皮带输送工艺流程
- 格式:pdf
- 大小:232.47 KB
- 文档页数:3
一、输送工艺流程
1、原煤输送
外购进来的原料煤运至港口,利用卸船机进行卸货,由三条单向皮带输
送机、一条双向皮带输送机相互交接形成输送线路,将原料煤送往堆场。
2、袋装水泥输送
均化后的水泥送到包装机灌装入袋,由三条单向皮带输送机、一条双
向皮带输送机相互交接形成输送线路,将袋装水泥运送至港口,最后由装
船机进行装船。
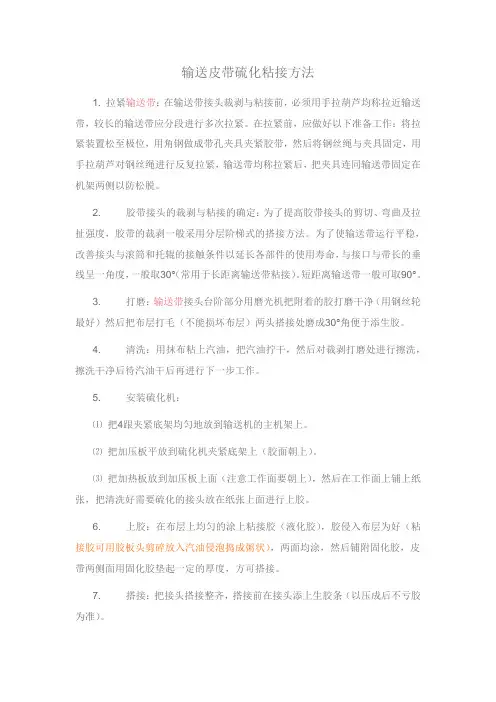
二、工艺流程图
工艺图详解:
1、煤由码头输送至原煤堆场:皮带交接顺序为1#→2#→3#→4#→5#。由码
头的1#皮带机与2#皮带机垂直交接(呈一定落差),交接处密封并设收尘器;2#
皮带机长31m,与水平呈一定角度爬升,并与3#皮带机中段呈一定落差交接,
交接处设收尘器,3#皮带机为双向运输皮带机,其长度为528m,其另一端与4#
皮带机呈一定落差对接(在6#、3#皮带机交接点之下),转运点设置除尘设备;4#皮带机途经厂内空地、道路并贴着石膏堆棚、原煤堆棚延伸至厂内原煤堆场一
侧,由一小段皮带机侧向卸料。
2、袋装水泥由包装车间输送至港口装船:皮带交接顺序为5#→6#→3#→7#。卸船机
装船机 1#、2#皮带
7#皮带 3#双向皮带机4#皮带 原煤堆场
5#、6#皮带
袋装水泥 船
船
从包装机下延伸出包装车间的皮带与6#皮带机垂直对接;6#皮带紧贴包装车间
墙壁,由高架水泥柱支撑延伸207m距离,之后与5#皮带机以一定角度对接(途
中跨越厂内空地、道路以及停车场,皮带机廊道设计与地面之间净高度为≥4.5m);
6#皮带机长度为140m,其高架水泥立柱建于沙滩之上,与3#双向皮带机成一定
角度交汇对接(6#皮带机尾部略高于3#双向皮带机),3#皮带机廊道设计为钢筋
混凝土框架结构,与地面净空高度为4.5m;6#和3#皮带机整个结构的设置有部
分超出红线范围; 3#双向皮带机另一端连接7#皮带,延伸至装船机,最后将运
送的袋装水泥直接装船。
注:皮带机上部均装有玻璃钢防护罩密封及防雨,皮带两侧均设人行道,皮
带支撑结构以混凝土结构为主,钢架结构为辅。
三、设备选型
皮带选型方案 1、转弯皮带机。 优点:(1)可以减少皮带运输机的转载点,减少转载点掉煤和扬尘;(2)转载点的减少相应减少了牵引设备和设备的台数;(3)可以充分发挥所设置的牵引机的最大工作能力;(4)减少电气设备。 缺点:(1)由于运输荷载的不均匀性,在离心力作用下,转弯皮带易出现不平衡,从而产生跑偏等现象;(2)能够满足要求的皮带仅限于帆布皮带;(3) 皮带转弯处要设置在远离牵引机的部分;(4) 对于转弯皮带,一般转弯半径越大,转弯角度越小越容易实现,而目前厂家生产的转弯皮带最小转运半径一般为800m,由于厂区地形条件的限制,实际的设计很难达到该要求。 综合以上分析,该项目不宜采用转弯皮带输送机。 2、单向皮带,双向皮带机结合使用。
采用单向和双向皮带相结合进行输送,同时在皮带转运点设置相应的除尘设
备。该设计符合厂区实际场地需求,同时双向皮带机能实现水泥与原煤双向输送,
提高运输效率,有效降低成本。
主要设备 序号 设备名称 设备型号 技术参数 数量 价格 备注
1 单向胶带式输送机 DTII-B800 输送量:200t/h 带速:1.25m/s 6
1#皮带机 B800* 输送量:200t/h 带速:1.25m/s 1
2#皮带机 B800*31m 输送量:200t/h 带速:1.25m/s 1
4#皮带机 B800*242m 输送量:200t/h 带速:1.25m/s 1
5#皮带机 B800*207m 输送量:200t/h 带速:1.25m/s 1
6#皮带机 B800*140m 输送量:200t/h 带速:1.25m/s 1
7#皮带机 B800* 输送量:200t/h 带速:1.25m/s 1
2 3#双向胶带式输送机 DTII-B800*528m 输送量:200t/h 带速:1.25m/s 1 两头各配一个电机
3 袋式除尘器 HMC64 处理风量:4300m3/h 3
4 电动转弯溜子 3
5 卸船机
6 装船机