范例-PLC在工业锅炉自动控制系统中的应用
- 格式:pdf
- 大小:363.48 KB
- 文档页数:8
PLC和变频器在锅炉给水控制系统中的应用摘要:文章主要对PLC控制的变频调速锅炉给水系统进行了详细阐述,通过PID运算将变频器的输出频率进行逻辑控制,从而完成闭环自动调节流量变量给水工作,实现锅炉给水控制的目标。
将系统规划与系统组成进行完善,并详细讲解了系统的硬件结构。
关键词:PLC;变频器;锅炉给水控制系统;应用引言在供热设备当中,应用最为广泛的动力设备就是锅炉,其功效是将燃料中的贮能通过燃烧变成所需要的热能,在利用蒸汽或者热水的方式输给其他设备。
锅炉系统是否安全稳定运行主要取决于过锅炉给水系统的工作效率,因为锅炉运行的效率低、资源损耗量大、周围环境差、工作人员工作量大以及自动化程度低等问题,导致锅炉系统在运行方面出现一些问题。
为了解决这类问题,首先就要提升锅炉的自动化程度,将PLC和变频器应用到锅炉给水控制系统当中,提高锅炉的运行效率。
1.锅炉给水系统的主要结构PLC、变频器、补水箱、传感器、补水泵以及锅炉本体是锅炉给水系统的重要组成部分。
系统结构的主控单元是PLC,被控原件是变频运行的补水泵,感应水位变化的器件是传感器,锅炉内水位变化的数据是控制参数的核心,控制算法使用的是PID控制。
PLC是利用传感器来读取锅炉内水位的变化情况,并将数据保存下来,在通过PID控制器以及算法规则对变频器的输出情况进行掌控,进而调整水泵电机的运转速度,更好的掌控锅炉内的水位,实现维持水位恒定与节约的目标。
如图1所示,锅炉给水系统结构图。
图1 锅炉给水系统结构图2.电气控制系统主电路图手动控制与自动控制是电气控制系统的主要模式。
手动控制模式是在变频器出现故障问题时使用的模式,变频控制模式是当系统恢复常态时使用的模式。
电气控制系统主要有两台补水泵电动机,控制模式使用的是变频器一拖二的形式,使得可变频与工频能够自行调节。
电气控制系统的工作原理为:当系统在工作过程中,1#泵变频处于运行状态,2#泵处于静止状态。
一旦系统勘察到锅炉水位与标准水位相比偏低,那么就要提升变频器的输出频率,当提升到最高点时,1#泵转换为工频运行,2#泵变频开始工作。
PLC在锅炉控制系统中的作用锅炉是工业生产中常用的热力设备,它负责将水或其他流体加热到所需温度,以满足生产过程中的热能需求。
为了保证锅炉能够高效、稳定地运行,控制系统的作用至关重要。
其中,可编程逻辑控制器(PLC)在锅炉控制系统中扮演着重要的角色。
一、PLC简介PLC是一种专门用于工业控制的计算机设备,它能够根据预先编写好的程序,对锅炉的各个部分进行自动控制。
PLC通常由CPU、输入输出模块和通信模块等组成,具备可编程、可扩展、可靠性高等特点。
二、PLC在锅炉控制系统中的应用1. 温度控制在锅炉中,温度控制是至关重要的,它直接影响锅炉的稳定性和效率。
PLC可以通过外部温度传感器获取实时温度数据,并对锅炉的加热器、循环泵等设备进行控制,以确保锅炉水温始终保持在设定范围内。
2. 压力控制锅炉的压力也是需要进行精确控制的参数之一。
过低的压力可能导致供热不足,过高的压力则可能引发爆炸等安全隐患。
PLC可以通过传感器实时监测锅炉的压力,并根据设定值自动调节燃烧器的工作状态,以保证锅炉的压力在安全范围内。
3. 水位控制锅炉的水位是影响锅炉正常运行的重要因素。
若水位过低,锅炉的加热管壁可能过热而损坏;若水位过高,又可能导致锅炉溢水。
PLC可以通过水位传感器监测锅炉的实时水位,并控制进水和排水设备的开关,以保持水位在安全范围内。
4. 烟气排放控制锅炉燃烧过程中会产生大量烟尘和有害气体,对环境造成污染。
PLC可以通过烟气传感器监测烟气的成分和排放浓度,并根据环保要求调整燃烧器的工作状态,以减少污染物的排放。
5. 故障诊断与报警锅炉系统中可能会出现各种故障,如传感器失效、设备故障等。
PLC可以通过自动检测和诊断系统中的故障,并根据设定的规则进行报警。
这样可以帮助运维人员及时发现和解决问题,保证锅炉的正常运行。
三、PLC在锅炉控制系统中的优势1. 稳定性高:PLC具备高性能的计算能力和稳定的特性,可以保证对锅炉各个参数的精确控制,提高系统的稳定性。
PLC在锅炉房供煤系统上的应用事迹材料供煤控制系统是锅炉房十分重要的支持系统,它是保证机组稳发满发的重要条件。
本文介绍锅炉房供煤系统采用PLC集中控制,在锅炉房操作室就能完成整个上煤、配煤过程的操作,实现了整个供煤系统自动化。
PLC;锅炉房;供煤系统;自动控制供煤控制系统是锅炉房十分重要的支持系统,它是保证机组稳发满发的重要条件。
一般煤场工作环境恶劣、人工作业劳动强度大,通讯难以畅通,而利用现代成熟技术PLC和现代总线网络通讯可以实现其自动控制。
基本情况:某煤矿公司锅炉房负责生产辅助设施及冬季生活区供暖,锅炉房安装蒸汽锅炉3台;其中,SLZ10-1.25-AII 型10t蒸汽锅炉2台,SLZ15-1.25-AII型15t蒸汽锅炉1台。
10t锅炉耗煤量2t/h,15t锅炉耗煤量3.4t/h,若人工上煤,工人劳动强度大,且供煤速度慢,有时出现供煤不足的事故,人工上煤已不能满足锅炉对煤的需要量。
一般在锅炉房前设储煤场地,不仅占用场地空间大,而且影响环境;锅炉上煤系统为斗式提升机提升至锅炉煤仓或配煤皮带机,但是斗式提升机上煤还是需要人工喂煤,如果煤场内的煤离提升机较远时,还要人力用车推至斗式提升机内或用铲车运煤,人工推煤劳动强度大。
因此供煤系统实现全自动化上煤很有必要。
以上规模的锅炉房,需设3个储煤漏斗仓,漏斗仓下安装一部26B型刮板输送机,26B刮板运输机小时运输量为30T,配用电动机功率13KW。
锅炉房上煤设备为一台HL400斗式提升机,提升机小时运输能力为30T/h,配用电动机功率5.5KW,锅炉前上方设钢结构水平配煤皮带机平台,高度为6m,宽度为5m;配煤皮带机型号为TD75 500/3,皮带宽度为500mm,长度为19m,速度为1m/s,小时运输量为50t。
设计中,供煤系统采用PLC集中控制,在锅炉房操作室就能完成整个上煤、配煤过程的操作,实现了整个供煤系统自动化。
在各台锅炉前漏斗仓上安装有高、低煤位传感器,当仓内煤量减少,达到最低位时,低煤位传感器发出信号,配煤皮带机起动,然后电动卸料器动作,斗式提升机起动,最后仓下刮板运输机起动,整个上煤过程开始,刮板运输机将斜坡储煤漏斗仓中的煤运至斗式提升机,斗式提升机将煤提升后卸入水平配煤皮带机,经配煤皮带机进入锅炉漏斗仓。
(附件)Xx 技学院(2012 届)本科毕业设计题目:PLC在燃油锅炉控制系统中的应用专题:PLC的硬件和软件设计专业:电气工程及其自动化班级:电气BG082 姓名:xx 学号:xx指导教师:杨丽君说明书页,图纸张,专题页,译文页PLC在燃油锅炉控制系统中的应用摘要本文着重介绍由PLC组成的燃油锅炉控制系统,适用于配用各种进口及国产燃烧器的燃油锅炉,对锅炉实行全自动控制,包括锅炉水位、蒸汽压力、燃烧系统的参数检测、指示、报警、调节等进行控制。
用PLC控制燃油锅炉的启动、停止、出现异常情况时能暂停且异常消失后能自动按起燃顺序重新工作。
燃油经燃油预热器预热,由喷油泵经喷油口打入锅炉进行燃烧。
燃烧时,鼓风机送风;喷油口喷油;点火变压器接通(子火燃烧);瓦斯阀打开(母火燃烧),将燃油点燃。
点火完毕,关闭子火与母火,继续送风、喷油,使燃烧持续。
锅炉的进水和排水分别由进水阀和排水阀来执行。
上、下水位分别由上限、下限水位开关来检测。
蒸汽压力由蒸汽压力开关来检测。
关键词:PLC,燃油锅炉,自动控制系统PLC in the boiler control system applicationAbstractThis paper is composed of PLC control system applicable to fuel boilers with various kinds of imported and domestic burner fuel boiler, to implement fully automatic boiler control, including the boiler water level, steam pressure, combustion system parameters detection, indication, alarm, regulation and control. Using PLC to control fuel boiler start, stop, pause and abnormal situation abnormalities disappeared after automatically according to the ignition sequence to work.Fuel passes through the fuel preheater for preheating, consists of an injection pump by fuel injection port into the boiler combustion. Combustion air supply, air blower; injection port fuel injection; ignition transformer is switched on (a fire ); gas valve is open ( the mother fire burning, will be fuel ignition ). Ignition is off the child and mother fire, fire, continue to air, fuel, the combustion duration. Boiler water feeding and draining from the water inlet and outlet valves to perform. On the lower level, respectively by the upper, lower water level switch to detect. Steam pressure by the steam pressure switch to detect..Key words: PLC, oil-fired boiler, automatic control system目录1绪论 (1)1.1 选题背景和研究意义 (1)1.2 国内外研究现状 (1)1.2.1 燃油锅炉基本组成部分 (3)1.2.2 锅炉的工作过程 (4)1.2.3油锅炉运行示意图 (5)1.3 认识可编程控制器(PLC) (6)1.3.1PLC在燃油锅炉系统中的控制要求 (7)2 控制系统方案选择 (8)2.1 控制系统方案选择 (8)2.1.1 PLC控制系统与继电控制系统相比较 (8)2.1.2 PLC控制系统与微型计算机控制系统的比较 (9)2.2 控制系统方案论证 (10)3 PLC控制系统硬件设计 (11)3.1 PLC的机型选择 (11)3.1.1 PLC的型号选择 (16)3.1.2 I/O地址分配.................................................................... 错误!未定义书签。
锅炉控制及PLC应用引言锅炉是一种广泛应用于工业和供暖领域的设备,其控制系统的优化对于提高能源利用效率、确保运行安全具有重要意义。
可编程逻辑控制器(PLC)作为一种自动化控制设备,具有高可靠性、灵活性等特点,在锅炉控制系统中发挥着重要作用。
本文将介绍锅炉控制的基本原理和实现方式,以及PLC在锅炉控制中的应用和优势。
锅炉控制锅炉控制的主要目标是保证蒸汽或热水供应的稳定,同时最大化能源利用效率。
为实现这一目标,锅炉控制系统应包括传感器、执行器和控制器。
1、传感器:用于监测锅炉的关键参数,如压力、温度、液位等。
这些传感器将实时数据传输到控制系统,以便进行相应的调整。
2、执行器:接受控制器的指令,并调节锅炉的各个部件,如燃烧器、泵等。
执行器的类型和数量取决于锅炉的类型和规模。
3、控制器:根据传感器的输入数据进行计算和决策,向执行器发出调节指令,以保证锅炉运行在最佳状态。
控制器可以是简单的继电器逻辑控制,也可以是较复杂的计算机控制系统。
PLC应用PLC作为一种专门为工业控制设计的计算机,具有高可靠性、灵活性和易于维护等特点。
在锅炉控制中应用PLC,可以提高控制系统的可靠性和自动化水平。
1、PLC选型:根据锅炉控制系统的需求,选择适当型号和品牌的PLC。
选型时应考虑PLC的处理能力、输入输出接口数量和类型、编程功能等因素。
2、程序设计:利用PLC编程语言编写控制程序,实现锅炉控制系统的各种功能。
程序应包括数据采集、数据处理、控制算法、输出调节等环节。
3、系统集成:将PLC与锅炉控制系统中的其他设备(如传感器、执行器等)进行连接和调试,确保整个系统能够协调工作。
注意事项使用PLC进行锅炉控制时,应注意以下问题:1、可靠性:PLC是工业控制领域的高可靠性设备,但仍然需要其可靠性。
选择高质量的PLC和可靠的硬件设备,以及进行合理的程序设计,可以确保控制系统的可靠性。
2、安全性:锅炉是一种具有较高风险的设备,因此PLC控制系统的安全性非常重要。
PLC在锅炉控制中的应用作者:孙鹏来源:《中国科技博览》2017年第13期[摘要]伴随着我国国民经济发展驶入快车道,以及工业逐步实现现代化,作为现代能源的重要转化设备锅炉,在现代工业中依旧扮演着重要角色。
现阶段为了更加高效的利用能源,促进能源转化,避免环境污染、资源浪费,在锅炉的控制与管理上需要更加科学合理的措施。
可编程序控制器(Programmable logic contoroller)简称PLC,这一依靠计算机终端控制的高科技设备在锅炉控制中扮演着重要角色,但是在实际应用的过程中也存在着一些不足,使得可编程序控制器这一技术难以进一步发展广泛,更有甚造成了不必要的经济损失,所以必须要对PLC 在锅炉控制与管理的应用上认真研究与总结,本文对此进行了深入细致的分析和探讨。
仔细分析了PLC的功能与特性,设计了控制系统的硬件组成。
在实践中,验证了本套控制系统控制性能优良,可靠程度高。
[关键词]PLC、锅炉控制、应用中图分类号:TK223.7 文献标识码:A 文章编号:1009-914X(2017)13-0377-011 PLC及其优越性简介Programmable logic contoroller中文译为可编程序控制器,简称PLC,其核心是微处理器,是工业生产中用于控制的计算机设备,由于可编程序控制器的关键技术就是微机技术,因此PLC既具备逻辑控制性能,又具有数据处理、计算等微机具备的基本功能。
现阶段社区供暖采用的锅炉必须进行精确的实时控制,然而当前仍有部分锅炉设备采用较为落后的继电器逻辑控制。
继电器逻辑控制自动化程度不高,绝大多数操作需要手工完成,所能完成的逻辑控制功能极少,程序的模拟数量不能很好的控制,即使锅炉的开关可以控制,但是其电气线路复杂,性能得不到保证,且维修繁琐,实际锅炉系统控制中每台炉就需要一套继电器控制系统,然而本文所介绍的可编程控制器设计的控制系统则是在集中供热系统的基础上实现了系统的自动控制功能,而且整套系统的控制是经过优化处理。
PLC在锅炉控制中的应用鞍山市热力设计研究院郭轶1 引言可编程序控制器(Programmable logic contoroller)简称PLC,是以微处理器为核心,用于工业控制的计算机,由于PLC广泛采用微机技术,使得PLC不仅具有逻辑控制功能,而且还具有了运算、数据处理和数据传送等功能。
目前城市供暖的锅炉在启停和运行的过程中都需要精确的实时控制,大多数锅炉系统的控制还采用继电器逻辑控制。
这类系统自动化程序很低,大部分操作还是由手动来完成,只能处理一些开关量问题,无法处理系统的模拟量,即使控制一些开关量,其电气线路复杂,可靠性不高,不便维护,实际锅炉系统控制中每台炉就需要一套继电器控制系统,而采用西门子S7-300系列可编程控制器设计的控制系统实现了在某集中供热锅炉房的系统自动控制,并且实现了整个系统的优化控制。
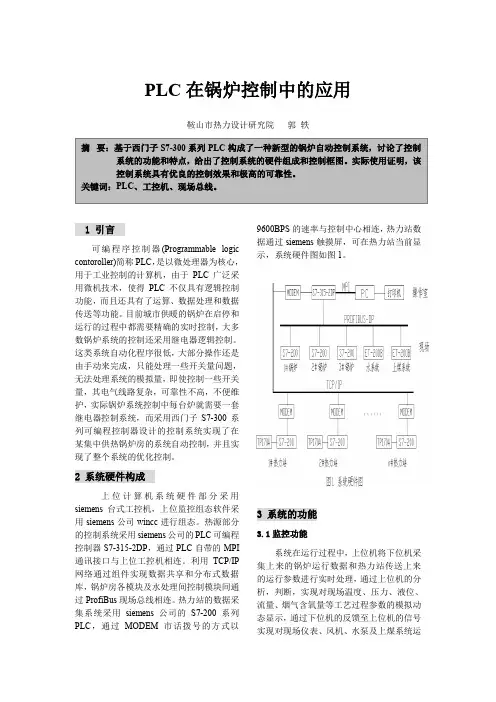
2 系统硬件构成上位计算机系统硬件部分采用siemens台式工控机,上位监控组态软件采用siemens公司wincc进行组态。
热源部分的控制系统采用siemens公司的PLC可编程控制器S7-315-2DP,通过PLC自带的MPI 通讯接口与上位工控机相连。
利用TCP/IP 网络通过组件实现数据共享和分布式数据库,锅炉房各模块及水处理间控制模块间通过ProfiBus现场总线相连。
热力站的数据采集系统采用siemens公司的S7-200系列PLC,通过MODEM市话拨号的方式以9600BPS的速率与控制中心相连,热力站数据通过siemens触摸屏,可在热力站当前显示,系统硬件图如图1。
3系统的功能3.1监控功能系统在运行过程中,上位机将下位机采集上来的锅炉运行数据和热力站传送上来的运行参数进行实时处理,通过上位机的分析,判断,实现对现场温度、压力、液位、流量、烟气含氧量等工艺过程参数的模拟动态显示,通过下位机的反馈至上位机的信号实现对现场仪表、风机、水泵及上煤系统运行状态的监控。
现场通过上位机手动和自动切换,实现风机,水泵的启、停控制。
PLC控制在锅炉燃烧系统中的应用摘要锅炉的建模与控制问题一直是人们关注的焦点,而锅炉燃烧系统的有效控制是保证供气压力稳定、燃烧过程经济及运行安全可靠的重要保障,要实现锅炉燃烧系统的有效控制,必须根据锅炉负荷不断调节燃料量与送风量来保证燃烧所供热负荷与外界使用并达到经济燃烧,此时炉膛负压必随之变化,调整引风量以适应之。
由于锅炉的燃烧是一个复杂的过程,各调节参数(如燃料量、送风量、引风量)和被调节参数(如蒸汽压力、烟气含氧量、炉膛负压)之间存在着错综复杂的关系,它们又受燃料品质及运行状况等干扰的影响,因此仅靠传统的人工调节方式无法达到燃烧工况的要求。
而且各人水平、经验也参差不齐,适应不了生产工艺和现代企业管理的要求。
本设计阐述了应用PLC对锅炉燃烧系统进行自动控制,通过对PLC控制原理及燃烧控制方案的分析,认为应用PLC 控制系统对传统工业锅炉燃烧控制进行改造,对于企业节能降耗,提高锅炉运行安全可靠性,减少运行人员劳动强度和用工人数,提高锅炉运行整体管理水平大有好处。
关键词:工业锅炉;PLC自动控制;节能降耗PLC control in the application of boilercombustion systemAbstractThe problem about boiler of modeling and control has been the focus of attention. And the combustion system effective control is to guarantee the supply pressure stability, combustion economic and safe and reliable running. To implement an efficient combustion system control, we must constantly adjusting boiler fuel consumption and air supply under load to ensure that the heating load with the outside world to use and economical combustion. Furnace pressure will change with time, adjusting the air volume to meet the guidelines. As the combustion of boiler is a complex process. And there are a complex relationship between the adjustment parameters (such as fuel consumption, air supply, air flow lead) and the adjustable parameters (such as steam pressure, oxygen content in the flue gas, furnace pressure). They are also affected by fuel quality and the health effects of such interference, so only on the traditional manual adjustment mode does not meet the requirements of the combustio n conditions. And people’s level, experience recognizing, adapt the production process and the requirements of modern business management. The article gives the PLC on system for automatic control. Through the PLC control principles and combustion control methods, we argue that the transform of PLC control system on the traditional industrial combustion is good at heating energy enterprises, improving the boiler operation safety and reliability, reducing our labor and employment for the operating personnel, increasing the number of overall management of the boiler operation.Key words:industrial boiler, PLC automatic control, energy conservation目录摘要 (I)Abstract (I)目录 (II)1 绪论 (1)1.1 课题研究背景及意义 (1)1.2 锅炉燃烧控制系统的国内外发展现 (1)1.2.1 锅炉燃烧控制系统发展简介 (1)1.2.2 锅炉燃烧控制策略研究现状 (2)1.3 PLC控制在国内外的发展近况 (2)1.4 本课题研究内容 (3)2 锅炉燃烧系统设计 (4)2.1 锅炉的工作过程简介 (4)2.2 锅炉燃烧系统简介 (5)2.2.1 锅炉燃烧系统工艺 (5)2.2.2 锅炉燃烧控制系统要求 (6)2.3 锅炉燃烧控制系统设计 (6)2.3.1 锅炉燃烧控制系统结构 (6)2.3.2 锅炉燃烧控制总体框架 (7)2.3.3 燃料子系统设计 (7)2.3.4 送风子系统设计 (8)2.3.5 引风子系统设计 (8)3 锅炉燃烧控制系统硬件部分设计 (10)3.1 可编程控制器(PLC)简介 (10)3.1.1 可编程控制器(PLC)工作原理 (10)3.1.2 可编程控制器的主要特点 (11)3.2 可编程控制器(PLC)选型 (11)3.2.1 可编程控制器CPU选择 (11)3.2.2 模拟量输入/输出扩展模块 (12)3.3 PLC及其扩展模块接线 (12)3.3.1 PLC I/O地址分配表 (12)3.3.2 PLC及其模块接线 (12)3.4 变频器 (13)3.4.1 变频器基本结构 (14)3.4.2 变频器驱动风机原理 (15)3.4.3 变频器选择 (16)4 锅炉燃烧控制系统软件部分设计 (17)4.1 Step7软件简介 (17)4.2 PLC系统的软件设计 (18)4.2.1 控制算法流程 (18)4.2.2 梯形图 (19)结论 (24)致谢 (25)参考文献 (26)附录梯形图 (27)1绪论1.1课题研究背景及意义锅炉是工业生产中普遍使用的动力设备,是能源转换的重要工具。
基于PLC的热水锅炉自动化操纵系统引言】目前,我国很多在运行的锅炉都存在自动化水平不高、效率低和环境污染严峻的问题,因此实现锅炉的自动操纵具有重要的意义。
PLC自动化系统采纳模块化设计,程序也采纳模块化设计,且每个模块都可以单独的优化,以便于整个系统的升级、操纵治理和日后的维护,保证了系统的可开发性,和有良好的可扩充性,发挥系统的最大性价比。
正文】热水锅炉的工作原理是通过煤的燃烧,将锅炉中的水加热,并将加热到一定程度的热水通过增加迫使其流出,为外界供暖。
操纵系统需要根据工艺需求实时的调整燃烧系统。
按工艺要求,自控程序分锅炉负荷操纵(燃烧自动操纵)、循环泵自动操纵和补水定压操纵等几部分。
其中水系统(循环泵、补水泵)操纵相对比较简单,负荷操纵较为复杂,以下是XX对热水锅炉及机组总结出的负荷操纵的操纵方案。
1.锅炉负荷操纵锅炉负荷操纵的目的是:根据供暖需求的热量,通过一系列中间操纵环节操纵锅炉的供回水温度和流量,使住户处的室内温度达到并维持在合适的温度值,且锅炉运行在节能状态。
当供暖面积一定时,出水流量基本就不变了,所以因为室外温度的变化,所需的热量主要就通过改变供回水温差来实现。
理论上,锅炉负荷操纵应该操纵总XX供回水温差,因为温差可以直接反映出供热质量,温差太大或太小都说明供热质量不很理想。
但实际上,负荷操纵是根据总XX供水温度操纵的,因为总XX回水温度测量存在滞后性,一般就直接采纳供水温度操纵,这也可以更直接反映出锅炉的燃烧情况,使燃烧过程维持在一个动态平衡上,以达到节能的效果。
所以,负荷操纵就是总XX供水温度操纵。
如下图1所示,前提是供暖面积一定,出水流量是一定的,室外温度的变化直接影响用户需要的热量,直接受控对象是出水温度,主要的操纵方式有三种:手动操纵、恒温操纵和温度曲线操纵。
图1 负荷操纵框图1、手动操纵手动操纵是由司炉工根据经验手动给定各执行机构的操纵参数,根据供、回水温度的实际值来衡量当前供暖情况。
采用PLC的锅炉燃烧控制系统2007-11-17 来源:中国自动化浏览:599[推荐朋友] [打印本稿] [字体:大小]1、引言燃烧控制系统是电厂锅炉主控系统,主要包括燃料控制系统、风量控制系统、炉膛压力控制系统。
目前大部分电厂锅炉燃烧控制系统仍然采用PID控制。
燃烧控制系统由主蒸汽压力控制和燃烧率控制组成串级控制系统,其中燃烧率控制由燃料量控制、送风量控制、引风量控制构成,各个子控制系统分别不同测量、控制手段来保证经济燃烧和安全燃烧。
如图1所示。
图1 燃烧控制系统结构图2、控制方案锅炉燃烧自动控制系统基本任务是使燃料燃烧所提供热量适应外界对锅炉输出蒸汽负荷要求,同时还要保证锅炉安全经济运行。
一台锅炉燃料量、送风量和引风量三者控制任务是不可分开,可以用三个控制器控制这三个控制变量,但彼此之间应互相协调,才能可靠工作。
对给定出水温度情况,则需要调节鼓风量与给煤量比例,使锅炉运行最佳燃烧状态。
同时应使炉膛内存一定负压,以维持锅炉热效率、避免炉膛过热向外喷火,保证了人员安全和环境卫生。
2.1 控制系统总体框架设计燃烧过程自动控制系统方案,与锅炉设备类型、运行方式及控制要求有关,对不同情况与要求,控制系统设计方案不一样。
将单元机组燃烧过程被控对象看作是一个多变量系统,设计控制系统时,充分考虑工程实际问题,既保证符合运行人员操作习惯,又要最大限度实施燃烧优化控制。
控制系统总体框架如图2所示。
图2 单元机组燃烧过程控制原理图P为机组负荷热量信号为D+dPbdt。
控制系统包括:滑压运行主汽压力设定值计算模块(由热力系统实验获数据,再拟合成可用DCS折线功能块实现曲线)、负荷—送风量模糊计算模块、主蒸汽压力控制系统和送、引风控制系统等。
主蒸汽压力控制系统采用常规串级PID控制结构。
2.2 燃料量控制系统当外界对锅炉蒸汽负荷要求变化时,必须相应改变锅炉燃烧燃料量。
燃料量控制是锅炉控制中最基本也是最主要一个系统。
给煤量多少既影响主汽压力,也影响送、引风量控制,还影响到汽包中蒸汽蒸发量及汽温等参数,燃料量控制对锅炉运行有重大影响。
燃气锅炉中自控系统的PLC应用自控系统的运行状态会直接影响锅炉开厂进度,文章中锅炉的自控系统采用了西门子PLC作为主控系统,锅炉自控系统的好坏直接影响装置开厂的进度。
选用西门子PLC控制系统作为锅的主控系统,使得锅炉能够自控完成从点火到稳定出产蒸汽的全过程,并且显示器能够显示整个画面,并进行监控。
应用了PLC装置后系统的运行稳定性以及可靠性都有所提高,文章便针对该系统进行了详细论述。
标签:锅炉;控制系统;PLC;稳定性;可靠性1 系统组成系统的人机交互任务主要通过配置的两台操作员站予以实现,锅炉的监控以及锅炉的辅助设备的监控可以通过该两台操作站予以实现。
相关运行信息在用户组态画面以及标准画面上的显示、汇集是由操作站进行的,运行人员可以通过运行站显示出的机组相关数据监控设备工况。
在整个系统的通讯网络中,每个操作站都是网上的一个点,所有站在组态上完全相同,操作员站虽然在分工上各有不同,但每一个操作员站都能实现设备的工况显示并完成控制。
所有画面在液晶显示屏上均能在1S以内显示完全,并且保证能够在1S以内完成一次数据更新,两次以内的击键次数便能够调用任意一个画面。
通过键盘以及鼠标运行人员能够发出命令,并且执行反应时间在1S以内,而运行人员的指令从发出到执行到液晶屏上显示出信息整个过程的时间应当在2S内完成。
对于指令进行确认以及执行时不会发生由于改变系统负载而造成的延迟现象。
可以从以下几个方面对操作员站基础功能进行介绍:首先,可以对系统中所有的数字以及模拟量进行监视。
其次,对操作指导以及报警进行确认和显示;第三,能够对趋势信息予以获取并建立相应的画面。
第四对驱动装置予以控制,并打印出系统数据报表。
最后,选择控制方式,并对系统相应设定值予以调整。
工程师站的配置主要用于开发程序、诊断系统,并对系统的组态进行控制,编辑修改系统画面以及数据库,同时还对工程师站相关外设予以显示。
具体可以从下面几方面对其功能进行介绍:系统中所有已经定义的画面均能够通过调用显示出来;此外工程师站上的所有趋势图以及画面都能够在操作员站上进行加载,这是建立在通信网络健全的基础之上的。
基于PLC的锅炉温度控制系统摘要从上世纪80年代至90年代中期,PLC得到了快速的发展,在这时期,PLC在处理模拟量能力、数字运算能力、人机接口能力和网络能力得到大幅度提高,PLC 逐渐进入过程控制领域,在某些应用上取代了在过程控制领域处于统治地位的DCS系统。
PLC具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。
PLC在工业自动化控制特别是顺序控制中的地位,在可预见的将来,是无法取代的。
本文介绍了以锅炉为被控对象,以锅炉出口水温为主被控参数,以炉膛内水温为副被控参数,以加热炉电阻丝电压为控制参数,以PLC为控制器,构成锅炉温度帘级控制系统;采用PID算法,运用PLC梯形图编程语言进行编程,实现锅炉温度的自动控制。
电热锅炉的应用领域相当广泛,在相当多的领域里,电热锅炉的性能优劣决定了产品的质量好坏。
口前电热锅炉的控制系统大都采用以微处理器为核心的讣算机控制技术,既提高设备的自动化程度乂提高设备的控制精度。
本文分别就电热锅炉的控制系统工作原理,温度变送器的选型、PLC配置、组态软件程序设讣等儿方面进行阐述。
通过改造电热锅炉的控制系统具有响应快、稳定性好、可靠性高,控制精度好等特点,对工业控制有现实意义。
关键词:电热锅炉的控制系统温度控制审级控制PLC PID摘要 (1)1绪论 (1)课题背景及研究目的和意义 (1)1.2国内外研究现状 (3)1.3项目研究内容 (4)2PLC和组态软件基础 (5)2.1可编程控制器基础 (5)2.1.1可编程控制器的产生和应用 (5)2.1.2可编程控制器的组成和工作原理....... 错误!未定义书签。
2.1.3可编程控制器的分类及特点 (7)2.2组态软件的基础 (8)2.2.1组态的定义 (8)2.2. 2组态王软件的特点 (8)2.2. 3组态王软件仿真的基本方法 (8)3PLC控制系统的硬件设计 (9)3.1 PLC控制系统设计的基本原则和步骤 (9)3.1.1PLC控制系统设计的基本原则 (9)3.1.2PLC控制系统设计的一般步骤 (9)3.1.3PLC程序设计的一般步骤 (10)3.2PLC的选型和硬件配置 (11)3.2.1PLC型号的选择 (11)3.2.2S7-200CPU 的选择 (12)3.2.3EM235模拟量输入/输出模块 (12)3.2.4热电式传感器 (12)3.2.5可控硅加热装置简介 (12)3.3系统整体设计方案和电气连接图 (13)3.4 PLC控制器的设计 (14)3.4. 1控制系统数学模型的建立 (14)3.4.2PID控制及参数整定 (14)4PLC控制系统的软件设计 (16)4.1PLC程序设计的方法 (16)4.2编程软件 STEP7—Micro/WIN 概述 (17)4.2. 1 STEP7—Micro/WIN 简单介绍 (17)4.2.2计算机与PLC的通信 (18)4.3 程序设计 (18)4.3. 1程序设计思路 (18)4.3. 2 PID指令向导 (19)4.3. 3控制程序及分析 (25)5组态画面的设计 (29)5.1组态变量的建立及设备连接 (29)5.1. 1新建项目 (29)5.2创建组态画面 (33)5.2. 1新建主画面 (33)5.2.2新建PID参数设定窗口 (34)5.2. 3新建数据报表 (34)5.2. 4新建实时曲线 (35)5.2.5新建历史曲线 (35)5.2.6新建报警窗口 (36)6系统测试 (37)6.1启动组态王 (37)6.2实时曲线观察 (38)6.3分析历史趋势曲线 (38)6.4查看数据报表 (40)6.5系统稳定性测试 (42)结束语 (43)参考文献 (44)致谢 (45)华北电力大学成人教冇毕业设计(论文)1绪论1.1课题背景及研究目的和意义电热锅炉的应用领域相当广泛,电热锅炉的性能优劣决定了产品的质量好坏。
PLC在热电厂锅炉控制中的应用【摘要】应用PLC对热电厂锅炉进行自动化控制具有很好的效果。
本文首先分析了热电厂锅炉的工艺控制要求,然后从理论方面阐述了锅炉控制方案原理,最后介绍了一种用上位机和PLC所构成的锅炉控制系统,并给出了具体的系统配置。
【关键词】可编程控制器锅炉控制控制回路1引言锅炉拥有非常广的应用层面,例如在供热、发电、化纤、机械制造等行业,作为这些行业不可缺少的动力来源,其应用量非常大。
而锅炉蒸汽作为热电厂对外供热的一个最重要的动力,在很大程度上影响着热电厂的生产质量,但是由于锅炉在热电厂中工作环境差、运行时间长、生产流程特殊,并且控制系统复杂,所以要求控制系统需具有较强的可靠性。
而目前国内众多若热电厂由于其锅炉中具有较多的控制回路,所以采用传统的由多台计算机对各个锅炉控制回路进行控制,即分布式控制系统(简称DCS)。
但是,随着逻辑可编程控制器的发展,使得用PLC对锅炉的控制回路进行简化成为了可能,能够对锅炉控制系统中的辅助计算机进行联锁操作,提高了回路调节的能力,完善了工业组态监控画面。
并且由于应用PLC对系统进行控制,具有较强的抗干扰能力,对工作环境要求不高,可以替代传统的分布式控制系统或用继电器进行控制的方法。
因此,采用PLC实现对热电厂锅炉的自动化控制,具有很好的控制效果。
2工艺与控制要求制粉系统、工况系统和锅炉本体系统是热电厂锅炉控制系统的三大组成机构:2.1制粉系统制粉系统主要包括直吹式和中储式两种方式。
其目的是降低吨煤的磨煤电耗,其主要由圆盘给煤机、叶轮给粉机、球磨机等组成[1],制粉系统要求它们能够按照需要顺序启动或停止,能够实现变频调速,并且能够实现对球磨机的出入口差压进行实时控制。
2.2工况系统锅炉的工况系统主要分为纯煤燃烧工况和混合燃烧工况。
其中混合燃烧工况可以在烧煤粉的基础上,再混合掺入一部分高炉煤气。
因此需使工况系统能自动对高炉煤气的电动阀进行控制。
2.3锅炉本体系统[2]锅炉本体系统主要由燃料调节、送风调节和引风调节等构成。
毕业设计PLC在工业锅炉自动控制中的应用(共7页,3631字)关键词:工业锅炉智能过程控制可编程控制器锅炉是发电厂及其它工业企业中最普遍的动力设备之一,它的功能是把燃料中的贮能,通过燃烧转化成热能,以蒸汽或热水的形式输向各种设备。
目前,国内大多数工业锅炉都是人工控制的,或简单的仪表单回路调节系统,燃料浪费很大。
工业锅炉作为一个设备总体,有许多被控制量与控制量,扰动因数也很多,许多参数之间明显地存在着复杂的耦合关系。
对于工业锅炉这个复杂的系统,由于其内部能量转换机理过于复杂,采用常规的方式进行控制,难以达到理想的控制效果,因此,必须采用智能控制方式控制,才能获得最佳控制效果。
一、综述锅炉微机控制,是近年来开发的一项新技术,它是微型计算机软件、硬件、自动控制、锅炉节能等几项技术紧密结合的产物,我国现有中、小型锅炉40多万台,每年耗煤量占我国原煤产量的1/3,目前大多数热水锅炉仍处于能耗高、浪费大、环境污染严重的生产状态。
提高热效率,降低耗煤量,降低耗电量,是用低成本自动化技术武装传统设备的一项具有深远意义的工作。
采暖锅炉目前存在的主要问题:首先是依靠调节挡风板和煤层厚度来满足需用量的变化,这样做的结果是供热量过大或过小。
再就是,锅炉设计过程中,在按照负荷计算好应使用的泵和风机以后,都要打出设计安全系数。
这些因素造成锅炉不在最佳状态运行,浪费煤电。
二、锅炉控制的主要目的和经济性1.直观而集中的显示锅炉各运行参数。
能快速计算出在正常运行和启停过程中的有用数据,能在显示器上同时显示锅炉运行的水位、压力、炉膛负压、烟气含量、测点温度、燃煤量等众多运行参数量的瞬时值、累计值及给定值,并能按需要在锅炉的结构示意画面的相应位置上显示出参数值。
给人直观形象,减少观察的疲劳和失误;2.可以按需要随时打印或定时打印,能对运行状况进行准确地记录,便于事故追查和分析,防止事故的瞒报漏报现象;3.在运行中可以随时方便的修改各种运行参数的控制值,并修改系统的控制参数,使锅炉一直保持在最佳燃烧;4.减少了现场显示仪表,还可利用软件来代替许多复杂的仪表单元,(例如加法器、微分器、滤波器、限幅报警器等),从而减少了投资也减少了故障率和各种干扰;5.提高锅炉的热效率。
摘要本文是基于PLC的水暖锅炉控制应用的设计,主要采用温度传感器来采集锅炉水温信号,用水位传感器来采集锅炉水位信号,用变频器来控制循环泵的转速,并把这些信号通过模数转换送给PLC(Programmable Logic Controller),与PLC内部设定的参数进行比较,以判断是否需要进行相应的操作,从而实现PLC的自动控制的目的。
其中在温度控制中,根据温度传感器检测的室外温度和出回水温度差,对温度进行控制,现室内温度的恒定;在补水泵控制中,用高亮二极管和光敏三极管配对使用检测水位既准确又无污染,避免了水资源的浪费;在循环泵控制中,用两台循环泵工作,当其中一台出现故障时,报警系统发出报警信号,PLC接收到信号后另一台循环泵自动工作。
该系统精度高,具有良好的人机交互功能,采用PLC控制供暖锅炉具有可靠性高,抗干扰能力强、控制系统简单易懂、维修方便等优点。
关键词:可编程控制器(PLC),传感器,变频器,报警,自动控制AbstractThe text bases controller of PLC water heating of a boiler, which mostly adopts temperature transducer to collect signal of boiler water temperature, adopts w- ater level transducer to collect signal of boiler water level, makes use of transducer c- ontrolling rotate speed of circulation pump and sends the signals to PLC ( Programm- able Logic Controller) with modulus diversion. Then, the signals compare with para- meter of enactment inside of PLC, in order to judge whether PLC need to put up rele- vant operation, and that realize auto-control of PLC. There are four parts in the design which make up of the boiler temperature controller, the water pump controller, the cir- culate pump controller and the dealing with trouble .In boiler temperature controller , the numerical value of temperature may randomly change according as the different s- eason .If it use in the smaller area, it can adjust at any moment according to requirem- ent .In the water pump controller, it use more lightness diode and photosensitive dyna- tron to measure water level. This method is not only precise but also cleanly and avoi- ding waste resource .In the circulate pump controller, there are two circulate pump, if one is in trouble, the alarm is light the others will be auto working when it receives th- e signal .The design adopt PLC to control, it is higher dependability and bigger conve- nience even if it also natural working in the very badly environment and have many f- unctions of the computer. The controller system is simple and convenience to mend.Key words:Programmable Logic Controller (PLC), sensor, transducer, alarm, Aut- o-control目录1 绪论 (4)2 系统设计方案 (5)2.1系统具体设计方案 (5)2.2系统工作原理 (6)3 系统硬件部分配置 (7)3.1PLC的配置 (7)3.2变频器配置 (7)3.3电动调节阀配置 (8)3.4手动阀配置 (8)3.5传感器配置 (8)3.6通讯接口 (9)3.7配电器 (9)4 系统的具体设计与实现 (10)4.1温度控制部分 (10)4.2补水控制部分 (10)4.3循环泵部分 (12)4.4手动/自动切换部分 (12)4.5报警与保护 (13)5 系统软件的实现 (14)5.1I/O口的分配 (14)5.2初始化子程序部分 (15)6 结束语 (18)谢辞 (19)参考文献 (20)1 绪论20世纪60年代,供暖锅炉控制的过程主要是继电器控制系统,但继电器控制存在着很多的缺陷。
连云港职业技术学院毕业设计题目:基于PLC控制的工业锅炉控制系统作者:XX 学号:XXXXXXXX 院、系:机电工程学院专业班级:电气自动化091指导教师: XXX 副教授(校内) XX 工程师(校外)2012年 5 月 29 日基于PLC控制的工业锅炉控制系统摘要锅炉是特种压力容器设备,它是化工、发电、供热、炼油和制糖等工业及民用部门必不可少的重要的动力设备。
随着计算机控制技术的飞速发展和广泛应用,锅炉的控制系统和方式越来越引起人们的重视,而且对控制系统的要求越来越高,工业锅炉实现自动控制可以将锅炉的水位、温度、压力等参数控制在规定的范围内,并能自动适应负荷的变化,从而使锅炉安全可靠经济的运行。
本论文通过对工业锅炉电气系统主回路进行分析,计算出电动机、断路器、交流接触器、继电器、变送器、电缆线等主要电器的参数后,再选择了相应电器的型号及具体数据。
然后相应设计出工业锅炉的压力控制系统、水位控制系统。
在综合考虑系统的精度、效率以及经济性等的因素之后,最终确定以PLC为控制核心。
本毕业设计过程包括工业锅炉电气控制系统程序,用计算机绘制电气主电路图和PLC外围接线图等。
关键词:工业锅炉;水位控制;压力控制; PLCBased on the PLC control in industrial boiler control systemAbstractBoiler is a special pressure vessel equipment, it is chemical, power generation, heating, oil and sugar and other industrial and civil departments indispensable important power equipment. Along with the computer control technology of the rapid development and extensive application of the boiler control system, and the way people pay more and more attention, but also to the control system of the increasingly high demand, industrial electric heating boiler automatic control of boiler water level, can be temperature, pressure and other parameters control in the specified range, and can automatically adapt load change, so that the boiler safe and economic operation.The present paper through to the industrial boiler electrical system main circuit analysis, calculate the motor, AC contactor, breaker, relay, transmitter, cable and other electrical parameters, and then select the corresponding electric models and specific data. Then the corresponding design of industrial boiler pressure control system, water level control system. Considering the system precision, efficiency and economy and other factors, finally determined with PLC as the control core.This graduation design process including electric boiler electric control system for computer aided drawing program, the main electrical circuit diagram and PLC external wiring diagram.Key Words: industrial boiler; water level control; pressure control; PLC目录摘要 (I)ABSTRACT (II)第一章文献综述 (1)1.1课题研究目的 (1)1.2工业锅炉的概述 (2)1.2.1锅炉的基本构造 (2)1.2.2锅炉的基本组成 (2)1.2.3 锅炉的工作原理 (3)1.3锅炉自动控制的发展 (3)1.4本文的研究方向 (4)第二章技术方案的选择 (4)2.1方案论证 (4)2.1.1方案1 (4)2.1.2方案2 (4)2.1.3方案3 (5)2.2方案选择 (5)2.3程序的设计思路 (5)第三章 PLC基础知识 (5)3.1PLC的概述 (5)3.2PLC的组成 (6)3.3PLC的工作过程 (6)3.4FX2N-4AD模拟转换器 (6)第四章设计工业锅炉电气控制系统 (9)4.1锅炉的电气控制系统的介绍 (9)4.1.1锅炉自动控制的任务 (9)4.1.2程序控制 (9)4.1.3锅炉保护装置 (10)4.2锅炉主要电气设备的计算及选择 (10)4.2.1 电动机的选择 (10)4.2.2 热继电器的选择 (10)4.2.3接触器的选择 (11)4.2.4 断路器的选择 (11)4.2.5 电缆线的选择 (12)4.3水位控制系统及压力控制系统的设计 (12)4.3.1工业锅炉水位控制系统 (12)4.3.2工业锅炉压力控制系统 (14)4.4电源欠压、过压及电机的过流保护的设计 (16)4.4.1电压变送器 (16)4.4.2电流变送器及电流互感器 (17)4.4.3欠压、过压、过流保护的实现 (18)第五章结论 (20)谢辞 (21)参考文献 (21)附录1 (22)附录2 (22)附录3 (22)第一章文献综述随着计算机和控制理论的发展,锅炉控制技术[6]在国外发展越来越快。
PLC在工业锅炉自动控制系统中的应用
1 引言
锅炉是发电厂及其它工业企业中最普遍的动力设备之一,它的功能是把燃料中的贮能,通过燃烧转化成热能,以蒸汽或热水的形式输向各种设备。
目前,国内大多数工业锅炉都是人工控制的,或简单的仪表单回路调节系统,燃料浪费很大。
工业锅炉作为一个设备总体,有许多被控制量与控制量,扰动因数也很多,许多参数之间明显地存在着复杂的耦合关系。
对于工业锅炉这个复杂的系统,由于其内部能量转换机理过于复杂,采用常规的方式进行控制,难以达到理想的控制效果,因此,必须采用智能控制方式控制,才能获得最佳控制效果。
2 系统的组成
系统运行的示意图如图1所示。
图1 系统运行示意图
由图1可知,燃料和空气按一定比例进入燃烧室燃烧,产生的热量传递给蒸汽发生系统,产生饱和蒸汽,经负荷设备调节阀供给负荷设备使用。
与此同时,燃烧过程中产生的烟气,除将饱和蒸汽变成过热蒸汽外,还经省煤器预热锅炉给水和空气预热器预热空气,最后经引风机送往烟囱排入大气。
锅炉是个较复杂的调节对象,为保证提供合格的蒸汽以适应负荷的需要,生产过程各主要工艺参数必须加以严格控制。
主要调节项目有;负荷、锅炉给水、燃烧量、减温水、送风等。
主要输出量是:汽包水位、蒸汽压力、过热蒸汽温度、炉膛负压、过剩空气等。
这些输入量与输出量之间是互相制约的,例如,蒸汽负荷变化时,必然会引起汽包水位、蒸汽压力和过热蒸汽温度的变化;燃料量的变化不仅影响蒸汽压力,同时还会影响汽包水位、过热蒸汽温度、空气量和炉膛负压等。
对于这样复杂的对象,工程处理上作了一些简化,将锅炉控制系统划分为若干个调节系统。
主要的调节系统有:
(1) 汽包水位调节系统
被调量是汽包水位,调节量是给水流量,它主要考虑汽包内部物料平衡,使给水量适应锅炉的蒸发量,维持汽包水位在工艺允许范围内。
(2) 过热蒸汽温度调节系统
维持过热器出口温度在允许范围之内,并保证管壁温度不超过允许工作温度。
(3) 燃烧调节系统
使燃料燃烧所产生的热量适应蒸汽负荷的需要;使燃料量与空气量之间保持一定比例,以保证经济燃烧;使引风量与送风量相适应,以保持炉膛负压稳定。
这里将讨论锅炉汽包水位调节系统、燃烧调节系统及蒸汽温度调节系统。
2.1 系统的检测信号及锅炉的控制任务
锅炉设备的检测信号包括:蒸汽流量、汽包水位、汽包蒸汽压力、加水量、炉膛负压、鼓风量、烟气含氧量、当已知检测信号的情况下,锅炉的控制任务是:在用户蒸汽机需要的情况下,PLC控制加水阀、输煤量、鼓风量与引风量,使保持锅炉汽包水位稳定,蒸汽压力稳定,炉膛负压稳定,烟气稳定,使燃料能量最充分地燃烧,以取得最大的热效率。
2.2锅炉的主要控制流程
(1) 锅炉水位控制流程
水位自动控制的主信号为水位差压变送器输出的信号。
前馈信号可以
取水压力的变化,以补偿给水母管的压力波动;取蒸汽流量的变化,以补偿负荷的波动。
其控制框图如图2所示。
图2 锅炉水位控制系统
(2) 蒸汽温度控制系统
为控制过热蒸汽的出口温度,设有表面式或喷水式减温器。
增加进入减温器的水量即降低主蒸汽温度。
该回路的主要信号是主蒸汽温度。
前馈信号可以取减温器前的蒸汽温度,还可以取给水流量。
对表面式减温器,主蒸汽温度的变化和经过减温器的给水量有关,因而与水位控制有耦合作用,即水位波动而调节给水阀时会影响到主蒸汽温度。
因主蒸汽温度变化而调节减压阀也影响到水位。
为此,设有分配阀。
由此可知,给水阀、减压阀的分配控制是耦合的,要采取解耦措施才可以使水位和蒸汽温度能控制在允许的偏差范围内。
蒸汽温度的控制流程图见图3所示。
图3 蒸汽温度的控制框图
(3) 锅炉燃烧过程控制
对抛煤机倒转链条炉来说,燃烧自动控制包括控制主蒸汽压力和最佳的燃烧工况。
通常根据主蒸汽压力的变化控制给煤量并控制炉排转速来控制煤在炉膛中的燃烧时间,当给煤量变化时,要相应地改变一次风和二次风,使不完全燃烧损失和排烟损失之和为最小,即锅炉燃烧效率为最高。
氧化镐可用来测量烟气中含氧量。
可由含氧量来判断燃烧工况是否处于最佳状态。
另一种方法为根据该炉实际燃烧的情况,找出煤量和风量在不同负荷下的关系曲线,把它存在计算机中,按这一经验曲线进行燃烧自动控制,当煤种或运行工况有较大变化时,可重新设置这一曲线。
另外可按智能控制和专家控制的方法自动寻找最佳的燃烧工况。
锅炉燃烧过程控制的流程图见图4。
图4 锅炉燃烧过程控制系统
该系统根据主蒸汽压力来控制给煤量,并取蒸汽和汽鼓压力的变化为前馈量。
PLC输出到给煤机的信号作为炉排转速的控制信号,并作为一次风的前馈信号。
一次风的控制算法有三种:
·一种是按氧量仪进行控制;
·威另一种按风煤比的关系曲线进行控制;
·第三种为按智能控制算法进行自寻优控制。
PLC输出给一次风执行器的信号也作为二次是按风的控制信号及引风控制的前馈信号。
引风门的控制可使炉膛负压控制在微负压状态,既不使炉膛内的烟灰喷出炉外,又不使大量冷空气漏入炉内,影响锅炉效率。
3 PLC控制系统结构
3.1 PLC控制系统的组成
PLC控制的结构如图5所示。
控制设备选用德国SI-EMENS公司的PLC 系列可编程序控制器。
系统配有一台上位机和一台下位机。
通过数据通讯网络,彼此相连。
下位机的CPU模板采用PLC SIMATIC S7可编程控制器,上位机采用台湾研华公司的工业控制机IPC。
图5 PLC控制系统的结构图
系统配置的软件有S7-400编程软件和SIMATIC WinCC全面开放的新一代人机界面监控软件。
STEP 7-400用于PLC的编程、调试和生成各种程序文档,SIMATIC WinCC用于实现人机接口功能。
锅炉控制系统由锅炉本体,一次仪表、微机、手/自动切换操作器、执行机构及阀、滑差电机等部分组成,一次仪表将锅炉的温度、压力,流量,氧量,转速等热工参数转换成电压、电流或电阻值输入PLC。
手/自动切换操作部分:手动时由操作人员手动控制,用操作器控制滑差电机及阀等,自动时由PLC发出控制信号经执行部分进行自动操作。
PLC 对整个锅炉的运行进行监测、报警、控制,以保证锅炉正常可靠地运行。
除此以外为保证锅炉运行的安全,在进行PLC系统设计时,对锅炉水位、锅炉汽包压力等重要参数应设置常规仪表及常规报警装置,以保证水位和汽包压力有双重甚至三重报警装置,这是必不可少的,以免锅炉
发生重大事故。
3.2 燃烧过程的模式识别与智能控制
燃烧过程的模式识别与智能控制结构图如图6所示:
图6 燃烧过程智能控制结构图
这里给定量为给煤量、送风量、引风量等;被控量为蒸汽温度、蒸汽压力、烟气含氧量、炉膛压力蒸汽流量等。
本系统设计了一个专家控制器。
(1) 专家控制器的基础是知识库
专家控制器由经验数据库和学习与适应装置组成。
图6所示的为工业锅炉燃烧专家控制器的结构框图。
图6中知识库用于存入有关工业锅炉燃烧过程控制的专家知识,包括有经验的锅炉操作人员和控制工程师手动操作调整的综合经验与判断能力。
其中经验数据库主要存储经验和事实数据,学习与适应装置的功能是根据在线运行获取的信息补充或修改知识库的内容,对锅炉热效率进行自学习寻优。
锅炉专家控制器在某一工况下,可以通过改变鼓风量,搜索到锅炉燃烧热效率的最高点,按此时的最佳风煤比设定鼓风量、抛煤机转速和炉排转速并把这些数据补充到知识库中,从而可以实现锅炉的节能经济运行并改善系统的动态特性。
(2) 建立知识库
建立知识库的主要工作是如何表达已获取的知识。
专家控制器的知识库用产生式规则建立,其中每条规则都可以独立地增删修改,使知识库的内容便于更新。
控制规则集是被控过程的各种控制模式和经验的归纳和总结,当规则条数不多,搜索空间很小时,推理机构可以采用向前推理方法,逐次判断各规则的条件,满足则执行,否则继续搜索。
(3) 特征识别与信息处理
这部分的作用是实现对信息的提取加工,为控制决策和学习适应提供依据。
它包括抽取动态过程的特征信息、识别系统的特征状态,并对特征信息作必要的加工。
在锅炉专家控制器中,通过主蒸汽流量和压力的测量值及计算一段时间内的累加值,就可以判断蒸汽负荷的增减,通过炉膛温度的测量值及增量和累加值,就可以判断锅炉的燃烧状况,从而为下一步控制决策提供依据。
利用上述方法,在负荷波动较大时搜索最高炉温。
在负荷平稳时搜索最佳风煤比以获得最高的锅炉效率。
此外还可采用分层递阶智能控制算法。
4 结束语
经过对武钢能源总厂工业锅炉控制系统的反复调试与不断改进,生产过程的自动控制得以实现,生产效率明显提高,节能效果十分显著,取得了良好的经济效益和社会效益,受到了生产厂的一致好评。
该系统的设计思路及设计技巧对其它相似过程的控制也具有一定的借鉴作用。
实践证明,锅炉这种具有大惯性、纯滞后、非线性的多变量系统,各变量间相互耦合,干扰因素多,数学模型不易建立,某些参数难以检测,燃料发热值及压力频繁波动情况下,用常规方法不能进行有效控制,应用智能控制及模式识别技术,能够收到满意的控制效果。
参考文献
[1] 宋德玉. 可编程序控制器原理及应用系统设计技术[M]. 北京:冶金工业出版社,1999.
[2] 陈诗滔. 工业过程仪表与控制[M]. 北京:中国轻工业出版社,1998.。