软包装制袋工艺标准资料
- 格式:doc
- 大小:93.12 KB
- 文档页数:14
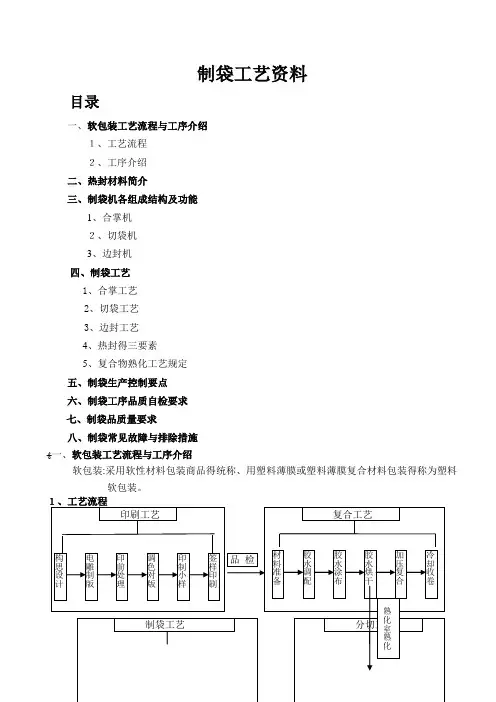
软包装制袋工艺资料 Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】制袋工艺资料目录一、软包装工艺流程和工序介绍1、工艺流程2、工序介绍二、热封材料简介三、制袋机各组成结构及功能1、合掌机2、切袋机3、边封机四、制袋工艺1、合掌工艺2、切袋工艺3、边封工艺4、热封的三要素5、复合物熟化工艺规定五、制袋生产控制要点六、制袋工序品质自检要求七、制袋品质量要求八、制袋常见故障和排除措施一、软包装工艺流程和工序介绍软包装:采用软性材料包装商品的统称。
用塑料薄膜或塑料薄膜复合材料包装的称为塑料软包装。
版上的图文转移到承印物上。
按印版种类类分:凹版、柔性版、丝网版、凸版、平版印刷方式。
我国软包装大多采用凹版印刷工艺生产,生产时,印刷材料经放卷装置放出进入印刷装置,印版表面的油墨被刮刀刮去,网点内的油墨在印材被压下发生接确时转移到印材上,之后进入烘箱内,油墨中的溶剂成分在加热、吹风的烘箱内挥发掉。
印刷膜从烘箱出来后经过冷却辊时,降温定形。
在多色印刷时,电脑自动套印装置控制各色间的套印。
印刷完成后,收卷装置把印品卷取成卷状膜。
③、品检工序是把印刷出的半成品经品检机,将印出的不合格品检出并剔除的过程。
减少后工序生产损耗的增加和品检的难度。
④、复合工序是将两种或两种以上的材料复合在一起,形成一体的材料。
复合材料既可保持单层材料的优良特性,又可克服其各自的不足,复合后具有新的特性,满足食品等商品对复合材料的不同要求。
复合分类:干式复合法、湿式复合法、挤出复合法、无溶剂复合法、热熔复合法、共挤复合法。
软包装大部分是采用干式复合法工艺生产,生产时,上胶基材经放卷装置放出进入涂胶装置,涂胶辊表面的胶水被刮刀刮去,网点内的胶水在上胶基材被压下发生接确时转移到上胶基材面上,之后进入烘箱内,胶水中的溶剂成分在加热、吹风的烘箱内挥发掉。
从烘箱出来后,与另一放卷装置放出的基材,在加热、加压的复合夹辊内,贴合为一体。

软包装-制袋工艺资料制袋工艺资料目录一、软包装工艺流程和工序介绍1、工艺流程2、工序介绍二、热封材料简介三、制袋机各组成结构及功能1、合掌机2、切袋机3、边封机四、制袋工艺1、合掌工艺2、切袋工艺3、边封工艺4、热封的三要素5、复合物熟化工艺规定五、制袋生产控制要点六、制袋工序品质自检要求七、制袋品质量要求八、制袋常见故障和排除措施一、软包装工艺流程和工序介绍软包装:采用软性材料包装商品的统称。
用塑料薄膜或塑料薄膜复合材料包装的称为塑料软包装。
2、工序介绍①、制版工序是制造在印刷中起转移油墨到印材上作用的印版的过程。
通过印版上制作的网点,再现原稿图像色彩。
②、印刷工序是使用承印物、印版、油墨、印刷机械实现图文复制的过程。
即将印版上的图文转移到承印物上。
按印版种类类分:凹版、柔性版、丝网版、凸版、平版印刷方式。
我国软包装大多采用凹版印刷工艺生产,生产时,印刷材料经放卷装置放出进入印刷装置,印版表面的油墨被刮刀刮去,网点内的油墨在印材被压下发生接确时转移到印材上,之后进入烘箱内,油墨中的溶剂成分在加热、吹风的烘箱内挥发掉。
印刷膜从烘箱出来后经过冷却辊时,降温定形。
在多色印刷时,电脑自动套印装置控制各色间的套印。
印刷完成后,收卷装置把印品卷取成卷状膜。
③、品检工序是把印刷出的半成品经品检机,将印出的不合格品检出并剔除的过程。
减少后工序生产损耗的增加和品检的难度。
④、复合工序是将两种或两种以上的材料复合在一起,形成一体的材料。
复合材料既可保持单层材料的优良特性,又可克服其各自的不足,复合后具有新的特性,满足食品等商品对复合材料的不同要求。
复合分类:干式复合法、湿式复合法、挤出复合法、无溶剂复合法、热熔复合法、共挤复合法。
软包装大部分是采用干式复合法工艺生产,生产时,上胶基材经放卷装置放出进入涂胶装置,涂胶辊表面的胶水被刮刀刮去,网点内的胶水在上胶基材被压下发生接确时转移到上胶基材面上,之后进入烘箱内,胶水中的溶剂成分在加热、吹风的烘箱内挥发掉。
制袋工艺资料目录一、软包装工艺流程与工序介绍1、工艺流程2、工序介绍二、热封材料简介三、制袋机各组成结构及功能1、合掌机2、切袋机3、边封机四、制袋工艺1、合掌工艺2、切袋工艺3、边封工艺4、热封得三要素5、复合物熟化工艺规定五、制袋生产控制要点六、制袋工序品质自检要求七、制袋品质量要求八、制袋常见故障与排除措施ﻬ一、软包装工艺流程与工序介绍软包装:采用软性材料包装商品得统称、用塑料薄膜或塑料薄膜复合材料包装得称为塑料软包装。
网点,再现原稿图像色彩、②、印刷工序就是使用承印物、印版、油墨、印刷机械实现图文复制得过程。
即将印版上得图文转移到承印物上。
按印版种类类分:凹版、柔性版、丝网版、凸版、平版印刷方式、 我国软包装大多采用凹版印刷工艺生产,生产时,印刷材料经放卷装置放出进入印刷装置,印版表面得油墨被刮刀刮去,网点内得油墨在印材被压下发生接确时转移到印材上,之后进入烘箱内,油墨中得溶剂成分在加热、吹风得烘箱内挥发掉。
印刷膜从烘箱出来后经过冷却辊时,降温定形、在多色印刷时,电脑自动套印装置控制各色间得套印、印刷完成后,收卷装置把印品卷取成卷状膜、③、品检工序就是把印刷出得半成品经品检机,将印出得不合格品检出并剔除得过程。
减少后工序生产损耗得增加与品检得难度。
④、复合工序就是将两种或两种以上得材料复合在一起,形成一体得材料。
复合材料既可保持单层材料得优良特性,又可克服其各自得不足,复合后具有新得特性,满足食品等商品对复合材料得不同要求、复合分类:干式复合法、湿式复合法、挤出复合法、无溶剂复合法、热熔复合法、共挤复合法。
软包装大部分就是采用干式复合法工艺生产,生产时,上胶基材经放卷装置放出进入涂胶装置,涂胶辊表面得胶水被刮刀刮去,网点内得胶水在上胶基材被压下发生接确时转移到上胶基材面上,之后进入烘箱内,胶水中得溶剂成分在加热、吹风得烘箱内挥发掉。
从烘箱出来后,与另一放卷装置放出得基材,在加热、加压得复合夹辊内,贴合为一体。


软包装制袋的工作流程朋友们!今天来跟你们唠唠软包装制袋这档子事儿。
咱先说说这第一步啊,选材料!这可太重要啦,就像盖房子得选好砖头一样。
我记得我刚开始干这行的时候,有一次选错了材料,那可真是惨不忍睹!后来才慢慢学精了。
然后呢,就是设计袋子的形状和尺寸。
这可得仔细喽,要是尺寸不对,那装东西可就麻烦啦!我跟你们说,有一回我设计的尺寸大了那么一点点,结果客户那个脸拉得老长,唉,我这心里别提多难受了。
接下来就是印刷啦!哇,这印刷可讲究了,颜色得正,图案得清晰。
我记得有一次,印出来的颜色居然偏了,我当时就懵了,这可咋办?还好后来想办法解决了。
说到这,我突然想起个事儿,之前有个同行跟我说,他碰到个特别挑剔的客户,要求那叫一个多,把他折腾得够呛!哈哈,咱这行啊,啥样的客户都有。
再然后就是复合,这一步可不能马虎,得把几层材料粘得牢牢的。
我记得有一回,好像胶水用得不太对,结果那袋子的质量就不行啦。
之后就是制袋啦,切边、封口,这都得精细着来。
有一次我封口封得有点歪,被师傅狠狠骂了一顿,哼!我这又扯远啦!咱们接着说。
制好袋之后,还得检查检查,看看有没有瑕疵。
这要是有个小洞啥的,可就麻烦喽!我跟你们说,这软包装制袋啊,看起来简单,其实里面的门道可多着呢!我刚开始学的时候,那叫一个头疼,不过慢慢也就上手啦。
你们要是刚开始干这行,可别着急,一步一步来,谁还没个犯错的时候呢?要是碰到啥问题,尽管来问我!对了,我听说最近行业里出了个新的印刷技术,我还不太明白呢,不知道效果咋样。
反正啊,这软包装制袋的工作,只要用心,肯定能做好!朋友们,加油干吧!。
塑料软包装生产工艺流程塑料软包装生产工艺流程一般包括原料准备、印刷、复合、分切、制袋等环节。
以下是对各环节进行简要介绍的一个700字的塑料软包装生产工艺流程。
首先是原料准备。
塑料软包装的主要原料是塑料薄膜,常见的有聚丙烯(PP)、聚乙烯(PE)等。
在生产前,需要按照产品要求选择合适的原料,并进行加工处理,以确保薄膜的质量和性能。
接下来是印刷环节。
印刷是为了在包装上加上图案、文字或标识,使包装更具吸引力和识别度。
常用的印刷方式有平版印刷、凹版印刷、柔版印刷等。
在印刷前,需要根据产品要求进行设计和制版,然后通过印刷机将图案等内容印刷到薄膜上。
完成印刷后,需要进行复合环节。
复合是将印刷好的薄膜与其他材料进行层合,以提高包装的耐磨、抗湿、防氧化等性能。
常见的复合方式有干复合和湿复合两种,选择合适的复合方式取决于包装要求和产品特性。
分切是将复合好的薄膜进行切割,得到合适尺寸的包装材料,以便进行后续制袋等加工。
分切一般使用分切机进行,根据产品要求和订单需要调整切割尺寸和速度,确保分切的精确和高效。
最后一步是制袋。
制袋是将分切好的薄膜进行包装袋的制作。
制袋一般分为三边封、侧封和开合封三种方式。
根据产品要求和客户需求,可以选择不同的制袋方式,并加入拉链、孔口、悬挂孔等辅助装置,以提高包装的方便性和实用性。
整个塑料软包装生产工艺流程中,每个环节都需要严格按照标准操作,确保产品质量和生产效率。
此外,需要注意环保问题,减少对环境的污染,尽量选择无毒、无味的原料和低污染的生产工艺。
综上所述,塑料软包装生产工艺流程包括原料准备、印刷、复合、分切、制袋等环节。
通过对每个环节进行精细化管理,可以生产出质量稳定、性能优良的塑料软包装产品。
同时,需要关注环保问题,做好环境保护工作,确保生产过程的可持续发展。
软包装生产工艺软包装生产工艺是指将各种材料(如塑料薄膜、复合材料等)通过一系列的工艺流程,加工成软包装产品的过程。
软包装是一种广泛应用于食品、医药、日化、电子等行业的包装形式,其具备轻便、柔软、易于携带、易于保存等特点,具有重要的包装功能和市场需求。
软包装生产工艺包括以下几个主要环节:1. 设计和制版:根据客户需求和产品特性,设计软包装产品的外观样式和结构,并制作相应的制版文件。
2. 印刷:通过多种印刷技术,将设计好的图案和文字印刷在塑料薄膜上。
常见的印刷技术包括凸版印刷、柔版印刷、凹版印刷等。
3. 复合:将印刷好的塑料薄膜与其他材料(如铝箔、纸张等)进行复合。
复合既可以提高包装材料的强度和阻隔性能,也可以增加包装的装饰性能。
4. 制袋:根据产品的尺寸和形状,将复合好的材料裁切和热封,制成各种包装袋。
常见的制袋方式包括三边封、立体袋制袋、拉链袋制袋等。
5. 检测和质量控制:对制作好的软包装产品进行检测,确保产品的质量符合客户要求和相关标准。
主要检测项目包括外观质量、尺寸偏差、印刷品质量等。
6. 包装和运输:将生产好的软包装产品进行包装,以保护产品的完整性和安全性。
然后,按照客户需求和市场需求,将产品通过适当的运输方式运送到消费者手中。
软包装生产工艺的主要目标是在保证产品质量的前提下,提高生产效率,降低成本。
为此,可以采用先进的生产设备和技术,以减少人工操作和能源消耗,提高生产的自动化程度。
此外,还可以使用环保材料和工艺,减少对环境的影响。
最后,软包装生产工艺需要不断创新和优化,以适应市场需求的变化。
随着消费者对包装的要求越来越高,软包装产品的外观、功能和环保性能等方面都在不断提高。
因此,软包装生产企业需要关注市场动态,积极引进新技术、新材料,提高产品质量,满足消费者多样化的需求。
制袋工艺资料目录一、软包装工艺流程和工序介绍1、工艺流程2、工序介绍二、热封材料简介三、制袋机各组成结构及功能1、合掌机2、切袋机3、边封机四、制袋工艺1、合掌工艺2、切袋工艺3、边封工艺4、热封的三要素5、复合物熟化工艺规定五、制袋生产控制要点六、制袋工序品质自检要求七、制袋品质量要求八、制袋常见故障和排除措施一、软包装工艺流程和工序介绍软包装:采用软性材料包装商品的统称。
用塑料薄膜或塑料薄膜复合材料包装的称为塑料软包装。
2、工序介绍①、制版工序是制造在印刷中起转移油墨到印材上作用的印版的过程。
通过印版上制作的网点,再现原稿图像色彩。
②、印刷工序是使用承印物、印版、油墨、印刷机械实现图文复制的过程。
即将印版上的图文转移到承印物上。
按印版种类类分:凹版、柔性版、丝网版、凸版、平版印刷方式。
我国软包装大多采用凹版印刷工艺生产,生产时,印刷材料经放卷装置放出进入印刷装置,印版表面的油墨被刮刀刮去,网点内的油墨在印材被压下发生接确时转移到印材上,之后进入烘箱内,油墨中的溶剂成分在加热、吹风的烘箱内挥发掉。
印刷膜从烘箱出来后经过冷却辊时,降温定形。
在多色印刷时,电脑自动套印装置控制各色间的套印。
印刷完成后,收卷装置把印品卷取成卷状膜。
③、品检工序是把印刷出的半成品经品检机,将印出的不合格品检出并剔除的过程。
减少后工序生产损耗的增加和品检的难度。
④、复合工序是将两种或两种以上的材料复合在一起,形成一体的材料。
复合材料既可保持单层材料的优良特性,又可克服其各自的不足,复合后具有新的特性,满足食品等商品对复合材料的不同要求。
复合分类:干式复合法、湿式复合法、挤出复合法、无溶剂复合法、热熔复合法、共挤复合法。
软包装大部分是采用干式复合法工艺生产,生产时,上胶基材经放卷装置放出进入涂胶装置,涂胶辊表面的胶水被刮刀刮去,网点内的胶水在上胶基材被压下发生接确时转移到上胶基材面上,之后进入烘箱内,胶水中的溶剂成分在加热、吹风的烘箱内挥发掉。
从烘箱出来后,与另一放卷装置放出的基材,在加热、加压的复合夹辊内,贴合为一体。
经冷却定型后由收卷装置卷取为卷状复合膜。
⑤、熟化工序是复合膜内主剂与固化剂完成反应的过程。
刚复合的复合品因胶层没固化定形,不能进入下工序的加工,因此,必须经熟化过程使主剂与固化剂完成反应,胶层定形下来。
熟化分常温熟化和加热熟化。
常温熟化即复合膜在常温状态下完成主剂与固化剂的反应;加热熟化是复合膜在特定温度下完成主剂与固化剂的反应。
加温熟化可加快主剂与固化剂完成反应的速度,缩短生产周期。
⑥、分切是将已复合好的复合膜或不需复合的印刷膜分切为所需宽度的过程。
生产时,分切材料经放卷装置放出,由光电控制系统控制分切材料的纵向行进位置,使分切品的切刀位置保持一定。
收卷装置把分切品卷取成卷状膜。
分切品卷膜有的作成品给客户的自动包装机使用,有的作半成品转入下一工序制袋使用。
⑦、制袋工序是根据客户要求将复合膜热封成袋形的工艺,复合膜内层必须是有热封性能的薄膜。
软包装制袋工序分背封制袋和边封制袋两类,其中背封制袋方式是分体式,先合掌成形后切袋完成制袋。
生产时,制袋材料经放卷装置放出后,进入成形阶段,主要由光电控制系统、成形板、调节装置完成。
制袋材料进入热封阶段,由纵向和横向热封装置完成袋的热封,并把刚热封好的部位冷却定形,然后由光电控制系统控制已热封好的材料的送出位置,再由切刀装置把送出的连续的袋料切断成单个的袋。
常见的袋形有:1、中封袋2、中封风琴袋3、梯形中封风琴袋4、侧封风琴袋5、四边封风琴袋6、三边封袋7、自立袋8、三边封拉链袋9、自立拉链袋10、企鹅袋11、撕嘴袋12、盒中袋二、热封材料简介注:上述表中的薄膜均指流延膜或吹胀膜, 双向拉伸膜不能热封制袋,涂布一层可热封材料后才能热封,如:KOP是指涂布PVDC的OPP膜。
2、制袋常用热封材料比较现制袋常用的热封材料是CPP、LDPE两种,在同厚度、同制膜方式情况下:①、透明度:CPP要比LDPE好。
②、挺硬度:CPP要比LDPE好。
③、热封性:CPP要比LDPE差。
三、制袋机各组成结构及功能〈一〉、合掌机由放卷座、热封及冷却装置、成形装置、牵引装置、收卷装置组成。
1、放卷装置:安放制袋材料,为合掌热封提供材料,控制放出材料的张力。
由座架、放料轴、磁粉离合器组成。
2、热封冷却装置:把合掌处贴合料加热封合及并冷却降温。
由热封(左右)刀、压合轮、吹风装置组成。
3、成型装置:把片状材料成型为折叠形袋状。
由成型板、成型辅助轮、固定架组成。
4、牵引装置:牵引合掌材料在机上行进,控制合掌速度。
由电机、夹辊组成。
5、收卷装置:把合掌过的制袋料收卷成卷状料。
由收卷架、传动皮带组成。
〈二〉、切袋机由放料装置、牵引装置、热封及冷却装置、光电控制装置、切刀装置组成。
1、放料装置:安放制袋材料,为制袋提供材料,并控制放出材料张力。
由放料架、制动装置组成。
2、牵引装置:牵引制袋材料在机上行进,控制制袋速度、张力,配合光电控制系统控制送料位置。
由电机、夹辊、浮动辊组成。
3、热封及冷却装置:在制袋材料的横封位置加热封合、冷却降温。
由机架、加热板、热封刀、冷却板、弹簧、硅胶板组成。
4、光电控制装置:控制制袋料步进时的纵向位置,为切袋、热封位置的准确性提供保证,光电检测头可选择多种有反光差异的材料位置作检测对象。
由光电检测头、控制箱组成。
5、切刀装置:把送出的连续的制袋料切断,形成单个成品袋。
由上、下切刀、连杆组成。
〈三〉、边封机由放料装置、成型装置、热封及冷却装置、牵引装置、光电控制装置、张力控制、切袋装置组成。
1、放料装置:安放制袋卷料,为制袋提供材料。
由机架、放卷轴、断料检测装置组成。
2、成型装置:把片状复合料成型为折叠状,使正背面图案对齐。
由两个45°成型板、剖切刀、对齐调节辊组成。
3、热封及冷却装置:把成型的制袋料在热封位置进行加热粘合,然后加以冷却定型。
在此装置上可调节热封、冷却的压力。
由机架、加热板、热封刀、冷却板、弹簧、硅胶板组成。
4、张力控制装置:控制制袋材料在放卷、成型、热封过程中张力稳定,以满足制袋要要求。
由浮动辊、气压阀、气缸、行程控制组成。
5、光电控制装置:控制制袋料在步进时的纵向位置,为成型、热封、冲切、切袋位置的准确性提供保障,光电检测头可选择多种有反光差异的材料位置作检测对象。
由光电检测头、控制箱组成。
6、牵引装置:牵引材料向前运行,使材料在机上完成制袋过程,配合光电、张力控制系统,控制材料的牵引量。
分放料、成形、出料牵引装置。
由电机、上下夹辊组成。
7、切袋装置:把连续状的袋切断为单个成品袋。
由上下切刀、连接拉杆组成。
8、底料控制装置:安放底料、控制放料张力、折叠、冲孔,使底料与制袋料同步进入热封装置。
由放料座、张力控制装置、折叠架、冲孔架组成。
四、制袋工艺〈一〉、合掌工艺1、根据背封袋的内宽和风琴的尺寸,选择合适的成型板安装上机。
2、根据材料结构和工艺速度设定热封温度。
3、调节放料张力合适。
制袋材料在进入成型板时,在成型辅助工具转向挡板和推进胶轮的作用下,制袋材料在成形板上形成合掌状,料边在合拢处贴合。
调节放料轴左右移动,使贴合的料边对齐。
4、左右两侧热封刀对合掌贴合处加热封合,热封处随后进入夹紧轮间被压合,使热封处平整。
注意左右热封刀的距离,太小时,热封材料进不去,太大时,制袋材料离热封刀远而易出现热封不良现象。
5、风机吹出的冷风对热封并压合的热封位置进行冷却,使其降温定型。
6、收卷装置把热封成型的制袋料在收卷架上卷取成卷状。
〈二〉、切袋工艺1、根据袋的横封宽度要求,选择合适的热封刀安装上机。
2、调节放料、进料张力,使料行走稳定。
3、根据材料结构和制袋工艺速度,设定工艺温度。
4、选择合适的光电检测对象,并调节工作状态;移动光电检测头位置,使袋的切刀位置正确,移动热封及冷却刀架使袋的热封位置正确。
5、调节热封压力、时间、温度使热封效果良好。
热封温度影响袋的热封效果最大,根据热封材料的熔点高低及制袋机速快慢来调节。
机速越快,热封温度越高,反之亦然;热封材料熔点越高,热封温度越高,反之亦然。
热封温度过高时,热封处变脆,易断裂,热封强度低;热封温度过低时,热封材料熔融不良,热封强度低。
6、牵引装置把热封过的连续的袋料送出,由切刀切断成单个分开的袋。
〈三〉、边封制袋工艺1、根据袋的热封要求,选择合适的热封刀安装上机。
2、调节光电纠偏制袋材料在机上行进时,会因材料、设备本身因素影响制袋精度,光电纠偏系统就是在制袋过程中,起对制袋材料前后、左右发生变化时的纠正作用。
光电检测头能对多种颜色、图案进行检测,确保制袋品质。
通常有成型和切袋光电纠偏装置,成型光电纠偏控制中切刀位置,检测头可选择边或线作检测对象,但要求边或线与底色有明显色差、且是连续状;切袋光电纠偏控制送出料的位置,调节光电头前后位置,可调节袋的切刀位置,检测对象要求与底色有明显色差,位置平整、稳定。
3、设定材料张力根据材料的平整度,拉伸强度调节放料、成型、热封各段的张力。
张力过小时,制袋料左右窜动,影响各段光电纠偏控制的稳定;张力过大时,易形成纵向皱痕和牵引打滑,从而影响纵向纠偏控制的正常工作。
4、设定热封压力根据材料的厚薄、热封面积及热封刀、硅胶片的平整状况调节,压力过小时,热封处易因贴合不紧而产生气泡;压力过大时,热封处被压薄,使热封强度变小。
现有三台边封机的热封压力调节,是以调节刀架上两端的弹簧对刀架的压力来调节热封压力。
5、设定热封时间根据材料的厚薄及热封性调节。
热封时间过长时,生产效率低,表层材料因受热时间长,易变形而皱,使热封处不平整;热封时间过短时,热封材料的热熔融时间不足,易造成热封强度低和气泡问题。
现有的三台边封机的热封时间主要是调节机速来调节热封时间的长短,也可在热封刀架上调节热封刀下落时间的迟早,来作微调热封时间的长短。
6、设定热封温度根据热封材料的熔点高低及制袋机速快慢来调节。
机速越快,热封温度越高,反之亦然;热封材料熔点越高,热封温度越高,反之亦然。
温度的调节在控制屏幕上直接输入设定。
热封温度过高时,热封处变脆,易断裂,热封强度低;热封温度过低时,热封材料熔融不良,热封强度低。
7、冷却制袋材料经高温热封后,需冷却定型,使热封处平整。
现三台边封机的冷却装置是采用水冷式,生产时要注意接通冷水。
8、切袋把热封、冷却及冲切好的制袋料经牵引辊送出后切断成单个袋。
切刀位置由光电检测头位置控制。
当上下刀磨损变钝时,会出现切袋不断或切刀处毛边状。
〈四〉、热封的三要素在软包装生产的制袋工序中,影响热封质量的因素主要有热封温度、热封时间和热封压力。
1、热封温度热封温度的作用是使粘合膜层加热到一个比较理想的粘流状态。
由于高聚物没有确定的熔点,是一个熔融温度范围,即在固相与液相之间有一个温度区域,当加热到该温度区域时,薄膜进入熔融状态。