铸造工艺及工装的设计
- 格式:ppt
- 大小:5.80 MB
- 文档页数:51

阶梯轴的工艺规程及工装设计
郑 州 科 技 学 院
专科毕业设计(论文)
题 目 阶梯轴的工艺规程及工装设计
学生姓名
专业班级 机械制造与自动化
学 号
所 在 系 机械工程系
指导教师
完成时间 年 月 日
阶梯轴的工艺规程及工装设计
II
阶梯轴的工艺规程及工装设计
摘 要
数控加工技术作为现代制造技术的典型代表,使得机械机械制造方法和过程已经发生和正在发生着显著变化。现代数控加工技术与传统加工技术相比,无论在加工工艺,加工过程的控制,还是在加工设备等诸多方面均有明显不同。机械类专业,特别是机械制造专业的学生掌握数控加工技术非常必要,多数高校均把“数控加工技术”列为机械类及相关专业的一门主干课程。实践性、技术性和综合性是数控加工技术的显著特点,针对该特点,常把数控加工技术的实践教学列为重点教学内容。
本文根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。同时本文还应用数控宇龙仿真软件进行手动编程程序效验、用pro/e三维建模、autoCAD2008等相关软件作为计算机辅助设计,很好的完成本次毕业设计。
关键词 工艺分析/加工方案/进给路线/pro/e三维
阶梯轴的工艺规程及工装设计
III
LADDER SHAFT TECHNIQUES PROCEDURE
AND TOOLING DESIGN
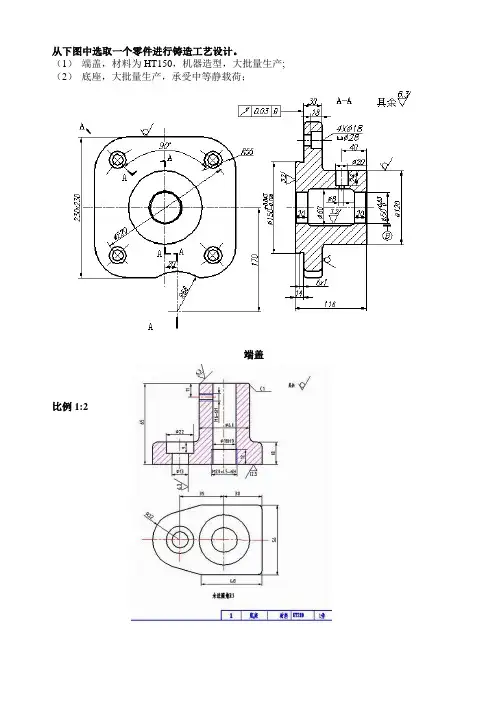
从下图中选取一个零件进行铸造工艺设计。
(1) 端盖,材料为HT150,机器造型,大批量生产;
(2) 底座,大批量生产,承受中等静载荷;
比例1:2
端盖
阀盖
比例1:2 铸造工艺课程设计指导书
§1设计目的与要求
1.通过课程设计巩固和加深铸造工艺课及其它有关基础课和技术基础课的知识;
2.通过课程设计能较系统的掌握铸造工艺及工艺工装的设计方法,锻炼运用铸造工艺手册及其它技术资料的基本技能,以达到培养学生分析和解决铸造生产实际问题的能力;
3.通过课程设计使学生进一步提高图纸、文字表达能力;
4.为今后工作打下基础。
§2设计任务
学生要在规定的时间(三周)内,必须完成一个中等复杂程度的零件,采用机器造型的主要铸造技术文件汇(编)制工作。
具体任务包括:
1. 铸造工艺图一张
2. 模板装配图一张
3. 芯盒装配图一张
4. 铸型装配图一张
5. 铸造工艺卡一张
6. 设计说明书一份
§3设计内容和步骤
铸造工艺课程设计总的程序是:根据已下达的课题任务-零件图进行详细的工艺分析后,绘制出铸造工艺图。然后以工艺图为依据,设计出模板图和芯盒图,然后再绘制铸型装配图(合箱图),最后编写设计说明书和工艺卡。
§3.1按设计步骤分别介绍各项主要内容与注意事项:
§3.1.1首先了解和熟悉铸造零件图纸
通过阅读图纸,应着重了解以下各点:
1.了解铸造零件的结构形状及各投影间的关系,建立零件形状的明确完整的立体概念,以保证工艺设计及各项设计制图工作的顺利进行;
2.弄清零件图的各项尺寸,并着重记录铸造零件的重量,主要壁厚及最大壁厚,零件最大尺寸(长宽高轮廓尺寸),以供工艺设计使用;
3.零件各项公差要求,零件加工位置及零件各项加工要求(包括边面光洁度),并对加工方法做初步了解;
4.零件材质及性能要求,以及图纸上指出的各项特殊技术要求。
§3.1.2了解和分析铸造零件在机器中的位置和作用

第一章 绪论
1.1 多轴加工应用
一个零件的同一个面上,往往有多个孔,如果在普通钻床上加工,通常要一个孔一个孔的钻削,生产效率低。要是在普通立式钻床的主轴上装一个多轴头,利用多轴头,可分别进行钻、扩、铰孔及攻丝等加工,也可同时进行钻、扩、铰孔或钻扩、攻丝等多工序加工。就可以同时钻削多个孔,使加工件的孔位能够保证较高的位置精度。大大提高了生产效率。一台普通的多轴器配上一台普通的钻床就能一次性把几个乃至十几二十个孔或螺纹加工出来。实现用立钻床代替摇臂钻床的多孔加工。灵活方便,能大大节省加工时间和辅助时间,提离劳动生产率。不同的加工方法有不同的特点,就钻削加工而言,多轴加工是一种通过少量投资来提高生产率的有效措施。
1.1.1 多轴加工优势
多轴加工是在一次进给中同时加工工件上多个孔,可缩短加工时间,提高度,减少装夹与定位时间;不必像在数控机床加工中计算坐标等,简化了编程;它可以采用通用设备(如立式或摇臂钻床)进行加工;节省了专用设备的投资。钻孔这道工序,在传统的机械加工中,在中小批量的生产中,一般是采用立式钻床,一次只钻一个孔,然后移位钻头钻下一个孔。这种加工方法生产效率地下,而且难以保证孔的位置精度。为了解决这一问题,经过近年来的不断摸索和改进,在立式钻床上,利用多轴钻头加工多孔件,扩大了立式钻的适用范围,其具有结构简单,制造方便,投资少,见效快的特点。生产工人在实际操作过程中,工件安装简单,工作方便,减少了工序数目,缩短了工艺路线,简化了生产计划和生产组织工作。而且能较好的保证连轴器多孔的同时加工的精度要求。
1.2 多轴加工的设备
多轴加工是在一次进给中同时加工许多孔或同时在许多相同或不同工件上各加工一个孔。这不仅缩短切削时间,提高精度,减少装夹或定位时间,并且在数控机床中不必计算坐标,减少字块数而简化编程。它可以采用以下一些设备进行加工:立钻或摇臂钻上装多轴头、多轴钻床、多轴组合机床心及自动更换主轴箱机床。甚至可以通过二个能自动调节轴距的主轴或多轴箱,结合数控工作台纵横二个方向的运动,加工各种圆形或椭圆形孔组的一个或几个工序。

龙源期刊网
零件加工工艺及工装设计
作者:王绪峰
来源:《山东工业技术》2018年第10期
摘 要:随着我国生产技术不断发展,数控机床作为科学有效的零件加工方式,其发展成效受到社会各界的广泛关注,人们期许通过生产工艺革新,提升数控制造技术应用成效。本文通过对零件加工工艺及工装设计方略进行分析,以期为推动我国零件加工产业良性发展,提供行之有效的理论参考依据。
关键词:零件加工工艺;数控;工装设计
DOI:10.16640/ki.37-1222/t.2018.10.048
我国作为工业制造大国,对零件加工技术的发展情况较为重视,伴随科学技术不断发展,零件加工水平在数控技术加持下得以提升,可制造对精度与质量要求较高的零部件,然而在零件加工过程中,其加工质量会受加工工艺及工装设计情况受到影响,降低零件加工整体质量。基于此,为了使我国零件加工水平得以有效提升,思考其加工工艺及工装设计有效落实方略显得尤为重要。
1 当前零件加工工艺及工装设计过程中存在的不足之处
为了使零件加工质量得以有效提升,在以往工作经验基础上,人们持续研究并实践新型加工工艺及工装设计,使数控加工产业得以稳健发展,为生产企业获取经济收益奠定基础,这些加工工艺及工装设计虽有不同的实践要求,依据零件加工需求会产生许多加工工艺,但在零件加工过程中,存在几个普遍性问题影响零件加工工艺及工装设计综合成效,具体问题可从以下几个方面进行分析:一是加工人员技术水平参差不齐。介于加工工艺及工装设计种类繁多,加之生产技术人员工作经验,会产生不同的加工实践方略,使零件生产质量无法得到有效保障,影响零件加工设计与制造综合质量;二是零件加工方式选择不当。零件加工方法在当今生产技术不断创新的态势下得以丰富,如若加工方式选择不当,将制约加工工艺及工装设计落实成效[1]。