进给伺服驱动系统
- 格式:pdf
- 大小:1.52 MB
- 文档页数:22
数控机床伺服系统的分类数控机床伺服系统按用途和功能分为进给驱动系统和主轴驱动系统;按控制原理和有无检测反馈环节分为开环伺服系统、闭环伺服系统和半闭环伺服系统;按使用的执行元件分为电液伺服系统和电气伺服系统。
1.按用途和功能分:(1)进给驱动系统:是用于数控机床工作台坐标或刀架坐标的控制系统,控制机床各坐标轴的切削进给运动,并提供切削过程所需的力矩。
主要关心其力矩大小、调速范围大小、调节精度高低、动态响应的快速性。
进给驱动系统一般包括速度控制环和位置控制环。
(2)主轴驱动系统:用于控制机床主轴的旋转运动,为机床主轴提供驱动功率和所需的切削力。
主要关心其是否有足够的功率、宽的恒功率调节范围及速度调节范围;它只是一个速度控制系统。
2.按使用的执行元件分:(1)电液伺服系统其伺服驱动装置是电液脉冲马达和电液伺服马达。
其优点是在低速下可以得到很高的输出力矩,刚性好,时间常数小、反应快和速度平稳;其缺点是液压系统需要供油系统,体积大、噪声、漏油等。
(2)电气伺服系统其伺服驱动装置伺服电机(如步进电机、直流电机和交流电机等)。
其优点是操作维护方便,可靠性高。
其中,1)直流伺服系统其进给运动系统采用大惯量宽调速永磁直流伺服电机和中小惯量直流伺服电机;主运动系统采用他激直流伺服电机。
其优点是调速性能好;其缺点是有电刷,速度不高。
2)交流伺服系统其进给运动系统采用交流感应异步伺服电机(一般用于主轴伺服系统)和永磁同步伺服电机(一般用于进给伺服系统)。
优点是结构简单、不需维护、适合于在恶劣环境下工作;动态响应好、转速高和容量大。
3.按控制原理分(1)开环伺服系统系统中没有位置测量装置,信号流是单向的(数控装置→进给系统),故系统稳定性好。
开环伺服系统的特点:1. 一般以功率步进电机作为伺服驱动元件。
2. 无位置反馈,精度相对闭环系统来讲不高,机床运动精度主要取决于伺服驱动电机和机械传动机构的性能和精度。
步进电机步距误差,齿轮副、丝杠螺母副的传动误差都会反映在零件上,影响零件的精度。
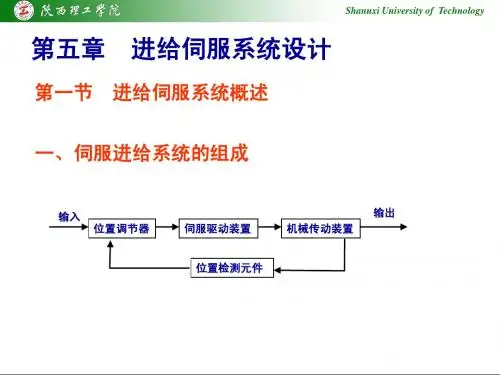
第三节伺服进给系统数控机床的进给系统又称“伺服进给系统”。
所谓“伺服”,即,可以严格按照控制信号完成相应的动作。
在数控机床的结构中,简化最多的就是进给系统。
所有数控机床的(做直线运动的)伺服进给系统,基本形式都是一样的。
一、传统机床进给系统的特点1.进给运动速度低、消耗功率少进给运动的速度一般较低,因而常采用大降速比的传动机构,如丝杠螺母、蜗杆蜗轮等。
这些机构的传动效率虽低,但因进给功率小,相对功率损失很小。
2.进给运动数目多不同的机床对进给运动的种类和数量要求也不同。
例如:立式钻床只要求一个进给运动;卧式车床为两个(纵、横向);而卧式铣镗床则有五个进给运动。
进给运动越多,相应的各种机构(如变速与换向、运动转换以及操纵等机构)也就越多,结构就更为复杂。
3.恒转矩传动进给运动的载荷特点与主运动不同。
当进给量较大时,常采用较小的背吃刀量;当进给量较小时,则选用较大的背吃刀量。
所以,在采用各种不同进给量的情况下,其切削分力大致相同,即都有可能达到最大进给力。
因此,进给传动系统最后输出轴的最大转矩可近似地认为相等。
这就是进给传动恒转矩工作的特点。
4.进给传动系统的传动精度进给传动链从首端到末端,有很多齿轮等进行传递,每个传动件的误差都将乘以其后的传动比并最终影响末端件输出,输出端的总误差是中间各传动件误差的累积(均方根)。
因为进给传动链总趋势是降速,所以远离末端件的传动件误差影响较小,而越靠近末端件的传动件误差,对总的传动精度的影响越大。
因此把越靠近末端件的传动比取得越小(相当于“前慢后快”原则),对减小其前面各传动件的误差影响越大。
这就是“传动比递降原则”。
应该注意:传统机床仅在“内联系传动链”中需要考虑传动精度。
二、提高传动精度的措施:①缩短传动链减少传动件数目,以减少误差的来源。
(即累积误差减少)②合理分配各传动副的传动比尽可能采用传动比递降原则;尽量采用大降速比的末端传动副,如:输出为回转运动用蜗杆蜗轮副,输出为直线运动用丝杠螺母副。
伺服驱动系统的分类数控机床的伺服驱动系统按其用途和功能分为进给驱动系统和主轴驱动系统;按其掌握原理和有无位置检测反馈环节分为开环系统和闭环系统;按驱动执行元件的动作原理分为电液伺服驱动系统和电气伺服驱动系统。
电气伺服驱动系统又分为直流伺服驱动系统和沟通伺服驱动系统。
1.进给驱动与主轴驱动进给驱动是用于数控机床工作台或刀架坐标的掌握系统,掌握机床各坐标轴的切削进给运动,并供应切削过程所需的转矩。
主轴驱动掌握机床主轴的旋转运动,为机床主轴供应驱动功率和所需的切削力。
一般地,对于进给驱动系统,主要关怀它的转矩大小、调整范围的大小和调整精度的凹凸,以及动态响应速度的快慢。
对于主轴驱动系统,主要关怀其是否具有足够的功率、宽的恒功率调整范围及速度调整范围。
2.开环掌握和闭环掌握数控机床伺服驱动系统按有无位置反馈分两种基本的掌握结构,即开环掌握和闭环掌握。
由此形成位置开环掌握系统和位置闭环掌握系统。
闭环掌握系统又可依据位置检测装置在机床上安装的位置不同,进一步分为半闭环伺服驱动掌握系统和全闭环伺服驱动掌握系统。
若位置检测装置安装在机床的工作台上,构成的伺服驱动掌握系统为全闭环掌握系统;若位置检测装置安装在机床丝杠上,构成的伺服驱动掌握系统则为半闭环掌握系统。
现代数控机床的伺服驱动多采纳闭环掌握系统。
开环掌握系统常用于经济型数控或老设备的改造。
3.直流伺服驱动与沟通伺服驱动直流大惯量伺服电机具有良好的宽调速性能,输出转矩大,过载力量强,而且,由于电机惯性与机床传动部件的惯量相当,构成闭环后易于调整。
而直流中小惯量伺服电机及其大功率晶体管脉宽调制驱动装置,比较适应数控机床对频繁启动、制动,以及快速定位、切削的要求。
但直流电机一个最大的特点是具有电刷和机械换向器,这限制了它向大容量、高电压、高速度方向的进展,使其应用受到限制。
进入1980年月,在电机掌握领域沟通电机调速技术取得了突破性进展,沟通伺服驱动系统大举进入电气传动调速掌握的各个领域。
进给伺服系统的常见故障有哪几种进给伺服系统的常见故障有以下几种:1.超程当进给运动超过由软件设定的软限位或由限位开关设定的硬限位时,就会发生超程报警,一般会在CRT 上显示报警内容,根据数控系统说明书,即可排除故障,解除报警。
2.过载当进给运动的负载过大,频繁正、反向运动以及传动链润滑状态不良时,均会引起过载报警。
一般会在CRT 上显示伺服电动机过载、过热或过流等报警信息。
同时,在强电柜中的进给驱动单元上、指示灯或数码管会提示驱动单元过载、过电流等信息。
3.窜动在进给时出现窜动现象:①测速信号不稳定,如测速装置故障、测速反馈信号干扰等;②速度控制信号不稳定或受到干扰;③接线端子接触不良,如螺钉松动等。
当窜动发生在由正方向运动与反向运动的换向瞬间时,一般是由于进给传动链的反向间隙或伺服系统增益过大所致。
4.爬行发生在起动加速段或低速进给时,一般是由于进给传动链的润滑状态不良、伺服系统增益低及外加负载过大等因素所致。
尤其要注意的是:伺服电动机和滚珠丝杠联接用的联轴器,由于联接松动或联轴器本身的缺陷,如裂纹等,造成滚珠丝杠转动与伺服电动机的转动不同步,从而使进给运动忽快忽慢,产生爬行现象。
5.机床出现振动机床以高速运行时,可能产生振动,这时就会出现过流报警。
机床振动问题一般属于速度问题,所以就应去查找速度环;而机床速度的整个调节过程是由速度调节器来完成的,即凡是与速度有关的问题,应该去查找速度调节器,因此振动问题应查找速度调节器。
主要从给定信号、反馈信号及速度调节器本身这三方面去查找故障。
6.伺服电动机不转数控系统至进给驱动单元除了速度控制信号外,还有使能控制信号,一般为DC+24V 继电器线圈电压。
伺服电动机不转,常用诊断方法有:①检查数控系统是否有速度控制信号输出;②检查使能信号是否接通。
通过CRT 观察I/O 状态,分析机床PLC 梯形图(或流程图),以确定进给轴的起动条件,如润滑、冷却等是否满足;③对带电磁制动的伺服电动机,应检查电磁制动是否释放;④进给驱动单元故障;⑤伺服电动机故障。