焊接螺母底孔的选择
- 格式:xlsx
- 大小:11.34 KB
- 文档页数:2


焊接螺母规格螺母是一种常见的紧固件,具有内部螺纹的圆柱形金属零件。
它通常与螺栓一起使用,用于连接和固定物体。
在焊接过程中,螺母也扮演着重要的角色。
本文将探讨焊接螺母的规格以及其相关问题。
一、焊接螺母的材料焊接螺母通常由碳钢、不锈钢或铜等材料制成。
不同材料的螺母具有不同的性能和用途。
碳钢螺母具有良好的强度和耐磨性,适用于大多数一般应用。
不锈钢螺母具有耐腐蚀性能,适用于在潮湿或腐蚀环境中使用。
铜螺母具有良好的导电性和导热性,适用于电气连接等特殊应用。
二、焊接螺母的尺寸焊接螺母的尺寸通常按照螺纹直径、螺距和高度来确定。
螺纹直径是螺母内部螺纹的直径,通常以毫米为单位。
螺距是螺母内部螺纹的螺旋间距,通常以毫米为单位。
高度是螺母的整体高度,通常以毫米为单位。
根据不同的标准和要求,焊接螺母的尺寸可能会有所不同。
三、焊接螺母的类型焊接螺母的类型主要包括标准型、阻尼型和自锁型。
标准型螺母是最常见的类型,适用于一般的连接和固定。
阻尼型螺母具有附加的阻尼垫圈,可提供额外的阻尼和减震效果。
自锁型螺母具有特殊的设计,可以自动锁紧并防止螺母松动。
四、焊接螺母的应用焊接螺母广泛应用于各种领域和行业。
它们常见于建筑、机械、汽车、电子等领域。
焊接螺母可以用于连接和固定钢结构、设备、零部件等。
在焊接过程中,螺母的规格和性能对焊接质量和连接强度起着重要的影响。
五、焊接螺母的注意事项焊接螺母在使用前需要进行表面处理,以去除油脂和杂质,确保焊接效果。
在焊接过程中,需要控制焊接温度和时间,避免过热或过焊,以免影响螺母的性能。
焊接螺母的焊接位置和数量也需要合理安排,以确保焊接质量和连接强度。
六、焊接螺母的质量控制焊接螺母的质量控制包括材料质量、尺寸精度和焊接质量等方面。
材料质量需要符合相关标准和要求,确保螺母的性能和使用寿命。
尺寸精度需要通过检测和测量来保证,以确保螺母与螺栓的匹配和连接质量。
焊接质量需要通过焊接工艺和焊接操作来控制,以确保焊接质量和连接强度。

铆螺母如何开孔,底孔尺寸开多大?
铆螺母如何开孔,底孔开多大?
冠向铆螺母常用规格M3 M4 M5 M6 M8 M10 M12 ;对应底孔如下:常规款M3-M12开孔大小:
(1)圆形拉铆螺母开孔尺寸:
M3圆形拉铆螺母开直径5.0的圆孔
M4圆形拉铆螺母开直径6.0的圆孔
M5圆形拉铆螺母开直径7..0的圆孔
M6圆形拉铆螺母开直径9.0的圆孔
M8圆形拉铆螺母开直径11.0的圆孔
M10圆形拉铆螺母开直径13.0的圆孔
M12圆形拉铆螺母开直径15.0的圆孔
特殊M10 M12开孔大小:
M10圆拉铆螺母开直径12.0的圆孔
M12圆拉铆螺母开直径16.0的圆孔
(2)六角拉铆螺母开孔尺寸
M3六角拉铆螺母开对边5.0的六角孔
M4六角拉铆螺母开对边6.0的六角孔
M5六角拉铆螺母开对边7..0的六角孔
M6六角拉铆螺母开对边9.0的六角孔
M8六角拉铆螺母开对边11.0的六角孔
M10六角拉铆螺母开对边13.0的六角孔
M12六角拉铆螺母开对边15.0的六角孔
特殊M10 M12开孔大小:
M10六角拉铆螺母开对边12.0的六角孔
M12六角拉铆螺母开对边16.0的六角孔
这两款比较少用,但是有些设计要求12 16对边的,所以采买过程一定要明确自己需要对边开孔多大的,提前告知销售方,避免买错耽误工程。
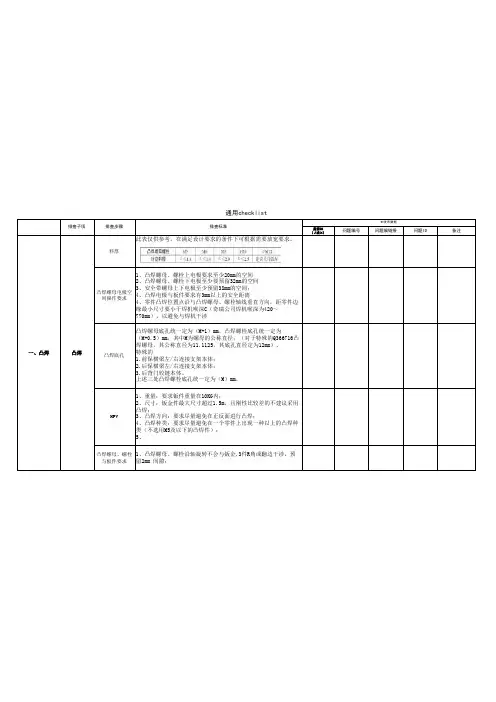
是否OK(√或×)问题编号问题编链接问题ID备注料厚此表仅供参考,在满足设计要求的条件下可根据需要放宽要求。
凸焊螺母电极空间操作要求1、凸焊螺母、螺栓上电极要求至少20mm的空间2、凸焊螺母、螺栓下电极至少要预留32mm的空间3、安全带螺母上下电极至少预留38mm的空间;4、凸焊电极与板件要求有3mm以上的安全距离4、零件凸焊位置点沿与凸焊螺母、螺栓轴线垂直方向,距零件边缘最小尺寸要小于焊机喉深C(奇瑞公司焊机喉深为420~770mm),以避免与焊机干涉凸焊底孔凸焊螺母底孔统一定为(M+1)mm,凸焊螺栓底孔统一定为(M+0.5)mm,其中M为螺母的公称直径;(对于特殊的Q366716凸焊螺母,其公称直径为11.1125,其底孔直径定为12mm)。
特殊的1.前保横梁左/右连接支架本体;2.后保横梁左/右连接支架本体;3.后背门铰链本体。
上述三处凸焊螺栓底孔统一定为(M)mm,HPV 1、重量:要求钣件重量在10KG内;2、尺寸:钣金件最大尺寸超过1.5m,且刚性比较差的不建议采用凸焊;3、凸焊方向:要求尽量避免在正反面进行凸焊;4、凸焊种类:要求尽量避免在一个零件上出现一种以上的凸焊种类(不选用M5及以下的凸焊件);5、凸焊螺母、螺栓与板件要求1、凸焊螺母、螺栓沿轴旋转不会与钣金,3件R角或翻边干涉,预留2mm 间隙;通用checklist排查子项排查步骤排查标准M1发布数据一、凸焊凸焊(√或×)问题编号问题编链接问题ID备注零部件形状搬运性,工位器具性1、三级以下总成避免出现过长、过大的零件以及刚性不好的零件;2、零件在工位器具上能够稳定的位置放置。
约束过多1、零件的搭接关系复杂,搭接面型面过于复杂,难以保证装配到位,建议产品设计局部贴合,在点焊的地方做贴合其他位置放开2、避免4面搭接以上的搭接面出现。
装配过程中零件是否干涉零件相互安全距离1、分析零件在沿定位孔法向运动时,是否会与其他零件干涉。
