生产计划与控制(作业集)
- 格式:docx
- 大小:47.45 KB
- 文档页数:21
生产作业计划与控制管理生产作业计划与控制管理是指企业根据市场需求和生产资源的情况,制定出可行的生产计划,并通过科学、有效的控制手段对生产过程进行管理,确保生产任务的完成。
本文将从计划和控制两个方面来介绍生产作业计划与控制管理。
一、生产作业计划管理1.生产作业计划的内容和要求(1)生产任务的数量:根据市场需求和企业自身生产能力,确定生产任务的数量,即确定需要生产的产品数量。
(2)生产任务的周期:根据生产任务的数量和生产能力,确定生产任务的周期,即确定生产任务需要多长时间才能够完成。
(3)产品品种:根据市场需求和产品种类,确定生产任务的产品品种,即确定需要生产哪些产品。
(4)生产顺序:根据产品的生产工艺和生产能力,确定生产任务的顺序,即确定产品的先后顺序。
生产作业计划的要求主要包括准确性、可行性和灵活性。
准确性是指生产作业计划要准确地反映实际情况,符合生产任务的需求。
可行性是指生产作业计划要符合企业的生产能力,能够保证生产任务的完成。
灵活性是指生产作业计划要能够根据市场需求的变化和生产资源的变动进行调整,以适应不同情况下的生产需求。
2.生产作业计划管理的方法和工具(1)MRP(物料需求计划):MRP是一种以物料为中心的计划方法,通过对物料需求的计算和分析,确定所需物料的数量和时间,并制定具体的生产计划。
MRP能够根据市场需求和产品的生产工艺,自动地计算物料需求量,并根据生产资源的情况进行调整,以确定合理的生产计划。
(2)ERP(企业资源计划):ERP是一种以企业为中心的计划方法,通过对企业内部资源的整合和协调,帮助企业实现全面优化和全面协调。
ERP能够将企业内部的各种资源,包括人力资源、物料资源、设备资源、财务资源等进行整合和协调,以实现生产作业计划的制定和执行。
(3)APS(高级计划与调度系统):APS是一种综合型的计划方法,通过对整个生产过程的综合考虑和调度,实现生产作业计划的优化。
APS 能够结合市场需求、生产能力、生产资源等多个因素,通过模型和算法进行计算和分析,以确定合理的生产作业计划,并进行调度和优化。

车间级作业计划与生产控制第一部分车间作业计划目录一、车间作业计划的概念二、制定作业计划应遵循的准则三、作业排序与优先准则四、案例:公司摩托车有限公司涂装部(车间)生产作业计划的编制一、车间作业计划的概念车间作业计划是以厂级计划、下工序(车间)需求计划为依据,结合本车间的人员状况、设备状况、工装夹具配置、瓶颈工序产能以及各种生产技术准备情况,把车间生产任务落实到具体的班组、具体的设备乃至具体的操作者,还要规定出各项生产任务的具体投入时间和产出进度。
之所以叫做作业计划,就是因为它内容详尽而具体,可以指导操作者的日常生产作业活动。
二、制定作业计划应遵循下列几个准则:1.确保实现已经确定的交货期。
一般来说,下达到车间的生产任务都有不同的交货期要求,管理人员要通过精心策划和安排满足所有任务的交货期要求。
2.减少或消除工件和设备的等待时间。
工件等待时间是指一个工件在某道工序完成之后,执行下一道工序的设备还在加工其它工件,工件要等待一段时间才能被加工。
设备等待时间是指一台机器已经完成对某个工件的加工,但随后的工件尚未到达,使设备空闲的那段时间。
这两种等待时间都会给企业带来损失,应尽量避免发生。
3.工件在车间的流程时间最短。
工件在车间的流程时间,又可称为工件的停留时间,是指从工件到达车间起,直到被加工完毕离开车间为止的全部时间,一般包括到达车间后等待时间(如果有的话)和工件在机器上的加工时间。
假设工件的加工时间是给定的已知值,则它在车间的等待时间越短,那么它在车间的流程时间也就越短。
4.车间在制品的数量最少、停放时间最短。
在制品是对从投料到成品入库过程中尚未完工的所有毛坯、零件、部件、产品的总称。
在制品是生产流动资金的物化形态。
在制品数量越多、在车间内的停留时间越长,流动资金的周转速度越慢,企业损失越大。
因此,在作业的安排上要考虑在制品的影响。
三、作业排序与优先准则㈠、作业排序的概念:安排工件在作业计划中的加工顺序为作业排序。
生产作业计划与控制1. 介绍生产作业计划与控制是指通过有效的组织和安排,对生产过程中的作业进行计划和控制,以确保生产任务按时完成,并保持生产效率和质量。
在现代制造业中,生产作业计划与控制是重要的管理活动,对于企业的运营和业绩具有重要影响。
2. 生产作业计划2.1 概念生产作业计划是指根据生产需求和资源情况,合理安排和组织生产活动的过程。
通过生产作业计划,可以确定生产活动的时间、顺序和资源分配等方面的安排。
2.2 目标生产作业计划的主要目标是实现生产活动的高效率和高质量。
通过合理的作业计划,可以避免生产过程中的资源浪费和生产能力的闲置,提高生产效率和资源利用率。
2.3 方法生产作业计划可以采用多种方法和工具进行,常见的方法包括:•启发式方法:基于经验和直觉进行计划安排,适用于简单的生产环境。
•数学模型方法:使用数学模型和优化算法进行作业计划,可以解决复杂的生产环境下的问题。
•模拟仿真方法:通过建立生产流程的仿真模型,评估不同计划方案的效果,并选择最优方案。
•经验法则方法:根据过去的生产数据和经验总结的方法,进行作业计划。
2.4 要素一个有效的生产作业计划需要考虑以下要素:•生产需求:包括产品数量、交货时间和质量标准等。
•资源情况:包括设备、人力、原材料和工时等资源的可用情况。
•作业顺序:根据产品特性和生产流程,确定作业的先后顺序。
•作业时间:确定每个作业所需要的时间,并合理安排作业时间。
•作业分配:将作业分配给相应的人员和设备,确保资源的合理利用。
3. 生产作业控制3.1 概念生产作业控制是指对生产过程中的作业进行监控和调度,以确保生产计划的顺利执行。
通过生产作业控制,可以实时了解生产进度和问题情况,并采取相应的措施进行调整和优化。
3.2 目标生产作业控制的主要目标是实现生产计划的准确执行和优化生产资源的利用。
通过有效的作业控制,可以降低生产成本、提高生产效率和产品质量。
3.3 方法生产作业控制可以采用多种方法和工具进行,常见的方法包括:•进度控制:监控生产进度,并及时调整作业顺序和分配,确保生产计划的顺利执行。
生产作业计划与生产控制首先,生产作业计划是确定产品需要的数量和交付日期的计划。
它需要考虑市场需求,以及生产能力和资源的限制。
通过合理分配生产资源并制定合理的生产计划,企业可以最大限度地减少库存和准时交付产品,从而提高客户满意度。
其次,生产控制是确保生产过程按照计划进行的一系列活动。
它包括跟踪生产进度,协调各个部门的工作,及时解决生产过程中的问题,以确保产品按时交付,并且达到预期的质量标准。
它还需要对生产过程进行监控和评估,以便及时调整生产计划。
生产作业计划和生产控制的有效实施,可以帮助企业提高生产效率,降低生产成本,提高产品质量,缩短交付周期,提高客户满意度,增强企业竞争力,实现持续增长。
因此,制造企业必须认真制定生产作业计划和有效实施生产控制。
它们需要不断地进行调整和优化,以适应不断变化的市场需求和生产环境。
企业也可以利用先进的生产计划和控制系统,如ERP系统和生产计划排程系统,来提高生产管理的水平和效率。
通过合理规划和有效控制生产活动,企业可以更好地满足客户需求,实现持续增长。
生产作业计划和生产控制是制造企业日常运作中至关重要的一部分。
它们的有效实施对企业的运作效率和生产效果至关重要。
在本文中,我们将深入探讨生产作业计划和生产控制的相关内容,包括其关键功能、影响因素和实施策略。
首先,让我们来谈一谈生产作业计划在制造企业中的重要性。
生产作业计划的主要功能是确定生产所需的各种资源,如原材料、人力、设备等,并制定合理的生产计划和资源调配方案。
这一过程需要考虑市场需求、生产能力、生产周期、库存水平等因素。
只有当企业拥有一个合理的生产作业计划,才能最大程度地减少库存、准时交付产品,并提高生产资源的利用率。
生产作业计划的编制需要考虑市场需求的变化、产品生命周期、原材料供应、生产能力和人力资源等方面的限制。
制造企业应该利用市场预测、销售订单、库存状况等信息来制定合理的生产作业计划。
同时,需要考虑到生产资源的稀缺性和成本效益,以便制定出既能满足市场需求又能最大化利润的生产计划。
生产作业计划的编制与生产作业控制1. 引言生产作业计划的编制与生产作业控制是制造企业生产管理中非常重要的环节。
它涉及制定生产计划、安排生产资源、控制生产进度和质量等方面,对于提高生产效率、节约成本以及优化生产流程具有重要意义。
本文将介绍生产作业计划的编制与生产作业控制的一般流程和方法。
2. 生产作业计划的编制生产作业计划的编制是指根据市场需求和企业资源状况,制定合理的生产计划,安排生产任务和生产资源。
编制生产作业计划的主要步骤如下:2.1 确定生产目标在编制生产作业计划之前,首先需要明确生产目标。
生产目标可以包括产量目标、交货期限、质量要求等。
只有明确了生产目标,才能有针对性地制定生产计划。
2.2 分析市场需求根据市场需求情况,预测未来一段时间内的产品需求量。
可以通过市场调研、销售数据分析等方法来获取客观的市场需求信息。
2.3 确定生产能力对企业的生产能力进行评估,包括设备能力、人力资源等方面。
根据生产能力和市场需求,合理安排生产计划。
2.4 制定生产计划根据市场需求和生产能力,制定生产计划。
生产计划可以按照产品、工序、时间等进行划分,确保生产过程的顺利进行。
2.5 调配生产资源根据制定的生产计划,进行生产资源的调配。
包括人力资源、设备资源、原材料供应等方面。
确保生产过程中各项资源的协调和顺畅。
3. 生产作业控制生产作业控制是指在生产过程中对生产计划的执行进行监控和控制。
主要包括生产进度控制、质量控制、资源协调等方面。
3.1 生产进度控制生产进度控制是指通过对生产过程中各个环节的监控,确保生产进度的顺利进行。
可以采用生产进度表、生产报表等方式进行记录和分析,及时发现生产进度偏差并采取相应措施进行调整。
3.2 质量控制质量控制是生产作业控制中非常重要的环节。
通过制定质量标准和质量检查流程,对产品质量进行监控和控制。
可以通过抽样检验、工艺控制、专业人员的质量检查等方式进行质量控制。
3.3 资源协调在生产过程中,可能会出现资源不足或者过剩的情况。
生产计划与控制教程与作业指导书第1章生产计划与控制概述 (4)1.1 生产计划的基本概念 (4)1.1.1 定义 (5)1.1.2 分类 (5)1.1.3 编制原则 (5)1.1.4 编制方法 (5)1.2 生产控制的目的与任务 (5)1.2.1 目的 (5)1.2.2 任务 (6)1.2.3 主要内容 (6)1.3 生产计划与控制的相互关系 (6)第2章生产计划编制方法 (6)2.1 生产计划编制的步骤 (6)2.1.1 确定生产计划的目标 (6)2.1.2 收集和分析数据 (7)2.1.3 制定生产计划方案 (7)2.1.4 评估和选择方案 (7)2.1.5 实施生产计划 (7)2.1.6 生产计划的调整与优化 (7)2.2 MRP系统的原理与应用 (7)2.2.1 MRP系统原理 (7)2.2.2 MRP系统的应用 (7)2.3 MPS的制定与维护 (7)2.3.1 MPS的制定 (8)2.3.2 MPS的维护 (8)第3章生产能力计划 (8)3.1 生产能力的基本概念 (8)3.1.1 生产能力的定义 (8)3.1.2 生产能力的分类 (8)3.1.3 影响生产能力的因素 (8)3.2 综合生产能力的确定 (8)3.2.1 设计生产能力的确定 (8)3.2.2 查定生产能力的确定 (8)3.2.3 计划生产能力的确定 (9)3.2.4 生产能力计算方法 (9)3.3 生产能力计划的调整与优化 (9)3.3.1 生产能力计划调整的必要性 (9)3.3.2 生产能力计划调整的方法 (9)3.3.3 生产能力优化目标 (9)3.3.4 生产能力优化策略 (9)3.3.5 生产能力优化实施 (9)第4章生产作业计划 (9)4.1 生产作业计划的概念与作用 (9)4.1.1 概念 (9)4.1.2 作用 (9)4.2 生产作业计划的编制方法 (10)4.2.1 编制原则 (10)4.2.2 编制步骤 (10)4.2.3 编制方法 (10)4.3 生产作业计划的实施与控制 (10)4.3.1 实施要点 (10)4.3.2 控制措施 (11)第5章库存控制与管理 (11)5.1 库存的基本概念与分类 (11)5.1.1 库存定义 (11)5.1.2 库存的分类 (11)5.2 库存控制策略 (11)5.2.1 订货点法 (11)5.2.2 经济订货量(EOQ)模型 (11)5.2.3 库存动态控制策略 (11)5.3 库存分析与优化 (11)5.3.1 库存分析方法 (11)5.3.2 库存优化方法 (12)第6章生产调度技术 (12)6.1 生产调度的基本概念与原则 (12)6.1.1 基本概念 (12)6.1.2 基本原则 (12)6.2 生产调度方法 (12)6.2.1 手工调度方法 (12)6.2.2 自动化调度方法 (13)6.2.3 智能化调度方法 (13)6.3 生产调度的实践应用 (13)6.3.1 生产调度系统设计 (13)6.3.2 生产调度系统实施 (13)6.3.3 生产调度案例分析 (13)第7章质量控制与管理 (13)7.1 质量的基本概念与质量管理 (13)7.1.1 质量的定义与特征 (13)7.1.2 质量管理的发展历程 (14)7.1.3 质量管理的基本原则 (14)7.1.4 质量管理的常用术语 (14)7.2 质量控制工具与方法 (14)7.2.1 质量控制工具 (14)7.2.2 质量控制方法 (14)7.3 质量管理体系与认证 (15)7.3.1 质量管理体系的概念与结构 (15)7.3.2 质量管理体系标准 (15)7.3.3 质量认证 (15)7.3.4 质量管理体系建立与实施 (15)第8章设备综合效率管理 (15)8.1 设备综合效率(OEE)的概念 (15)8.1.1 OEE的定义与组成 (16)8.1.2 OEE的计算方法 (16)8.1.3 OEE在生产企业中的应用 (16)8.2 设备故障分析与预防 (16)8.2.1 设备故障分析 (16)8.2.2 设备故障预防策略 (16)8.2.3 设备故障预防实施方法 (16)8.3 设备维护与保养 (16)8.3.1 设备维护与保养内容 (16)8.3.2 设备维护与保养计划 (16)8.3.3 设备维护与保养实施要点 (17)第9章生产计划与控制信息系统 (17)9.1 生产计划与控制信息系统的构成 (17)9.1.1 硬件设施 (17)9.1.2 软件系统 (17)9.1.3 网络通信 (17)9.1.4 数据资源 (17)9.2 生产计划与控制信息系统的功能 (17)9.2.1 生产计划管理 (18)9.2.2 生产过程控制 (18)9.2.3 数据分析与决策支持 (18)9.3 生产计划与控制信息系统的实施 (18)9.3.1 需求分析 (18)9.3.2 系统设计 (18)9.3.3 开发与实施 (18)9.3.4 运行与维护 (19)第10章生产计划与控制作业指导案例分析 (19)10.1 案例一:某制造业企业生产计划与控制实践 (19)10.1.1 背景介绍 (19)10.1.2 生产计划编制 (19)10.1.2.1 市场需求分析 (19)10.1.2.2 生产能力评估 (19)10.1.2.3 主生产计划制定 (19)10.1.2.4 物料需求计划编制 (19)10.1.3 生产控制流程 (19)10.1.3.1 生产进度监控 (19)10.1.3.2 生产异常处理 (19)10.1.3.3 产能调整与优化 (19)10.1.3.4 交货期管理 (19)10.1.4 作业指导 (19)10.1.4.1 生产计划制定步骤 (19)10.1.4.2 生产控制关键环节 (19)10.1.4.3 常见问题与解决方案 (19)10.2 案例二:某家电企业生产计划与控制优化 (19)10.2.1 背景介绍 (19)10.2.2 生产计划与控制现状分析 (19)10.2.2.1 生产计划存在的问题 (19)10.2.2.2 生产控制存在的问题 (19)10.2.3 优化方案 (19)10.2.3.1 生产计划优化 (20)10.2.3.1.1 引入高级预测技术 (20)10.2.3.1.2 优化排产策略 (20)10.2.3.2 生产控制优化 (20)10.2.3.2.1 建立实时监控体系 (20)10.2.3.2.2 引入生产执行系统 (20)10.2.4 作业指导 (20)10.2.4.1 优化方案实施步骤 (20)10.2.4.2 生产计划与控制优化策略 (20)10.2.4.3 注意事项与挑战 (20)10.3 案例三:某汽车制造企业生产计划与控制挑战与对策 (20)10.3.1 背景介绍 (20)10.3.2 生产计划与控制面临的挑战 (20)10.3.2.1 多品种、小批量生产模式 (20)10.3.2.2 供应链协同问题 (20)10.3.2.3 生产过程复杂性 (20)10.3.3 对策与措施 (20)10.3.3.1 精细化生产计划 (20)10.3.3.2 强化供应链协同 (20)10.3.3.3 引入智能制造技术 (20)10.3.4 作业指导 (20)10.3.4.1 针对性对策实施步骤 (20)10.3.4.2 生产计划与控制关键成功因素 (20)10.3.4.3 持续改进与优化方向 (20)第1章生产计划与控制概述1.1 生产计划的基本概念生产计划是企业生产管理的重要组成部分,旨在合理组织和调度企业生产资源,以实现生产目标的高效达成。
24秋学期《生产计划与控制》作业参考1.以下()不属于OPT的九条原则。
选项A:平衡的对象是物流而非能力选项B:瓶颈资源的利用程度是受瓶颈决定的选项C:瓶颈控制着存货和有效产出选项D:转运批量与加工批量可以不相等参考答案:B2.在我国,()理论常常被翻译为限制理论、制约因素、制约法等。
选项A:木桶选项B:约束选项C:短板选项D:链条参考答案:B3.以下()不是5S活动的内容。
选项A:整理选项B:整顿选项C:清扫选项D:训练参考答案:D4.全面质量管理强调()不合格品的发生,要从操作者、机器、工具、材料和工艺过程等方面保证不出现不合格品。
选项A:事先预防选项B:事中预防选项C:事后预防选项D:现场预防参考答案:A5.作业分配方式不包括下列()。
选项A:标准派工法选项B:不定期派工法选项C:定期派工法选项D:临时派工法参考答案:B6.提出消除浪费的是()生产技术。
选项A:JIT选项B:ERP选项C:BOM选项D:TQM参考答案:A7.网络图是由()和节点组成的用来表示工作流程的有向网状图形。
选项A:活动选项B:工序选项C:箭线选项D:线路参考答案:C8.以我国机电产品设计为例,产品设计的内容和程序通常为初步设计、技术设计和()三个阶段。
选项A:外形设计选项B:功能设计选项C:程序设计选项D:工作图设计参考答案:D9.长期生产能力规划一般为()年。
选项A:3-5选项B:1-2选项C:1。

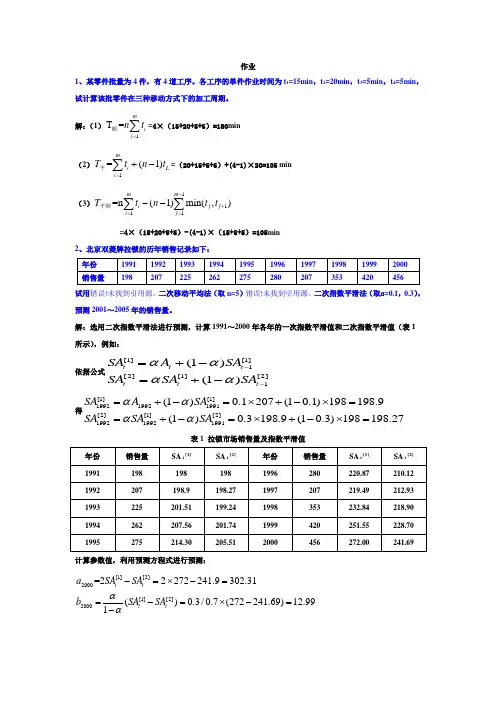
作业1、某零件批量为4件,有4道工序。
各工序的单件作业时间为t 1=15min ,t 2=20min ,t 3=5min ,t 4=5min ,试计算该批零件在三种移动方式下的加工周期。
解:(1)1T =mi i nt =∑顺=4×(15+20+5+5)=180min(2)1=(1)mi Li T t n t=+-∑平=(20+15+5+5)+(4-1)×20=105 min(3)1111=n(1)min(,)m m ijj i j T t n t t-+==--∑∑平顺=4×(15+20+5+5)-(4-1)×(15+5+5)=105min2、北京双菱牌拉锁的历年销售记录如下: 年份 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 销售量198207225262275280207353420456试用错误!未找到引用源。
二次移动平均法(取n=5)错误!未找到引用源。
二次指数平滑法(取ɑ=0.1,0.3),预测2001~2005年的销售量。
解:选用二次指数平滑法进行预测,计算1991~2000年各年的一次指数平滑值和二次指数平滑值(表1所示),例如:依据公式[1][1]1[2][1][2]1(1)(1)t t t ttt SA A SA SASASAαααα--=+-=+-得[1][1]199219921991[2][1][2]199219921991(1)0.1207(10.1)198198.9(1)0.3198.9(10.3)198198.27SA A SA SA SA SA αααα=+-=⨯+-⨯==+-=⨯+-⨯=表1 拉锁市场销售量及指数平滑值年份 销售量 SA t [1] SA t [2] 年份 销售量 SA t [1] SA t [2] 1991 198 198 198 1996 280 220.87 210.12 1992 207 198.9 198.27 1997 207 219.49 212.93 1993 225 201.51 199.24 1998 353 232.84 218.90 1994 262 207.56 201.74 1999 420 251.55 228.70 1995275214.30205.512000456272.00241.69计算参数值,利用预测方程式进行预测:[1][2]2000[1][2]2000=22272241.9302.31()0.3/0.7(272241.69)12.991t t t t a SA SA b SA SA αα-=⨯-==-=⨯-=-预测方程为t T t tSF a bT +=+ SF 2001=302.31+12.99×1=315.3 SF 2002=302.31+12.99×2=328.29 SF 2003=302.31+12.99×3=341.28 SF 2004=302.31+12.99×4=354.27 SF 2005=302.31+12.99×5=367.263、某公司1970年1月至12月份的盈利数见下表。
生产作业计划与生产控制1. 引言生产作业计划和生产控制是制造企业中非常重要的环节。
通过合理的生产作业计划和生产控制,企业能够高效地组织和管理生产过程,提高生产效率,降低生产成本,提供优质的产品和服务。
本文将介绍生产作业计划和生产控制的概念、目的、方法和重要性,并探讨如何实施有效的生产作业计划与生产控制。
2. 生产作业计划2.1 概念生产作业计划是制造企业根据市场需求和资源情况,制定生产计划,合理安排生产活动的过程。
生产作业计划通常包括生产任务分配、生产时间安排、生产资源配置等内容。
2.2 目的生产作业计划的目的是实现生产过程的高效、有序、可控。
通过科学合理的生产作业计划,企业能够:•合理分配生产任务,提高生产效率;•合理安排生产时间,保证按时交付产品;•合理配置生产资源,降低生产成本;•实现生产过程的可控。
2.3 方法制定生产作业计划时,可以采用以下方法:•市场驱动:根据市场需求量和销售预测,制定生产计划;•资源约束:根据机器设备、人力资源等生产资源的约束,制定生产计划;•进度控制:根据产品的生命周期和交货时间等因素,制定生产计划;•成本管理:根据生产成本和利润等因素,制定生产计划。
3. 生产控制3.1 概念生产控制是指对生产作业执行过程的监控和管理。
通过生产控制,企业能够实时监测生产过程中的各项指标和关键节点,及时采取措施,确保生产活动按照计划顺利进行。
3.2 目的生产控制的目的是提高生产效率、优化资源利用、降低生产成本、提高产品质量。
通过有效的生产控制,企业能够:•及时发现生产异常和问题,采取相应措施进行调整和改进;•提高生产计划的准确性和可靠性;•实现生产过程的监控和数据采集;•实现生产过程的自动化和智能化。
3.3 方法实施有效的生产控制,可以采用以下方法:•生产数据采集:通过传感器、仪表等设备对生产过程中的关键数据进行实时采集;•数据分析与监控:对采集到的生产数据进行分析和监控,发现异常情况并预警;•控制措施实施:根据分析结果,及时采取相应的控制措施进行调整和改进;•自动化与智能化:利用先进的技术手段,实现生产过程的自动化和智能化控制。
P4-1Harold Grey owns a small farm in the Salinas Valley that grows apricots. The apricots are dried on the premises and sold to a number of large supermarket chains. Based on past experience and committed contracts, he estimates that sales over the next five years in thousands of packages will be as follows:Assume that each worker stays on the job for at least one year, and that Grey currently has three workers on the payroll. He estimates that he will have 20,000 packages on hand at the end of the current year. Assume that, on the average, each worker is paid $25,000 per year and is responsible for producing 30,000 packages. Inventory costs have been estimated to be 4 cents per package per year, and shortages are not allowed. Based on the effort of interviewing and training new workers, Farmer Grey estimates that it costs $500 for each worker hired. Severance pay amounts to $1,000 per worker.a. Assuming that shortages are not allowed, determine the minimum constant workforce that he will need over the next five years.b. Evaluate the cost of the plan found in part (a).P4-2For the data given in P4-1, graph the cumulative net demand.a. Graphically determine a production plan that changes the production rate exactly once during the five years, and evaluate the cost of that plan.b. Graphically determine a production plan that changes the production rate exactly twice during the five years, and evaluate the cost of that plan.P4-3An implicit assumption made in P4-1 was that dried apricots unsold at the 'L. end of a year could be sold in subsequent years. Suppose that apricots unsold at the end of any year must be discarded. Assume a disposal cost of $0.20 per package. Resolve Problem 9 under these conditions.P4-4The personal department of the A&M Corporation wants to know how many workers will beneeded each month for the next si5-month production period. The following is a monthly demand forecast for the six-month period.The inventory on hand at the end of June was 500 units. The company wants to maintain a minimum inventory of 300 units each month and would like to have 400 units on hand at the end of December. Each unit requires 5 employee-hours to produce, there are 20 working days each month, and each employee works an 8-hour day. The workforce at the end of June was35 workers.a. Determine a minimum inventory production plan (i.e., one that allows arbitrary hiring and firing).b. Determine the production plan that meets demand but does not hire or fire workers during the six-month period.P4-5A local semiconductor firm, Superchip, is planning its workforce and production levels over the next year. The firm makes a variety of microprocessors and uses sales dollars as its aggregate production measure. Based on orders received and sales forecasts provided by the marketing department, the estimate of dollar sales for the next year by month is as follows:Inventory holding costs are based on a 25 percent annual interest charge. It is anticipated thatthere will be 675 workers on the payroll at the end of the current year and inventories will amount to $120,000. The firm would like to have at least $100,000 of inventory at the end of December next year. It is estimated that each worker accounts for an average of $60,000 of production per year (assume that one year consists of 250 working days). The cost of hiring a new worker is $200, and the cost of laying off a worker is $400.a. Determine the minimum constant workforce that will meet the predictedb. Evaluate the cost of the plan determined in part (a).P4-6For the data in P4-5, determine the cost of the plan that changes the workforce size each period to most closely match the demand.P4-7Graph the cumulative net demand for the Superchip data of P4-5. Graphically determine a production plan that changes production levels no more than three times, and determine the total cost of that plan.P4-8.Excelsior Springs, Ltd., schedules production of one end product, Hi-Sulphur, in batches of 80 units whenever the projected ending inventory balance in a quarter falls below 10 units. It takes one quarter to make a batch of 80 units. Excelsior currently has 30 units on hand. The sales forecast for the next four quarters is:ForecastQuarter1 2 3 4 20 70 70 20a. Prepare a time-phased MPS record showing the sales forecast and MPS for Hi-Sulphur.b. What are the inventory balances at the end of each quarter?c. During the first quarter, no units were sold. The revised forecast for the rest of the year is:ForecastQuarter 2 3 4 30 50 70How does the MPS change?P4-9.Neptune Manufacturing Company’s production manager wants a master production schedule covering next year’s business. The company produces a complete line of small fishing boats forboth saltwater and freshwater use and manufactures most of the component parts used in assembling the products. The firm uses MRP to coordinate production schedules of the component part manufacturing and assembly operations. The production manager has just received the following sales forecast for next year from the marketing division:Products linesSales forecast (standard boats for each series) 1st quarter 2nd quarter 3rd quarter 4th quarterFunRay series 8,000 9,000 6,000 6,000SunRay series 4,000 5,000 2,000 2,000StingRay series 9,000 10,000 6,000 7,000Total 21,000 24,000 14,000 15,000The sales forecast is stated in terms of ” standard boats,” reflecting total sales volume for each of the firm’s three major product lines.Another item of information supplied by the marketing department is the target ending inventory position for each product line.The marketing department would like the production manager to plan on having the following number of standard boats on hand at the end of each quarter of next year:Product lineQuarterly target ending inventory (in standard boats)FunRay series 3,000 boatsSunRay series 1,000 boatsStingRay series 3,000 boats The inventory position for each product is:Product lineCurrent Inventory level (in standard boats)FunRay series 3,000 boatsSunRay series 1,000 boatsStingRay series 3,000 boatsThe master production schedule is to specify the number of boats (in standard units) to be produced for each product line in each quarter of next year on the firm’s single assembly line. The assembly line can produce up to 15,000 standard boats per quarter (250 boats per day during the 60 days in a quarter).Two additional factors are taken into account by the production manager in preparing the master production schedule:the assembly line changeover cost and the inventory carrying cost for the finished goods inventory. Each assembly line changeover costs $5,000, reflecting material handling costs of changing the stocking of component parts on the line, adjusting the layout, and so on. After some discussion with the company comptroller, the production manager concludedthat the firm’s inventory carrying cost is 10 percent of standard boat cost per year. The item value for each of the product line standard units is:Product line Standard boats costFunRay series $100SunRay series 150StingRay series 200The master production scheduler has calculated the production lot sizes as 5,000, 3,000, and 4,000 units, respectively.a. Develop a master production schedule for next year, by quarter, for each of Neptune’s fishing boat lines. Identify any problems.b. Verify the lot size calculations using the EOQ formula.P4-10.The MPS planner at Murphy Motors uses MPS time-phased records for planning end item production.The planner is currently working on a schedule for the P24, one of Murphy’s top-selling motors.The planner uses a production lot size of 70 and a safety stock of 5 for the P24 motor.WeekOn hand = 20a. Complete the MPS time-phased record for product P24.b. Can Murphy accept the following orders?Update the MPS time-phased record for accepted orders.Order Amount Desired week1 40 42 30 63 30 24 25 3P4-11.Nino Spirelli has constructed the following (partial) time-phased MPS record:Week1 2 3 4 5 6Forecast 20 30 20 30 20 30Orders 14 8 6AvailableAvailable to promiseMPS 50 50 50 50On hand = 5a. Complete the record.b. Are there any problems?c. What's the earliest Nino can promise an order for 44 units?d. Assume that an order for 15 is booked for week 4. Assume the order for 44units in part c is not booked; recompute the record.P4-12.The Noname Computer Company builds a computer designated model ICU2. It imports the motherboard of the computer from Taiwan, but the company inserts the sockets for the chips and boards in its plant in Lubbock, Texas. Each computer requires a total of 90 64K DRAM (dynamic random access memory) chips. Noname sells the computers with three add-in boards and two disk drives. The company purchases both the DRAM chips and the disk drives from an outside supplier. The product structure diagram for the ICU2 computer is given in Figure 4-1. Suppose that the forecasted demands for the computer for weeks 6 to 11 are 220, 165, 180, 120, 75, and 300. The starting inventory of assembled computers in week 6 will be 75, and the production manager anticipates returns of 30 in week 8 and 10 in week 10.a. Determine the MPS for the computers.b. Determine the planned order release for the motherboards assuming a lot-for-lot scheduling rule.c. Determine the schedule of outside orders for the disk drives.FIGURE 4-1 Product structure diagram for ICU2 computer (for Problem 4-12)P4-13.For the previous problem, suppose that Noname has 23,000 DRAM chips in inventory. It anticipates receiving a lot of 3,000 chips in week 3 from another firm that has gone out of business. At the current time, Noname purchases the chips from two vendors, A and B. A sells the chips for less, but will not fill an order exceeding 10,000 chips per week.a. If Noname has established a policy of inventorying as few chips as possible, what order should it be placing with vendors A and B over the next six weeks?b. Noname has found that not all the DRAM chips purchased function properly. From past experience it estimates an 8 percent failure rate for the chips purchased from vendor A and a 4 percent failure rate for the chips purchased from vendor B. What modification in the order schedule would you recommend to compensate for this problem?P4-14.a. Determine the planned order release for the motherboards in Problem 4 assuming that one uses the EOQ formula to schedule production. Use K = $180 and h = 0.40.b. Using the results from part (a), determine the gross requirements schedule for the DRAM chips, which are ordered from an outside supplier. The order cost is $25.00, and the holding cost is $0.01 per chip per week. What order schedule with the vendor results if the EOQ formula is used to determine the lot size?c. Repeat the calculation of part (b) for the add-in boards. Use the same value of the setup cost and a holding cost of 28 cents per board per week.P4-15.The time-phased net requirements for the base assembly in a table lamp over the next six weeks areThe setup cost for the construction of the base assembly is $200, and the holding cost is $0.30 per assembly per week.a. What lot sizing do you obtain from the EOQ formula?b. Determine the lot sizes using the Silver-Meal heuristic.c. Determine the lot sizes using the least unit cost heuristic.d. Determine the lot sizes using part period balancing.e. Compare the holding and setup costs obtained over the six periods using the policies found in parts (a) through (d) with the cost of a lot-for-lot policy.P4-16.Consider the example presented in Section 2 of this chapter of scheduling the production of the valve casing assembly.a. Suppose that the production capacity in any week is 100 valve casings. Using the algorithmpresented in this section, determine the planned order release for the valve casings.b. What gross requirements schedule for the valves does the lot sizing you obtained in part (a) give?c. Suppose that the production capacity for the valves is 200 valves per week. Is the gross requirements schedule from part (b) feasible? If not, suggest a modification in the planned order release computed in part (a) that would result in a feasible gross requirements schedule for the valves.P4-17.A single inventory item is ordered from an outside supplier. The anticipated demand for this item over the next 12 months is 6, 12, 4, 8, 15, 25, 20, 5, 10, 20, 5, and 12. Current inventory of this item is 4, and ending inventory should be 8. Assume a holding cost of $1 per period and a setup cost of $40. Determine the order policy for this item based ona. Silver-Meal.b. Least unit cost.c. Part Period balancing.d. Which lot-sizing method resulted in the lowest cost for the 12 periods?P4-18.Two end products, EP1 and EP2, are produced in the Raleigh, North Carolina, plant of a large manufacturer of furniture products located in the Southeast. The product structure diagrams for these products appear in Figure 4-2. Suppose that the master production schedules for these two products areAssuming lot-for-lot production, determine the planned order releases for components F, G, and H.FIGURE 4-2 Product structure diagrams (for Problem 4-18)P4-19.A component used in a manufacturing facility is ordered from an outside supplier. Because the component is used in a variety of end products, the demand is high. Estimated demand (in thousands) over the next 10 weeks isThe components cost 65 cents each and the interest rate used to compute the holding cost is 0.5 percent per week. The fixed order cost is estimated to be $200. (Hint: Express h as the holding cost per thousand units.)a. What ordering policy is recommended by the Silver-Meal heuristic?b. What ordering policy is recommended by the part period balancing heuristic?c. What ordering policy is recommended by the least unit cost heuristic?d. Which method resulted in the lowest-cost policy for this problem?P4-20.Cosmo's Camping Supplies sells two camping packages designed for hunters: Nomad and Nimrod. It is a two-stage process that involves picking the appropriate items from inventory and then packing them into a hunting knapsack. Cosmo is making his labor estimates for the next four quarters for the picking and packing operations. The Nomad package requires 1.75 hours of labor and the Nimrod requires 2.45 hours. The Picking work center historically uses 55% of the labor resources and the Packing work center uses 45%. The production Schedule for the next four quarters is given below:Calculate the labor hours required in the picking and packing work centers for the next four quarters.P4-21.Bisutti Cams has gathered data on labor-hour and machine-hour requirements for producing its Racing Camshaft models RC1 and RC2:a. What planning factors should it use for 1997?b. What capacity requirements for labor-hours and machine-hours would you project for 1997 if 50 percent of the labor-hours and machine-hours each were worked in departments 101 and 102? Use the quarterly summaries in the following master schedule to do the projections:P4-22.Determine the capacity requirements in all work centers at erben Fabricators using the MPS, resource profile , product structure, and lead time information given below for product Z and all of its components. (Assume all usages are one, and that a new setup must be made in each week at each work center.)P4-23.Management at the Green Valley Furniture Company has just approved the following master production schedule for its make-to-stock products:*The remaining 10 units from a batch of 30 started last week.a. The production control manager is concerned about capacity requirements for oneof the automatic machines in the firm's wood shop--the #10 molder whose fixed capacity is 40 hours per week. Prepare a rough-cut capacity plan for the #I0 molder using the resource profile data below. What suggestions would you make?The manager has been using the following to estimate capacity requirements:Evaluate the rough-cut capacity planning procedure used by the production control manager.P4-24.Bisutti Cams has a specialized programmed machining center that produces racing camshafts for Indianapolis 500 race cars. It takes about one day for the firm's programmed machining center to produce a racing camshaft to exact tolerances. Consequently, the firm used a two-week lead time to produce a "batch" of 10 camshafts. The current MRP record for the camshafts is as follows:Week1 2 3 4 5 6Q = 10; LT = 2; SS = 2.a. There was real concern whether the programmed machining center's capacity had been managed correctly, especially since the firm was having difficulty meeting customer delivery date promises. The programmed machining center designers had said the machine was capable of producing two usable camshafts a day while operating. Bisutti's engineers had said it wasn't correct to count on the "theoretical" capacity but to use 75 percent as the expected output (1.5 camshafts per day). On the other hand, only over the past few nionths had the company been able to consistently produce one usable camshaft per day. Which capacity value do you think should be used? Why?b. Given the preceding record, what are the capacity requirements over the next five weeks? (You can assume the open order has been in progress for almost a week and has produced five usable camshafts.) How do they compare to the three possible capacity measures? What advice can you give the firm's management?P4-25.The finishing department of the Ragged Edges Company has just upgraded the finishing machlne. The firm hoped the capac~tyw ould now be 20 units a day. The machine has been tested one full day. Output fell two units short of what was planned, while input was exactlyas planned. To evaluate the machine's performance, Ragged Edges used a spreadsheet program to create an inputloutput control report five days later, starting with the deviations and backlog (5 units) from the end of the first day. The firm hoped to maintam a 4-unit backlog.a. What would the inputloutput control report look like if the firm planned inputs of 23, 14, 17, 20, and 22 units for each of the five days, and actually did input 22, 15, 21, 23, and 19 units, while output was 22, 20, 20, 18, and 21 units? What observations do you have?b. Suppose the actual input had been 25 units on the last day. What would the report look like (assuming no other changes)? Would your comments change? What if the department reported backlog (Instead of output) and told you that the actual backlog was zero for each of the past four days?c. What would the input/output control report be if the input had actually been 14, 18, and 20 in the past three days? What observations can you make?Consider the example of Noname computers presented in this section.a. What is the minimum cycle time that is possible? What is the minimum number of stations that would theoretically be required to achieve this cycle time?b. Based on the ranked positional weight technique, how many stations are actually required for the cycle time indicated in part (a)?c. Suppose that the owner of the company that sells Noname computers finds that he is receiving orders for approximately 100 computers per day. How many separate assembly lines are required assuming (i) the best five-station balance, (ii) the best six-station balance (both determined in the text), and (iii) the balance you obtained in part (b)? Discuss the trade-offs involved with each choice.。
生产作业计划与控制生产作业计划与控制是指对生产过程中的各项任务进行合理规划和有效控制,以确保生产能够顺利进行并达到预期的目标。
生产作业计划与控制的目的是提高生产效率、降低生产成本、缩短交货周期、提高产品质量,从而增加企业的竞争力。
首先,生产作业计划与控制需要对整个生产过程进行细致的规划。
首先,需要确定生产的目标和计划,包括生产的数量和时间表。
其次,需要对所需资源进行评估和调度,包括人力、设备、原材料等。
然后,需要制定生产计划,确定每个生产环节的工序和工时,并根据产品的特性进行排产。
最后,需要进行资源分配和调度,确保所需资源能够按时到位,以保证生产的正常进行。
在生产作业控制方面,需要根据实际情况制定相应的控制措施。
首先,需要建立详细的生产数据和指标统计体系,对每个环节进行记录和分析,及时发现问题并采取措施进行调整。
其次,需要建立质量控制体系,对每个环节进行质量检查和控制,确保产品达到预期的质量标准。
再次,需要建立库存控制体系,确保原材料和成品的库存在合理范围内,避免过高或过低的情况发生。
最后,需要建立生产进度控制体系,及时了解生产进度的情况,确保生产按计划进行。
在实施生产作业计划与控制的过程中,需要注意以下几点。
首先,要根据市场需求和客户要求进行生产计划的制定,确保生产能够满足市场需求,避免库存积压或缺货的情况发生。
其次,要注重生产过程中的灵活性和适应性,及时调整生产计划和资源的分配,以应对突发情况和市场变化。
再次,要加强与供应商和客户的沟通与协调,及时了解供应链的信息,确保资源的及时供应和产品的及时交付。
最后,要注重生产作业的监控和评估,对生产过程进行实时监控,对生产结果进行评估分析,及时发现问题并进行改进。
总之,生产作业计划与控制是企业顺利开展生产活动的基础和保障。
通过合理的规划和有效的控制,可以提高生产效率、降低生产成本、缩短交货周期、提高产品质量,从而为企业创造更大的竞争优势。
因此,企业需要重视生产作业计划与控制的工作,不断优化和改进,以适应市场的发展和竞争的变化。
第一章1.生产系统的主要组成是什么?2.“生产”“运作”以及“生产管理”和“生产运作管理”之间的异同是什么?3.从转换过程讨论制造业和服务业的不同点。
4.简述生产管理和企业其他管理之间的关系。
5.简述敏捷竞争和虚拟组织;柔性制造系统;并行设计之间的关联。
6.试述企业战略目标;企业经营战略和生产策略之间的关系。
7.企业生产过程一般涉及哪些部门?她们之间的关联因素是什么?8.企业的生产规划和计划控制系统分哪几个层次?每个层次的主要内容是什么?第二章1.产品设计工作的特点是什么?2.价值工程的核心内容是什么?3.什么事产品寿命周期?救你最近接触的某一新产品,分析是如何反映产品寿命周期规律的。
4.什么事并行工程?其特点是什么?5.现代制造技术的发展趋势是什么?第三章1生产过程规划和设计的主要内容有哪几项。
主要输入输出是什么?2生产过程可按那几种准则分类?每种准则可各自分出哪几种生产类型?3简述大量客户化和大量生产、单件生产的异同?4、何谓产品生命周期和生产过程生命周期,两者各阶段之间有什么关联?5 生产系统定位的含义是什么?其主要内容是什么?6、产品—过程矩阵在生产系统定位中的作用是什么?7、运作杠杆和平衡点分析在生产过程类型选择中有哪些作用?8、装配流程图和生产过程流程图有何区别?两者在过程规划中的作用是什么?第四章1、试比较三类预测方法的基本原理、优缺点与适用范围。
2、什么是生产能力?影响生产能力的因素有哪些?当市场需求与现有生产能力不一致时怎么办?3、什么是学习曲线?研究学习曲线对编制生产计划有何意义?4、编制综合计划有哪几种方法,情分析各自的特点和应用时如何选择?5、试分析综合计划与主生产计划进度计划的关系。
6 某汽车生产商生产的野马型汽车进去销量见表4—18试用简单预测法和3期及5期移动平均法预测8月份的需求量,用“销量”预测“需求”,这两个术语有什么差别?7、在旅游区新开的一家礼品店每逢周末营业,营业员是6名临时工,店主希望根据销量调节用人计划,近6周的销售量见表4—19,请提出你的建议。
生产运作管理期末复习题(含答案)这是生产计划与控制复习题,根据这学期所教内容有针对性的复习,哪些是重点就靠各自在上课过程中听讲的用心程度来定了,还有就是在课堂上提到的重点(1-9章),其中第8、9章虽然没有详细讲,但也提了一些重点,如成本控制、计算等。
前面各章的重点在课堂上提到过。
特别强调的是这里的复习题不能理解为全是考试题。
综合生产计划、主生产计划、物料需求计划、生产作业计划以及作业排序这些内容一定要掌握好。
一、填空题1.生产运营是一切社会组织将对它的(投入)转化为(产出)的过程。
2.生产运营系统是由(人)和(机器)构成的。
能将一定输入转化为特定输出的有机整体。
3.生产管理人员应该具备技术技能与行为技能,技术技能包括(专业)技术和(管理)技术两个方面。
4.从生产管理角度,可以将生产分成两大类:(制造性)生产和(服务性)生产。
5.按工艺过程的特点,可以把制造性生产分成(流程式)生产和(加工装配式)生产两种。
6.按企业组织生产的特点,可以把加工装配式生产分成(备货性)生产与(订货性)生产两种。
7.与备货型生产相比,订货型生产的产品品种较多,对产品需求的预测较(难),多采用(通用)设备。
8.服务性生产以提供(劳务)为特征,其(生产率)难以确定。
9.按产品专业化程度划分生产类型是依据产品的品种数、(产量)和(重复程度)来进行的。
10.大量生产品种单一、产量()、生产的重复程度()。
11.单件生产品种繁多、数量()、生产的重复程度()。
12.提高多品种小批量生产效率的途径有二:(减少零件变化)与(提高生产设备的柔性)。
13.组织生产过程的分工原则有二:(工艺)专业化与(对象)专业化。
14.组织生产过程的基本要求是:连续性、比例性、(均衡)性、(平衡)性与准时性。
15.平行移动方式的加工周期(短),运输次数(多),设备利用状况较(差)。
16.生产计划的主要指标包括(品种)、(质量)、(产量)和产值指标。
17.生产年度计划是企业的纲领性计划,而(生产作业计划)是落实性计划,是年度计划的(具体化)。