机械加工工艺培训教材
- 格式:ppt
- 大小:1.27 MB
- 文档页数:21

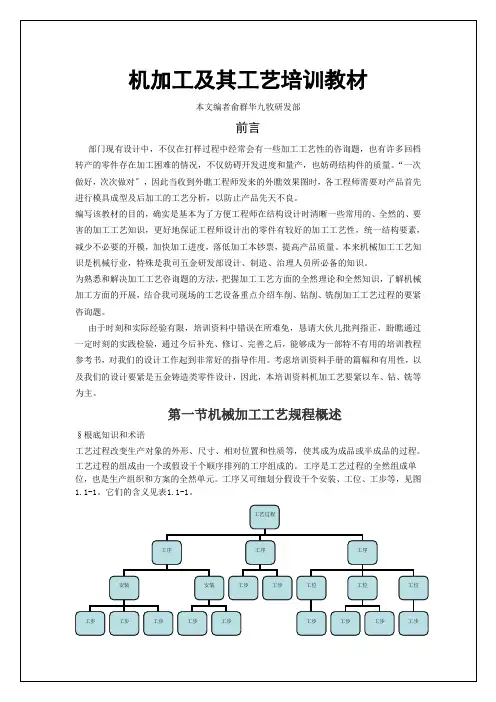
图1.1-1工艺过程的组成表1.1-1工艺过程各组成局部的含义名称含义工序一个或一组工人,在一个工作地对同一个或同时对几个工件所连续完成的那一局部工艺过程安装工件经一次装夹后所完成的那一局部工序工位为完成一定的工序局部,一次装夹工件后,工件〔或装配单元〕与夹具或设备的可动局部一起相对刀具或设备的固定局部所占据的每一个位置所完成的那一局部工序工步在加工外表(或装配时的连接外表)和加工(或装配)工具不变的情况下,所连续完成的那一局部工序走刀在一个工步内当加工外表切削佘量较大,需分几次切削时,那么每一次切削称为一次走刀§1.2组成局部的区不区分工序的要紧依据是工作地〔或设备〕是否变动和完成的那一局部工艺内容是否连续。
图1.2-1所示的圆盘零件,单件小批生产时其加工工艺过程如表1.2-1所示;成批生产时其加工工艺过程如表1.2-2所示。
表1.2-1圆盘零件单件小批机械加工工艺过程工序号工序名称工装工步工序内容设备1 车削Ⅰ(用三爪自定心卡盘夹紧毛坯小端外圆)车床1 车大端面2 车大端外圆至φ1003 钻φ20孔4 倒角Ⅱ〔工件调头,用三爪卡盘夹紧毛坏大端外圆〕5 车小端端面,保证尺寸35mm6 车小端外圆至φ48,保证尺寸20mm7 倒角2 钻削Ⅰ〔用夹具装夹工件〕钻床1 依次加工三个φ8孔2 在夹具中修往孔口的锐边和毛刺表1.2-2圆盘零件成批机械加工工艺过程工序号工序名称工装工步工序内容设备1 车削Ⅰ(用三爪自定心卡盘夹紧毛坯小端外圆)车床11 车大端面2 车大端外圆至φ1003 钻φ20孔图1.2-1圆盘零件4 倒角2 车削Ⅰ〔以大端面涨胎心轴〕车床21 车小端端面,保证尺寸35mm2 车小端外圆至φ48,保证尺寸20mm3 倒角3 钻削Ⅰ〔钻床夹具〕钻床1 钻三个φ8孔4 钳工Ⅰ 1 修孔口的锐边和毛刺由表1.2-1可知,该零件的机械加工分车削和钻削两道工序。
因为两者的操作工人、机床及加工的连续性均已发生变化。