(完整版)制药工艺流程图
- 格式:ppt
- 大小:14.84 MB
- 文档页数:38

瓶装输液车间1、氯化钠注射液工艺流程图:搅拌溶解煮沸15ˊ过滤脱炭过滤脱炭测pH含量115℃30ˊ氯化钠注射液生产过程质量控制要点:2、葡萄糖注射液工艺流程图:煮沸 搅拌溶解+ 煮沸 过滤脱炭15ˊ过滤脱炭测pH 值含量115℃30ˊ葡萄糖注射液生产过程质量控制要点:3、葡萄糖氯化钠注射液工艺流程图:煮沸 + 15ˊ过滤脱炭 测pH 值含量115℃30ˊ葡萄糖氯化钠注射液生产过程质量控制要点:胶塞洗涤水可见异物1次/每锅灌装后半成品药液装量1次/每小时可见异物1次/批轧口铝盖铝盖紧密度随时/班灭菌灭菌柜标志、装量、压力、温度、时间、记录每柜灭菌前半成品标志、存放区每柜灭菌后半成品外壁清洁度、标志、存放区每柜灯检灯检品可见异物每个工号/班每瓶标志随时/班包装贴签内容、外观随时/班装箱数量、装箱单、内容每箱4、复方氨基酸注射液(15AA)工艺流程图:复方氨基酸注射液(15AA)生产过程质量控制要点:灌装后半成品药液装量1次/每小时可见异物1次/批轧口铝盖铝盖紧密度随时/班灭菌灭菌柜标志、装量、压力、温度、时间、记录每柜灭菌前半成品标志、存放区每柜灭菌后半成品外壁清洁度、标志、存放区每柜灯检灯检品可见异物每个工号/班每瓶标志随时/班包装贴签内容、外观随时/班装箱数量、装箱单、内容每箱5、复方氨基酸注射液(18AA)工艺流程图:复方氨基酸注射液(18AA)生产过程质量控制要点:灌装后半成品药液装量1次/每小时可见异物1次/批轧口铝盖铝盖紧密度随时/班灭菌灭菌柜标志、装量、压力、温度、时间、记录每柜灭菌前半成品标志、存放区每柜灭菌后半成品外壁清洁度、标志、存放区每柜灯检灯检品可见异物每个工号/班每瓶标志随时/班包装贴签内容、外观随时/班装箱数量、装箱单、内容每箱6、复方氨基酸注射液(18AA)30g工艺流程图:复方氨基酸注射液(18AA)30g生产过程质量控制要点:7、甘露醇注射液工艺流程图:煮沸 搅拌溶解 + + 煮沸30 ˊ 过滤脱炭过滤脱炭+泵至稀配锅测PH 含量120℃40ˊ甘露醇注射液生产过程质量控制要点:8、甲硝唑氯化钠注射液工艺流程图:+ +过滤脱炭+ 测PH 含量115℃30ˊ甲硝唑氯化钠注射液生产过程质量控制要点:9、氧氟沙星葡萄糖注射液工艺流程图:搅拌溶解 煮沸+15ˊ冷却至30℃ 搅拌————→NaOH 溶液乳酸过滤 ———————→ 调节PH4.0-5.0116℃———→ ———→ ———→ 30ˊ氧氟沙星葡萄糖注射液生产过程质量控制要点:灌装后半成品药液装量1次/每小时可见异物1次/批轧口铝盖铝盖紧密度随时/班灭菌灭菌柜标志、装量、压力、温度、时间、记录每柜灭菌前半成品标志、存放区每柜灭菌后半成品外壁清洁度、标志、存放区每柜灯检灯检品可见异物每个工号/班每瓶标志随时/班包装贴签内容、外观随时/班装箱数量、装箱单、内容每箱10、硫酸依替米星氯化钠注射液工艺流程图:硫酸依替米星氯化钠注射液生产过程质量控制要点:软包装输液车间1、氯化钠注射液工艺流程图:搅拌溶解煮沸+15ˊ过滤脱炭过滤脱炭+测pH 含量115℃30ˊ氯化钠注射液生产过程质量控制要点:2、葡萄糖注射液工艺流程图:煮沸搅拌溶解+ + 煮沸+ 15ˊ过滤脱炭测pH值含量葡萄糖注射液生产过程质量控制要点:3、葡萄糖氯化钠注射液工艺流程图:煮沸+ 15分钟过滤脱炭测pH值含量葡萄糖氯化钠注射液生产过程质量控制要点:4、甲硝唑氯化钠注射液工艺流程图:搅拌溶解+ +过滤脱炭115℃+测PH含量30ˊ甲硝唑氯化钠注射液生产过程质量控制要点:小容量注射液车间1、苯甲醇注射液工艺流程图:搅拌至溶解测PH值+ +(必要时加热)测含量100℃30ˊ苯甲醇注射液生产过程质量控制要点:2、酚磺乙胺注射液工艺流程图:+测PH 值酚磺乙胺注射液生产过程质量控制要点:3、肌苷注射液工艺流程图:加热微沸边加边搅拌 搅拌 调PH 值+ 85℃保温30分钟测定含量 通N 2 100℃+ 30ˊ肌苷注射液生产过程质量控制要点:4、氟罗沙星注射液工艺流程图:加热至85-90℃ +搅拌80℃保温30溶解冷却至45℃100℃30ˊ氟罗沙星注射液生产过程质量控制要点:5、甲钴胺注射液工艺流程图:+ + +甲钴胺注射液生产过程质量控制要点:6、利巴韦林注射液工艺流程图:搅拌后搅拌溶解+ +过滤测PH 至澄明100℃含量30ˊ利巴韦林注射液生产过程质量控制要点:7、硫酸阿米卡星注射液:充N 2 30ˊ搅拌温度15~20℃搅拌 搅拌均匀测PH 值+药液温度≤20℃用NaOH 调PH 值通N2 搅拌15ˊ 100℃ + 静止15ˊ 30ˊ硫酸阿米卡星注射液生产过程质量控制要点:8、硫酸奈替米星注射液工艺流程图:通氮气20ˊ溶解后+ +搅拌均匀+ +搅拌20ˊ 105℃静置10ˊ 20ˊ硫酸奈替米星注射液生产过程质量控制要点:9、硫酸庆大霉素注射液工艺流程图:+30ˊ硫酸庆大霉素注射液生产过程质量控制要点:10、硫酸小诺霉素注射液工艺流程图:搅拌++搅拌30ˊ 充氮 100℃ + 30ˊ硫酸小诺霉素注射液生产过程质量控制要点:。
目录1.大容量注射剂生产区概况2.需要验证的关键工序及工艺验证3.工艺流程的实施4.操作过程及工艺条件5.技术安全、工艺卫生及劳动保护6.物料平衡及技经指标7.设备一览表8.岗位定员9.附件(含设备操作、清洁规程)10.变更记录1.大容量注射剂生产区概况本生产区面积904㎡,其中1万级净化区域167㎡,10万级净化区域174㎡。
大容量注射剂车间采用10万级和1万级(局部百级)空气净化洁净级别,10万级区域设置缓冲、更衣、洗涤、洁具、称量、配碳、浓配、洗瓶等,1万级区域设置缓冲、更衣更鞋、稀配、化验、灌装、加塞、轧盖、洗涤、存放、洁具等功能间,所有隔断采用无粉尘产生的静电喷涂彩钢板,结合处采用圆角处理,不易产生积灰;人员经过三次更衣和二次更鞋后进入洁净区操作,物料进入洁净区均采用传递窗或气闸进行传递,人流、物流的进入相对分开,保证了洁净区空气洁净度要求;生产设备均采用优质不锈钢材料制造,采用洗瓶、灌装、压塞、轧盖联动线生产,其中洗瓶出口、灌装、加塞采用百级层流保护,灭菌器采用水浴式灭菌器。
1.1 大容量注射剂生产工艺流程图(见后页)1.2 大容量注射剂生产区工艺布局布置图(见后页)1.3 大容量注射剂生产区工艺设备布置图(见后页)1.4 大容量注射剂生产区送回风口平面布置图(见后页)以上项目按验证文件规定,均已在规定周期内进行相关的验证,验证方案及报告见相应文件。
大容量注射剂生产工艺流程图3.工艺流程的实施3.1 批生产指令的签发3.1.1 批生产指令由车间技术负责人根据生产计划表起草,并依据产品工艺规程于生产前一个工作日制定。
3.1.2 批生产指令应经QA质监员审核并签字,由车间主任签字批准后生效。
3.2 生产批记录的发放3.2.1 除配制工序和包装工序外,工序相应的生产批记录于生产当日由车间工艺质监员发放给各工序负责人,并于工序结束当日填写完整返回车间工艺质监员处汇总。
3.2.2 配制工序和包装工序的生产批记录于生产前一天由车间工艺质监员随同批生产指令或批包装指令一同发放,并于工序结束当日填写完整返回车间工艺质监员处汇总。


常见药品生产典型工艺流程框图
药品生产对环境的洁净等级要求与药品的品种、剂型和生产特点有关。
常见药品生产的典型工艺流程及环境区域划分如图1-1至图1-9。
图1-1 非无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-2 无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-3 片剂生产工艺流程框图及环境区域划分
图1-4 硬胶囊剂生产工艺流程框图及环境区域划分
图1-5 压制法软胶囊剂生产工艺流程框图及环境区域划分
图1-6 可灭菌小容量注射剂生产工艺流程框图及环境区域划分
图1-7 可灭菌大容量注射剂生产工艺流程框图及环境区域划分
图1-8 注射用无菌分装产品生产工艺流程框图及环境区域划分
图1-9 注射用冷冻干燥制品生产工艺流程框图及环境区域划分。

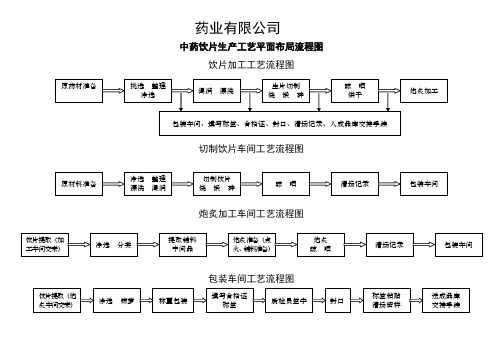
各制剂工艺流程图1 、片剂生产工艺流程图2、颗粒剂生产工艺流程图3、胶囊剂生产工艺流程图4、合剂生产工艺流程图5、糖浆剂生产工艺流程图6, 丸剂生产工艺流程图2 、工艺流程说明2 . 1 、前处理工艺流程说明外购的药材经过挑、选、检、去杂质及非药用部位后,川选药机或不绣钢洗药池,将药材上的泥土、灰尘洗净,根据不同品种的要求湿润,以达到提取、榨油、细粉的标准。
用J 六提取的药材,采取切割的方法切片,后经多层带式}气燥机干燥,中药粉碎机粉碎,筛分得到合格粒度的药材,送到净药库。
用J 屯榨油的药材,经多层带式干燥机干燥后,直接送去榨汕。
榨油前,按配方要求混合,用中药粉碎机粗碎,经蒸汽湿润后进入螺旋榨油机榨油,榨出的油经过过滤,再送到综合伟lJ 剂车间。
用一于细粉的药材切片,经多层带式十燥机十燥后,送到双扇灭菌柜灭菌,再用高效粉碎机组和震荡筛粉碎,筛分合格后包装,转入综合制剂车间。
2 . 2 、热回流提取工艺流程说明来自净药库的药材,按配方配料,加入乙醇,用热回流抽提机组进行第· 次醉提,过滤后剩余的药渣,加上辅料,再进行次水提,使有效成分尽量提出。
醇体液静置后过滤,除去杂质,减压浓缩,回收乙醉,并得到醇提浸膏。
水提液静置后过滤,除去杂质,减压浓缩,并得到水提浸膏。
将醇提浸膏与水提浸膏混合,采用可倾式反应锅浓缩,得到稠浸膏,用周转桶送到综合制剂车间。
2 .3 、片剂工艺流程说明原料和辅料经过粉碎过筛,达到要求细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再压片、包衣、抛光,经检验合格,按规定包装,送入成品库房。
2 . 4 、合剂工艺流程说明原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤后,再灌装和轧盖,经过蒸汽检漏、晾瓶、灯检、贴签,检验合格后,装箱送入成品库房。
2 . 5 、糖浆剂工艺流程说明将原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤、调整浓度后,再灌装和轧盖,经过幻检、贴签,检验合格后,装箱送入成品库房。
史上最专业中药饮片工艺流程图(强烈建议收藏)中药材净选过程工艺流程图质量控制要点:1、挑选整理:除去杂质、非入药部位和变质失效者。
2、挑选整理方法:拣选、风选、筛选、剪、切、刮削、剔除、刷、搽、碾串等方法。
3、各类药材采取的方法:根及根茎类:拣选、剪、切、刮、剔除、刷等方法;种子果实类:风选、筛选、碾串等方法;全草类:拣选、剪等方法;花叶类:拣选、剪、切等方法;皮类(茎皮及根皮):拣选、剪、切、剔除、搽、刷等方法;藤(茎)木类:切、刮、剪等方法;树脂类:拣选、剔除、刮等方法;菌藻类:拣选、刷、刮等方法;动物类:剪、切、刮、搽、刷等方法;矿物类:剔除、刮、搽碾、串等方法4、洗药:洗涤至无泥沙、无其它杂质为止5、质量要求:经挑选整理后的药材必须分档加工,无伪品,无虫蛀、霉变、走油变色,无杂质。
质量指标:1、根、根茎、藤木、叶、花、皮类,泥砂和非药用部位等杂质不得超过2%。
2、果实、种子类,泥砂和非药用部位等杂质不得超过3%。
3、全草类,不允许有非药用部位,泥砂等杂质不得超过3%。
4、动物类,附着物、腐肉和非药用部位等杂质不得超过2%,5、矿物类,夹石、非药用部位等杂质不得超过2%,6、菌藻类,杂质不得超过3%。
7、树脂类,杂质不得超过3%。
8、需去毛、刺的药材,其未去净茸毛和硬刺的药材不得超过1%。
检查方法:取定量样品,过二号或三号筛筛净灰屑,拣出非药用部位等杂质,合并称重计算。
中药材软化(水处理)过程生产工艺流程图质量控制要点:1、分档:中药材在水处理过程中,应按大小、粗细、软硬程度等分别处理,注意掌握气温、水量、时间等条件。
除必须浸泡者外,一般都应坚持“少泡对润”、“药透汁尽”的原则。
2、水处理方法:喷淋、淘洗、浸泡、漂洗、润渍等方法。
根及根茎类:质地较硬的根及根茎类药材多采用淘洗、浸泡、漂洗等方法;质地软的根及根茎类药材多采用喷淋、润渍等方法;种子果实类:喷淋、淘洗等方法;全草类:喷淋、淘洗等方法;叶类:喷淋、淘洗等方法;皮类(茎皮及根皮):喷淋、淘洗等方法;藤(茎)木类:浸泡、漂洗、润渍等方法;菌藻类:喷淋、略漂洗等方法,冬虫夏草不宜用液体处理;动物类:漂洗、浸泡、润渍等方法。