手工焊锡的原理和方法.共23页文档
- 格式:ppt
- 大小:2.02 MB
- 文档页数:23

焊锡丝的焊接原理及具体过程焊锡丝是一种焊接材料,常用于电子元器件的焊接工艺中。
它的主要成分是锡,通过在被焊接部件表面加热后使其熔化,并通过表面张力作用形成焊点,从而实现焊接的目的。
那么,焊锡丝的焊接原理是什么?具体的焊接过程又是怎样的呢?焊接原理主要涉及到几个关键的物理过程,包括熔化、润湿、扩散和凝固。
首先,在焊接过程中,焊锡丝需要被加热至其熔点,使其变成液态。
这一过程可以通过电烙铁或火焰来完成。
当焊锡丝熔化后,其表面张力会使其自动聚集在焊接部件的表面上,这就是润湿过程。
润湿过程的好坏是影响焊接质量的重要因素之一。
在润湿过程中,焊锡丝和焊接部件表面之间的分子间力会起到关键作用。
如果焊锡丝能够与焊接部件表面形成良好的分子间力,那么润湿效果就会好,焊锡丝能够完全覆盖焊接部件的表面。
否则,焊锡丝只会局部润湿,无法形成连续的焊点。
因此,为了提高焊接质量,通常会在焊接前对焊接部件进行表面处理,以增加焊锡丝与焊接部件之间的分子间力。
在焊接过程中,焊锡丝会与焊接部件的金属元素发生扩散。
扩散过程会导致焊锡丝中的一部分金属元素溶解到焊接部件中,同时焊接部件的金属元素也会溶解到焊锡丝中。
这一过程有助于提高焊点的强度和稳定性,同时也有助于提高焊接部件的导电性和导热性。
焊锡丝会在焊接部件的表面逐渐冷却并凝固,形成稳定的焊点。
焊点的凝固过程需要一定的时间,因此在焊接过程中需要保持焊锡丝与焊接部件的相对位置不变,以确保焊点形成后不会受到外力的干扰。
总结一下,焊锡丝的焊接原理主要涉及到熔化、润湿、扩散和凝固等物理过程。
在焊接过程中,焊锡丝通过加热熔化后,利用表面张力在焊接部件表面形成焊点。
焊点的质量和稳定性受到润湿效果的影响,因此需要对焊接部件进行表面处理以提高润湿效果。
此外,焊点的强度和稳定性还受到扩散过程的影响,扩散过程有助于提高焊点的质量。
最后,焊接过程需要保持焊锡丝与焊接部件的相对位置不变,以确保焊点形成后不会受到外力的干扰。
简述手工焊接工艺技术一、焊锡原理焊接:就是用焊锡做媒介,加热而使A.B二金属接合并达到导电的目的。
两个金属间的接合力即靠焊锡与金属表面所产生的合金层。
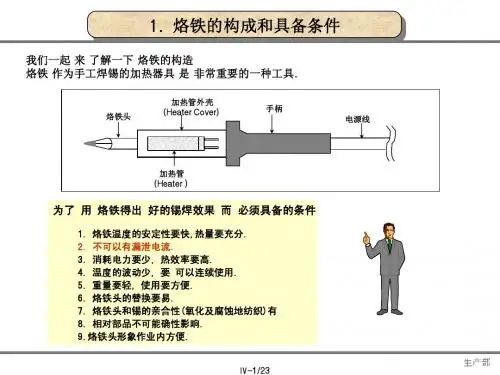
二、焊锡使用工具及材料焊锡使用工具主要有:烙铁、镊子、定位治具、毛刷、助焊剂瓶、抽风管等。
1.烙铁烙铁的主要组成部分烙铁最主要是由发热体,烙铁头,把手,电源线,控温器等组合而成。
2.烙铁头的使用烙铁头应每日取出清理及发热体(管)的杂质,新烙铁头使用时先将温度设定在100℃,温度到达后再设定至200℃,达到200℃时加锡于全部沾锡面,待5分钟后再设定至所需温度,如此可延长寿命,三、焊铁温度控制1.依温度指示表上的刻度直接读取,并依O/I规定调至定位,实际温度以实际量测值为准。
2.烙铁温度设定一般为380+/-30℃,若工艺上特别注明,以该站别工艺为准电子零件使用60W 有铅温控烙铁(360±15℃)机构零件使用60W 有铅温控烙铁(420±20℃)电子零件使用100W 无铅温控烙铁(390±10℃)四、锡丝的分类按锡铅比例不同可分为:低温锡丝和高温锡丝1.低温锡丝﹕Sn/Pb=63/37(63%的锡,37%的铅)2.高温锡丝﹕Sn/Sb/Pb=10/5/85(10%的锡,5%的锑,85%的铅)低温焊锡所需烙铁温度为:310±20℃高温焊锡所需烙铁温度为:360±20℃低温锡丝(63/37)熔点较低且为共晶点,其焊点较其它锡丝优越因为:a.因其不经过半熔融状态而迅速的固化或液化﹐因此可以最快速度完成焊锡工作。
b.能在较低温度开始焊锡作用﹐性能最佳的比例。
c.渗透力强﹐可以渗透金属上极微空隙。
六、海棉使用方式1.使用前:应先清洁海棉上的灰尘及污物,并加入适当的水。
2.使用中:不可将烙铁头重压于海棉上,应以轻拭方式行,则可延长海棉及烙铁头使用寿命。
3.使用后:应将海棉清洗干净并尽量甩干内含水份,避免烙铁海棉架生锈。
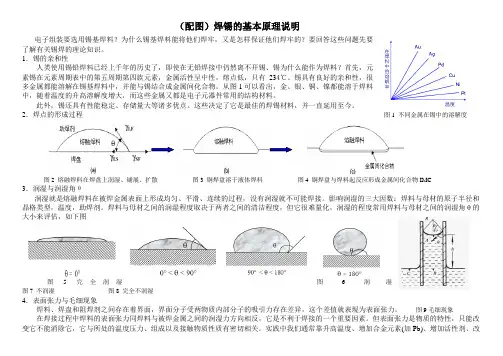
(配图)焊锡的基本原理说明电子组装要选用锡基焊料?为什么锡基焊料能将他们焊牢,又是怎样保证他们焊牢的?要回答这些问题先要了解有关锡焊的理论知识。
1.锡的亲和性人类使用锡铅焊料已经上千年的历史了,即使在无铅焊接中仍然离不开锡、锡为什么能作为焊料?首先,元素锡在元素周期表中的第五周期第四族元素,金属活性呈中性,熔点低,只有234℃。
锡具有良好的亲和性,很多金属都能溶解在锡基焊料中,并能与锡结合成金属间化合物。
从图1可以看出,金、银、铜、镍都能溶于焊料中,随着温度的升高溶解度增大,而这些金属又都是电子元器件常用的结构材料。
此外,锡还具有性能稳定、存储量大等诸多优点。
这些决定了它是最佳的焊锡材料,并一直延用至今。
2.焊点的形成过程图1 不同金属在锡中的溶解度图2 熔融焊料在焊盘上润湿、铺展、扩散图3 铜焊盘溶于液体焊料图4 铜焊盘与焊料起反应形成金属间化合物IMC3.润湿与润湿角θ润湿就是熔融焊料在被焊金属表面上形成均匀、平滑、连续的过程,没有润湿就不可能焊接。
影响润湿的三大因数:焊料与母材的原子半径和晶格类型,温度,助焊剂。
焊料与母材之间的润湿程度取决于两者之间的清洁程度,但它很难量化,润湿的程度常用焊料与母材之间的润湿角θ的大小来评估,如下图图 5 完全润湿图 6 润湿图7 不润湿图8 完全不润湿4.表面张力与毛细现象焊料、焊盘和阻焊剂之间存在着界面,界面分子受两物质内部分子的吸引力存在差异,这个差值就表现为表面张力。
图9毛细现象在焊接过程中焊料的表面张力同焊料与被焊金属之间的润湿力方向相反,它是不利于焊接的一个重要因素。
但表面张力是物质的特性,只能改变它不能消除它,它与所处的温度压力、组成以及接触物质性质有密切相关。
实践中我们通常靠升高温度、增加合金元素(加Pb)、增加活性剂、改善介质环境(N2)等几种方法来降低焊料的表面张力以提高焊料的润湿力。
当把细管插入液体中时,液体若能润湿细管,液面将呈凹面如图9,其本质是进入毛细管中液体表面张力的作用而产生的。

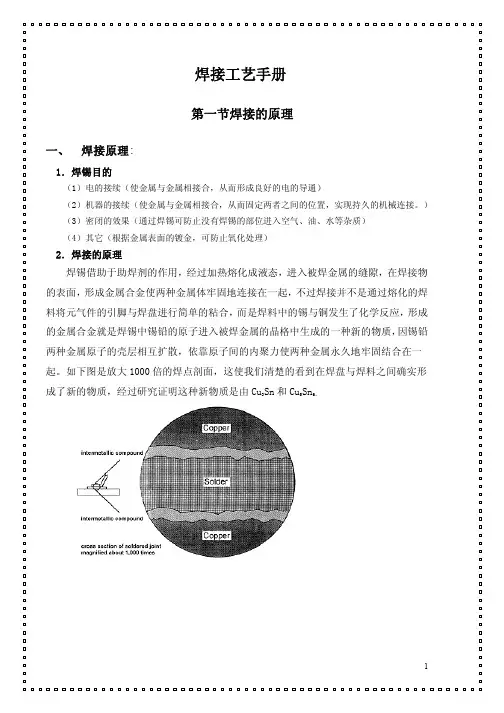
焊接工艺手册第一节焊接的原理一、 焊接原理:1.焊锡目的(1)电的接续(使金属与金属相接合,从而形成良好的电的导通)(2)机器的接续(使金属与金属相接合,从而固定两者之间的位置,实现持久的机械连接。
)(3)密闭的效果(通过焊锡可防止没有焊锡的部位进入空气、油、水等杂质)(4)其它(根据金属表面的镀金,可防止氧化处理)2.焊接的原理焊锡借助于助焊剂的作用,经过加热熔化成液态,进入被焊金属的缝隙,在焊接物的表面,形成金属合金使两种金属体牢固地连接在一起,不过焊接并不是通过熔化的焊料将元气件的引脚与焊盘进行简单的粘合,而是焊料中的锡与铜发生了化学反应,形成的金属合金就是焊锡中锡铅的原子进入被焊金属的晶格中生成的一种新的物质,因锡铅两种金属原子的壳层相互扩散,依靠原子间的内聚力使两种金属永久地牢固结合在一起。
如下图是放大1000倍的焊点剖面,这使我们清楚的看到在焊盘与焊料之间确实形成了新的物质,经过研究证明这种新物质是由Cu3Sn和Cu5Sn6。
3.焊接的分类不加热 超声波焊接加压焊(加热或不加热)加热到局部熔化 接触焊 对焊金属焊接手工烙铁焊(锡线)浸焊(锡条)锡焊(母材不熔化、焊料熔化) 焊锡波峰焊(锡条)再流焊(锡膏)4.有关焊锡之名词(1)点焊:将导线或元件脚穿过线路板或其它焊锡孔位,单个焊接在铜片位上,一次只焊接一个焊点.(2)贴焊:将零件脚、导线或排梳、排线等表面焊接在线路板其它锡点面上,一次只焊接一个焊点。
(3)拖焊:将排梳或排线穿过线路板锁孔,沿排孔方向进行焊接,一次可焊接多个焊点。
(4)执锡:过锡炉后的机芯板,有少锡、短路等不户锡点,需将其修改成完好锡点,即机芯执锡。
5.焊接必须具备的条件(1)、焊件必须具有良好的可焊性(在焊接时,由于高温使金属表面产生氧化膜,影响材料的可焊性,为了提高可焊性,一般采用表面镀锡、镀铜等措施来防止表面的氧化)(2)、焊件表面必须保持清洁(即使可焊性良好的焊件,由于储存或被污染,都可能在焊件表面产生有害的氧化膜和油污)(3)、要使用合适的助焊剂(不同的焊接工艺,应选择不同的助焊剂)(4)、焊件要加热到适当的温度(不但焊锡要加热到熔化,而且应该同时将焊件加热到能够熔化焊锡的温度)二.焊接的主要方法1. 焊接顺序(1).将烙铁头在含水分的海绵上清理干净,准备焊接:左手拿锡丝,右手握烙铁,进入备焊状态。