MONEL—400合金管道的焊接工艺
- 格式:doc
- 大小:154.50 KB
- 文档页数:1
MONEL—400合金管道的焊接工艺
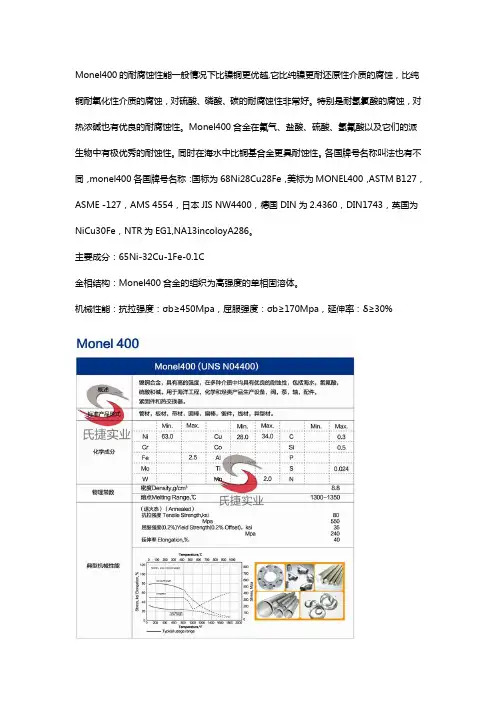
一、合金化学成分
二、MONEL—400合金的焊接性
1、易产生热裂纹,尤其是弧坑处裂纹敏感性更大。
主要是弧坑处S、P偏析,S、P与Ni形成低熔点共晶体,在焊缝结晶过程中,偏析于晶体边界,在拉应力作用下产生裂纹。
所以S、P含量必须严格控制。
2、液态金属流动性差,且能溶解氧、氮、氢等气体,容易出现气孔。
三、焊接工艺
1、熔敷金属化学成分(%)
焊丝ERNiCu—7 monel—60;焊条ENiCu—7 monel—190
2、焊材350℃×1h烘干;焊丝用丙酮擦洗干净,随擦随用。
3、电弧焊极性为直流反接;TIG为直流正接,钨极直径正接,钨极直径φ3mm,喷嘴直径φ10mm,氩气纯度99.99%。
4、机械打磨并用丙酮擦洗坡口及其边缘。
5、坡口形式
6、焊接顺序
8、填丝要保持合适的角度,以快速送进为宜。
9、施焊中注意控制熔深,熔合比在50%以下。
(小电流施焊)。
10、焊道以窄而平为最佳。
仰脸焊部位应尽量减少熔池体积,以利焊缝成型。
收弧时注意填满弧坑。
11、必须采用短弧焊。
四、性能检验
σb:493MPa 冷弯角:α180°
T法晶间腐蚀试验。