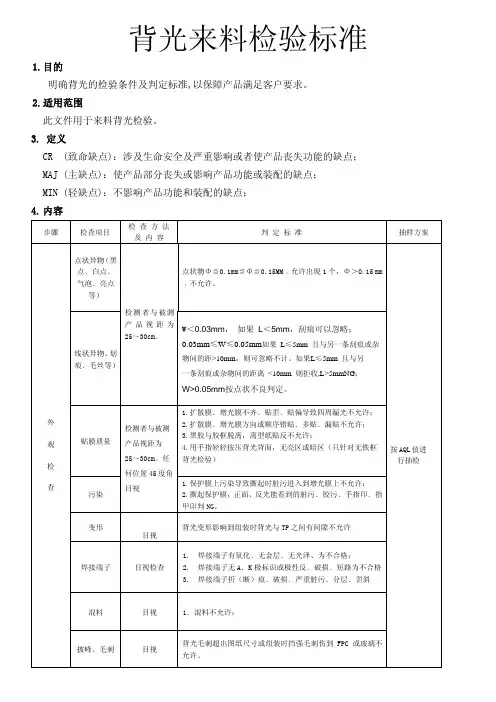
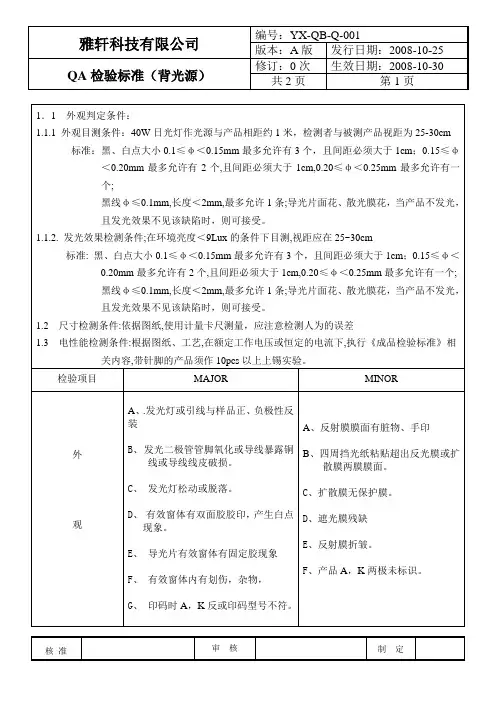
背光源检验方法及标准
一、目的
明确背光源检验方法和可接受标准,以更好控制品质,满足生产和顾客要求。
二、范围
适应于所有的手机模块背光源来料检测。
三、定义
BACKLIGHT--------背光
四、职责
对手机模块用的所有背光源检测。
五、内容
1、包装及一般检查
核对来料通知单上各型号,数量,批号,规格等与具体实物是否一致,是否有检查合格标志,是否按照要求提供出货检查报告等资料。
2、检查方法
六、附录
1.亮度,色度及亮度均匀度测试方法
设备:BM-7
参数:观察角度:1°
测试距离:500mm(距离:从镜头到背光表面的垂直距离)
恒流测试:恒流电流按照规格书要求。
测试正常亮度色度必须达到规格要求的电流;半亮时候电流按照半亮要求。
测试距离:500mm(从色度计镜头到背光源发光表面的垂直距离)
测试点:背光尺寸大于1.5寸的亮度,色度,均匀性必须测试九个点,亮度以九点平均值进行判定,九个点的平均值不得小于规格书的要求。
色度以单个点的色度进行判定,九个点都满足规格书要求,则PASS,均匀性以九个点中的亮度最小值除以最大值大于80%,为OK。
背光尺寸小于1.5寸的测试五个点。
计算方法同九点的算法:具体测试如下图:(注:如果客户有要求,按客户要求测试)
图1 图2
2.可靠性试验条件。
1作业前必须佩戴静电环
2作业人员须佩戴手套与指套,手套或指套如有破损须立即跟换3须轻拿轻放
QTY QTY QTY 版本量
量
量
A
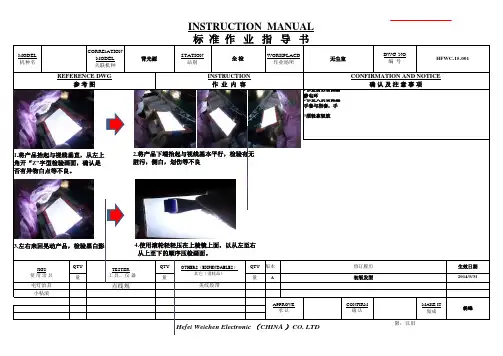
INSTRUCTION MANUAL 标 准 作 业 指 导 书
MODEL 机种名
CORRElATION
MODEL 关联机种
背光源
STATION 站别
全 检
WORKPLACD 作业场所
无尘室
DWG NO 编 号
HFWC-15-001
Hefei Weichen Electronic (CHINA )CO. LTD
REFERENCE DWG
INSTRUCTION CONFIRMATION AND NOTICE
参 考 图作 业 内 容确 认 及 注 意 事 项
APPROVE 承 认CONFIRM 确
认MAKE IT 做成
杨峰
美纹胶带
OTHERS (EXPENDABLES )
其它(消耗品)
JIGS 使 用 治 具
电灯治具小粘滚
工 具、 仪 器
点线规
修订履历生效日期初版发型
2014-5-3
TESTER 1.将产品抬起与视线垂直,从左上角开“Z”字型检验画面,确认是否有异物白点等不良。
2.将产品下端抬起与视线基本平行,检验有无脏污,侧白,划伤等不良
4.使用滚轮轻轻压在上棱镜上面,以从左至右从上至下的顺序压检画面。
3.左右来回晃动产品,检验黑白影
业指导书
01
认及注意事项
效日期
14-5-31
杨峰。
Approved by:客户: WIN一、外观检查注意事项1. 检查环境亮度:750~950 Lux2.目视距离:45 cm (18 in) 3. 检查角度:45 +/- 10° 4. 扫瞄时间:10秒/次5.外观检查面定义:Class 1: 通常正面可以看到的面Class2: 通常侧面可以看到的面Class3: 通常反面可以看到的面客户: WINApproved by:客户: WINApproved by:客户: WINApproved by:客户: WINApproved by:客户: WINApproved by:客户: WINApproved by:客户: WINApproved by:客户: WINApproved by:Approved by:客户: WIN五、屏幕打开外观检查流程1. 打开LCD 检查Panel and bezel 是否有刮伤、脏污、破损、断裂、rubber 无missing 、松脱等不良,摇晃LCD (角度为45°-120°)check 是否有异音。
检查LCD Panel to LCD bezel 的GAP 、Flush 是否在SPEC 范围内。
用手按TOP(如图标示)的四个点Check 是否有咔嚓声。
.2. 检查Hinge cover 、TOP 、K/B 无高跷、变形、刮伤、脏污、脱漆、错料,印刷图标无缺失、偏移、颠倒模糊 GAP 、Flush 是否在SPEC 范围内等.3. 检查Touchpad button 、Touch pad 有无刮伤、撞伤、脏污.注意事项:段差和Gap 的具体数据要参考各机种的具体标准。
六、LCD Cover 外观检查流程1、检查LCD Cover 无刮伤、脏污、脱漆、撞伤、缩水、断裂、脏污、、毛刺、杂质、喷漆不均匀等不良现象。
2、检查Dell logo 无脱落、松动、字体变形、GAP 、Flush 是否在SPEC 范围内注意事项:段差和Gap 的具体数据要参考各机种的具体标准。
PROPRIETARY NOTETHIS SPECIFICATION IS THE PROPERTY OF BOE AND SHALL NOT BEREPRODUCED OR COPIED WITHOUT THE WRITTEN PERMISSION OF BOE ANDMUST BE RETURNED TO BOE UPON ITS REQUEST.BOE BLU品质验收规范(TPC)BOE DBGSPEC. NUMBER SPEC. TITLE PAGEBOE BLU品质验收规范 1 of 14R ESPEC. NUMBER SPEC. TITLE :PAGEBOE BLU 品质验收规范2 of 14部品品质高宏B3 SQE B4 SQEPRODUCT GROUPREV.ISSUE DATE BLU PARTSO批准后生效REV.ECN NO.DESCRIPTION OF CHANGESDATE PREPARED OINITIAL RELEASE2017.08.031.为品质2.本不良 a b c d3.3.1显3.3.3推3.3.5数3.3.7封3.4.4.1按5. 5.1检6.6.1温a.温b.湿a.必b.在BOE BLU 品质验收规范3 of 14BLU PARTSO批准后生效6.2 外观检查SPEC. NUMBER SPEC.TITLE :PAGE7.7.1程1.C ritic2.Maj3.Min7.2不点灯状斑纹/污染BLU 表面因液体或异物粘上火渗透而生成的痕迹,包括手指印记亮线因材料搭配或LGP 效果没有调整好等原因而呈现的BLU 边缘亮线-SPEC. NUMBER SPEC.TITLE :PAGEBOE BLU 品质验收规范4 of 14Hotspot BLU 灯口端LED 与LED 之间的交替敏感不均现象显示不均因材料搭配或LGP 效果没有调整好而呈现的画面亮暗不一致的现象-边缘&四角漏光:膜材组装偏移,遮光胶没有贴好,LGP 没有裁切好等原因造成边缘或角部线型、点类发射状不良现象漏光-摩尔纹光线在LGP 与膜材之间、膜材与膜材之间、Pattern 与Prism 之间反复干扰形成类似波纹的现象牛顿环因Film 、Panel 以及POL 有有周期的棱镜 Film 之间的相互干扰,并以环状形态投影入视野的现象LED 灯不亮对应到LED 灯位置明显发黑,LED 没有点亮的现象-BLU PARTSO批准后生效不良名称现象描述图示点状不良-线性划伤、异物点灯状态下肉眼可见的白色或黑色线型不良现象-8.8.0.1No.356789124亮线不允许Major -SPEC. NUMBER SPEC.TITLE :PAGEBOE BLU 品质验收规范5 of 14膜材褶皱不允许Major-0.03<W≤0.05,L≤1, N≤10.05<W,N=0摩尔纹、牛顿环不允许Major -LED不亮不允许Critical -斑纹不允许Major 包括规则和不规则斑纹污染不允许Major -Major划伤的程度和深度可根据具体型号制定不同标准,但线性不良两条以上不允许有交叉线性划伤、异物边缘漏光、四角漏光Hotspot、显示不均如有样本,按照样本执行不允许Major PRODUCT GROUPREV.ISSUE DATE BLU PARTSO批准后生效项目判定基准等级备注D≦0.05mm不记0.05mm<D≦0.1mm,N≦1D>0.1mm,N=0W≤0.03,Ignore点状不良(白点、异物、亮点、透点)Major2个点之间的距离应≥5mm8.0.2BL No.2判定基准等级备注反射片不能超出胶框边缘Major 全视角检查确认口子胶不能超出胶框边缘,不能上胶框挡墙Major 全视角检查确认铁框变形不可超过图纸平台度SPECMajor-毛刺内侧显示区不允许,外部四角10mm(如A区)内不允许,10mm外≤0.05mmMajor喷码胶框31456- 二维码需和产品一一对应,不允许一个二维码对应2个及以上产品Critical-- 手触摸无明显高度感觉,不能识别不允许Critical -- 用胶带粘除时无脱落Major-残胶/划伤不允许Major 拆开BLU 后确认SPEC. NUMBER SPEC.TITLE :PAGEBOE BLU 品质验收规范6 of 14反射片/扩散片/棱镜片毛刺A类毛刺不可有,B类毛边宽度≤0.03mm(只有允许一处)Critical 拆开BLU 后确认划伤划伤无触感,划伤纹路不可超过两条Major -压痕压痕无触感,压痕纹路不可超过两条Major - 毛刺内侧显示区不允许,外部四角10mm(如A区)内不允许,10mm外≤0.05mmMajor 拆开BLU后确认角部形状圆滑规则形状,不可有异形Major 特殊异形项目除外- 喷码需清晰可见,无缺失,无重影Major-揭膜分离保护膜揭起来时顺利,反射片/口子胶无褶皱,无翘起,无浮起Major需揭口子胶保护膜检查PRODUCT GROUPREV.ISSUE DATE 膜材偏位BLU PARTSO批准后生效项目反射片/口子胶保护膜8.0.2BL No.LED内部及内部异物、脏污Light BarFPC不允许789线路漏铜不允许Critical -锡球不允许Critical - LED 歪斜Φ>3°不可有Critical-SPEC. NUMBER SPEC.TITLE :PAGEBOE BLU 品质验收规范7 of 14Critical -Critical -LED贴反不允许Critical -LED虚焊不允许Critical -LED浮高侧面观察LED与FPCB存在缝隙不可有Critical -LED锡多爬锡高度(F)高于零件支架高度25%H不可有Critical -金手指漏镍不允许Critical -金手指焊锡不允许Critical -金手指划伤不能贯穿单根金手指,不能露镍(黑色)Critical -上下CVL位置上下CVL位置错开,不能平齐Critical -LED破损不允许Critical -PRODUCT GROUPREV.ISSUE DATE BLU PARTSO批准后生效项目判定基准等级备注残胶/划伤不允许Major 需拆开BLU 后确认金手指氧化不允许Critical -LGP毛刺A类毛刺不可有,B类毛边宽度≤0.05mm(个数只允许一个)Critical 拆开BLU 后确认8.0.3特No.1234外长要测试左右,外宽要测试上中下二级部品尺寸BLU 尺寸56BOE BLU 品质验收规范8 of 14胶铁一体按照图纸尺寸SPEC.要求Major -LGP与L/B组装GapGAP≤0.1mmMajor -膜材组装精度按照图纸尺寸SPEC.要求Major -口子胶组装精度按照图纸尺寸SPEC.要求Major-SPEC. NUMBER SPEC.TITLE :PAGE膜材按照图纸尺寸SPEC.要求Major -LGP 按照图纸尺寸SPEC.要求Major -Light Bar 按照图纸尺寸SPEC.要求Major -胶框按照图纸尺寸SPEC.要求Major -铁框按照图纸尺寸SPEC.要求Major -均与性按照图纸尺寸SPEC.要求Critical -Hotspot按照图纸尺寸SPEC.要求Major如客户要求以测试入光侧的多点亮度均匀性来判定Hotspot ,则采用此方式,否则以点灯检查效果为准全尺寸按照图纸尺寸SPEC.要求Major关键尺寸按照图纸要求关键尺寸,每批测试,各尺寸SPEC.参考图纸Major PRODUCT GROUPREV.ISSUE DATE BLU PARTSO批准后生效项目判定基准等级备注色坐标按照图纸尺寸SPEC.要求Critical -亮度按照图纸尺寸SPEC.要求Critical -外宽1外宽2外宽3外长1外长28.0.3特No.LGP 设计1)软板对Pin脚打±8KV高压,1S2)判断标准:10uA电流下,显示电压值≥最低值CriticalLight Bar保护膜9静电测试显示电压最低值的计算方式要按照不同LED串并联方式进行计算LED推力1)推力标准:≥1Kgf 2)断点位置要求:a.半田破坏(推力测试后焊锡断裂开,部分被推掉,部分残留在灯条上)NGb.端子被破坏(部品端子/电极留在残锡上)OKc.基板焊盘剥离 OKd.合金层剥离 OKe.锡膏浸润不良 NG3)推力测试需推力标准及断点位置两条件需同时满足78Critical -SPEC. NUMBER SPEC.TITLE :PAGEBOE BLU 品质验收规范9 of 14低电流测试LED不亮不可有,输出电压满足SPEC要求Critical 单颗灯10uA ,低电流点灯测试LED一线性各LED到FPC边缘距离差≤0.1mm Critical -表面电阻电阻在10^6-10^9Ω之间Critical 1)反射片/口子胶保护膜BLU 上测试揭膜静电≤500V(不开离子风机时测试)Critical 2)棱镜片/扩散片/LGP 需供应商单独送带保护膜的材料给BOE 测试材质保护膜成分中不可以含有Si元素Critical入光侧端面端面为Serration锯齿状(视项目需求)Critical -金手指金厚按照图纸要求Critical -金手指镍厚按照图纸要求Critical -金手指锡厚按照图纸要求Major 适用于要求BLU FPC 带焊锡的产品金手指弯折在120X显微镜下观察(可用IQC 2.5D显微镜),金手指线路无断裂现象即为OKCritical方法:使用φ1.0mm 针规,180°,3个循环PRODUCT GROUPREV.ISSUE DATE BLU PARTSO批准后生效项目判定基准等级备注Patten类型网点面为撞点,非网点面为V-CUT(Lenti)Critical -8.0.4一No.拆分对比封样外观对比BLU整体外观与封样外观完全一致,无需拆解Critical -LED 形状、大小与封样完全一致Critical -LED FPC颜色、尺寸、轮廓形状、布线、正负标号与封样完全一致Critical-有害物质测量各部件Cr、Pb、Hg、Cd、Cl、Sn、Sb、Br的含量符合管控要求12Critical参考《GS-CG03 DBG Environment Hazardous Substance ControlSpec_Rev.XX 》SPEC. NUMBER SPEC.TITLE :PAGEBOE BLU 品质验收规范10 of 14导光板轮廓形状、尺寸、卡扣、网点、版本号与封样完全一致Critical 重点关注网点结构反射片轮廓形状、颜色、尺寸、纹络与封样完全一致Critical -胶框轮廓形状、尺寸、版本号、卡扣与封样完全一致Critical -铁框喷码、钢印、轮廓形状、尺寸、卡扣与封样完全一致Critical -胶铁一体与上批次尺寸、外观完全一致与封样完全一致Critical -光学参数辉度、均匀性、色差、色坐标、Hotspot等符合管控要求CriticalPET 轮廓形状、尺寸与封样完全一致Critical -遮光胶轮廓形状、尺寸与封样完全一致Critical -上下棱轮廓形状、尺寸、纹络、棱间距、棱角度与封样完全一致Critical -扩散片轮廓形状、颜色、尺寸、纹络与封样完全一致Critical-PRODUCT GROUPREV.ISSUE DATE BLU PARTSO批准后生效项目判定基准等级备注整体尺寸长度、宽度、厚度与封样完全一致Critical8.0.5可No.1234567Vibration Test1、功能测试正常;2、点亮视角检查无周边亮线(膜材移位);3、不能出现吸塑盘脱落,严重破损(支撑结构开裂,产品受力)或变形。
整车内饰背光测试方法介绍车辆内饰背光的测试是整车生产过程中必不可少的一项工作。
车辆内饰背光影响整车的外观美观和驾驶体验。
因此,在整车的生产和检验过程中,对车辆内饰背光进行测试是非常必要的。
本文将介绍整车内饰背光测试的方法。
一、测试工具与材料1. 光密度计;2. 测试阴暗室;3. 测试灯条;4. 多毫安电流表;5. 端口测试器。
二、测试步骤1. 准备测试阴暗室:测试阴暗室需要是完全密闭的空间,没有任何光线进入,以确保测试数据的准确性。
测试阴暗室的墙壁、地面和天花板都需要涂上黑色材料;2. 放置测试灯条:将需要测试的灯条放到测试阴暗室中,要让灯条的背光能够照亮整个测试阴暗室;3. 测试光密度:在测试灯条照着测试阴暗室时,使用光密度计测量背光的光密度。
需要从不同的角度和不同的区域测量,并且要记录下每次测量的数据;4. 测试电流:在测量光密度的同时,使用多毫安电流表测量背光的电流。
也需要从不同的角度和不同的区域测量,并且将每次测量的数据记录下来;5. 确认端口测试器:使用端口测试器测试背光电路中是否有任何问题。
如果存在问题,则需及时处理。
三、测试结果分析1. 光密度的标准:每种车型的内饰背光光密度标准不同,需要与生产标准进行比较,查看测试结果是否符合标准;2. 电流的标准:每种车型的内饰背光电流标准不同,需要与生产标准进行比较,查看测试结果是否符合标准;3. 端口测试器测试结果:如果存在端口问题,则需要及时进行修复。
修复后需要重新测试。
四、测试总结车辆内饰背光测试是整车生产过程中很重要的一项工作。
通过测试,可以确保车辆内饰背光的质量,提升整车的外观美观和品质体验。
测试时需要注意保证测试阴暗室的遮光性,以及测试灯条的均匀性。
测试结果需要与生产标准进行比较,查看是否需要进行调整或修复。
除了测试工具与步骤,这里还有几点需要注意的内容:1. 灯条的选择在进行内饰背光测试前,需要确定使用哪一种灯条。
通常在车内安装的灯条有两种类型:冷光源和暖光源。
次要缺陷: AQL 1.0。
4.0检查仪器游标卡尺、直流电源、专用测试架、万用表 5.0检查条件外观检查、功能测试时:(1)光照条件:40 W 荧光灯下,周围灯亮度为800 LUX ; (2)目测距离:30 cm ;(3)背光功能检查:在暗室中进行背光功能检查(或相当于暗室的条件)。
6.0外观检查外观检查见表一:表一(外观标准)缺陷描述判 定 标 准缺陷图示 缺陷等级 不同型号或类型及混杂其他型号 不允许N/A 主要反光纸、散光纸、银纸弹起,破损或位置不正不允许次要表一(外观标准)(续1)缺陷描述判 定 标 准缺陷图示在背光片内的外来物件或污染可接受的大小及数量: 平均直径(mm )允许个数 D <0.1 忽略 0.10<D ≤0.20 1 D >0.20备注:两点之间的距离不小于1 cm平均直径Φ=(X+Y )/2次要接线/PAD/PIN 氧化、变色、侵蚀或破损 不允许N/A 次要 破损、注塑不良,胶液漏出 不允许N/A次要反光纸破损反光纸偏移发光面XYPCB3mm 3mm测试点测试点文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 背光片的电压不允许超出规格范围N/A 主要黑点当背光片点亮或非点亮时,在发光范围内可接受黑点的大小及数量:平均直径(mm)允许个数D<0.1 忽略0.10<D≤0.20 1D>0.20 0备注:两点之间的距离不小于1 cm平均直径Φ=(X+Y)/2次要面花/散光纸花当背光片点亮时,盖上LCD若不见该缺陷,则可以接受N/A 次要9.0相关文件9.1《抽样检验作业指导书》(KL-QAR-WI-003)10.0相关记录10.1《进料检验记录表》(KL-QAR-QR-002)XY。