33
2.2 砂型铸造
2.2.1 砂型铸造的生产过程及特点 2.2.2 砂型铸造工艺简介 2.2.3 铸造工艺图的制订 2.2.4 综合分析举例
34
2.2.1 砂型铸造的生产过程及特点
一、砂型铸造的生产过程
35
二、砂型铸造的特点
1. 一个砂型只能使用一次,耗费大量的造型 工时。
2. 砂尘污染,劳动条件差。 3. 适应性广。
4
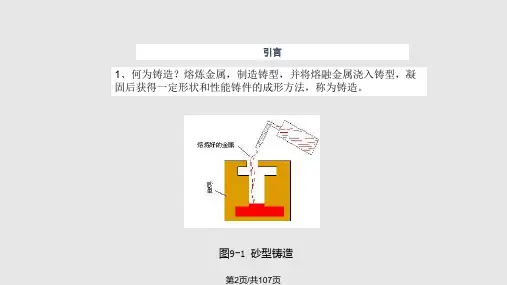
4.分类 a. 砂型铸造 b. 特种制造
熔模铸造; 压力铸造; 离心铸造; 气化模铸造
5
5. 应用
汽缸体, 衬套, 床身, 活塞, 活塞环,轧辊, 轮, 机架, 水管.
6
2.1 液态金属成形理论基础
2.1.1 液态合金的充型 2.1.2 铸件的收缩 2.1.3 铸造内应力、变形和裂纹
7
2.1.1 液态合金的充型
1.壁厚均匀,形状对称; 2.同时凝固; 3.反变形法、拉肋 4.时效处理。
24
25
三、铸件的裂纹及其防止 ①热裂:
缝隙宽,形状曲折,缝内呈氧化色 选择凝固温度范围小的合金,提高砂型和芯砂的退让性,严
格控制硫的含量
②冷裂:
裂纹细小,呈连续直线状,轻微氧化色 减小内应力和降低合金脆性的因素,控制磷的含量。
13
2.1.2 铸件的收缩
一、收缩的概念 收缩:合金从浇注、凝固直至冷却到室温,其体积或尺
寸缩减的现象。 收缩是合金的物理本性。收缩给铸造工艺带来许多困难,是
多种铸造缺陷产生的根源。 合金收缩的三个阶段:
⑴液态收缩:从浇注温度到凝固开始温度间的收缩。 ⑵凝固收缩:从凝固开始温度到凝固终止温度间的收缩。 ⑶固态收缩:从凝固终止温度到室温间的收缩, 收缩导致铸件产生缩孔,缩松,变形,裂纹等缺陷。 合金的收缩与化学成分、浇注温度、铸件结构、铸型条件有 关。