你的设备达到“世界级”OEE标准了么
- 格式:docx
- 大小:17.39 KB
- 文档页数:3
OEE的定义及计算方法OEE(Overall Equipment Effectiveness)是一个用来衡量生产设备效率的指标,它可以帮助企业评估和改进生产过程中的生产效率、利用率和质量水平。
OEE是由全球设备管理协会(Global Equipment Management Association)提出的,它是一个综合指标,包括设备可利用率、性能效率和质量达成率三个方面。
具体而言,OEE的定义主要包括三个方面:1. 设备可利用率(Availability):可利用率表示设备在计划生产时间内运行的时间比例。
它是一个衡量设备可靠性和可用性的指标,可以反映设备正常运行的时间长短。
设备可利用率的计算公式为:设备可利用率 = 实际生产时间 / 计划生产时间。
2. 性能效率(Performance):性能效率是指设备在实际生产中达到设计速度和额定产能的能力。
它反映设备的生产效率和生产速度。
性能效率的计算公式为:性能效率 = 实际产量 / 理论产量。
3. 质量达成率(Quality):质量达成率是指设备在生产过程中合格产品的比例。
它反映设备的生产质量水平和产品问题比例。
质量达成率的计算公式为:质量达成率 = 合格品数量 / 总产量。
综合以上三个指标,OEE的计算公式为:OEE=可利用率×性能效率×质量达成率。
为了更好地理解和应用OEE指标,以下是一个实际案例的计算过程:假设企业计划设备每天工作10小时,总运行时间为600分钟。
实际生产时间为550分钟,其中50分钟用于设备准备和故障修复。
实际产量为550个产品,理论产量为600个产品。
其中,合格产品有530个。
首先,计算设备可利用率:可利用率=实际生产时间/计划生产时间=550分钟/600分钟≈0.92接下来,计算性能效率:性能效率=实际产量/理论产量=550个产品/600个产品≈0.92最后,计算质量达成率:质量达成率=合格品数量/总产量=530个产品/550个产品≈0.96将三个指标综合起来,根据OEE的计算公式,可以得到该设备的OEE 值:OEE=可利用率×性能效率×质量达成率=0.92×0.92×0.96≈0.80根据上述计算结果,该设备的OEE值为0.80,表示整体设备效率为80%。
TnPM 设备管理一站式解决企业人-机系统难题OEE: 最被误用&滥用的指标作者:Ross Kennedy – 学府咨询特邀外籍顾问 ,CTPM Australasia 总裁全体设备效率(OEE )的概念最早大约出现在1989出版的一本书,书名是《TPM Development Program – Implementing Total Productive Maintenance 》(TPM--实施全员生产维护),是由来自日本工厂维护协会的Seiichi Nakajima 编辑的。
这本书是1982年出版的日文书《TPM tenkai 》的译本。
在全体设备效率出现之前,人们通过可用率或者停工时间来监测设备性能。
当意识到面对同一台设备,在不同时期,有相同的运行时间,有相同的停工时间,但生产产能却不同时,这种方法就不是那么有效了。
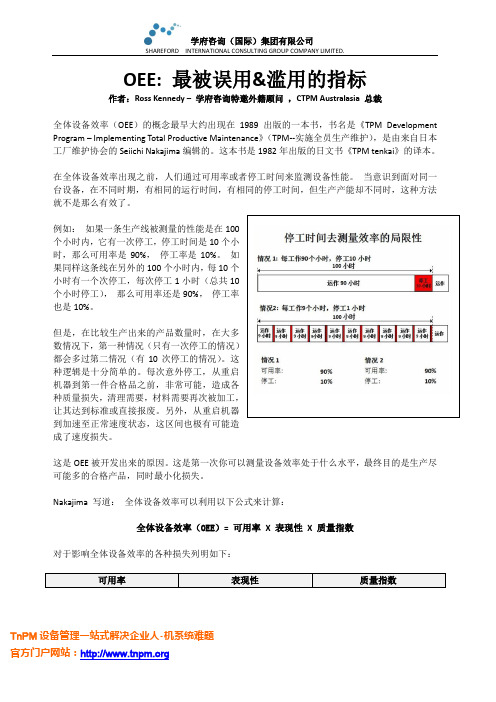
例如: 如果一条生产线被测量的性能是在100个小时内,它有一次停工,停工时间是10个小时,那么可用率是90%, 停工率是10%。
如果同样这条线在另外的100个小时内,每10个小时有一个次停工,每次停工1小时(总共10个小时停工), 那么可用率还是90%, 停工率也是10%。
但是,在比较生产出来的产品数量时,在大多数情况下,第一种情况(只有一次停工的情况)都会多过第二情况(有10次停工的情况)。
这种逻辑是十分简单的。
每次意外停工,从重启机器到第一件合格品之前,非常可能,造成各种质量损失,清理需要,材料需要再次被加工,让其达到标准或直接报废。
另外,从重启机器到加速至正常速度状态,这区间也极有可能造成了速度损失。
这是OEE 被开发出来的原因。
这是第一次你可以测量设备效率处于什么水平,最终目的是生产尽可能多的合格产品,同时最小化损失。
Nakajima 写道: 全体设备效率可以利用以下公式来计算:全体设备效率(OEE )= 可用率 X 表现性 X 质量指数对于影响全体设备效率的各种损失列明如下:TnPM 设备管理一站式解决企业人-机系统难题在最近的相关文献中,OEE 损失模型,在可用率上的损失,已扩展至包括计划内停机时间了。

什么是设备完好率、利用率、故障率、OEE?这里说的最清楚1、设备完好率定义:设备完好率,指的是完好的生产设备在全部生产设备中的比重,它是反映企业设备技术状况和评价设备管理工作水平的一个重要指标。
计算公式:设备完好率=完好设备总台数/生产设备总台数× 100%标准:所谓完好设备一般标准是:①设备性能良好,如机械加工设备的精度达到工艺要求;②设备运转正常,如零部件磨损、腐蚀程度不超过技术规定标准,润滑系统正常、设备运转无超温、超压现象;③原料、燃料、油料等消耗正常,没有油、水、汽、电的泄漏现象。
对于各种不同类型的设备,还要规定具体标准。
例如传动系统的变速要齐全、滑动部分要灵敏、油路系统要畅通等。
公式中的设备总台数包括在用、停用、封存的设备。
在计算设备完好率时,除按全部设备计算外,还应分别计算各类设备的完好率。
2、设备利用率定义:设备利用率是指每年度设备实际使用时间占计划用时的百分比。
是指设备的使用效率。
是反映设备工作状态及生产效率的技术经济指标。
在一般的企业当中,设备投资常常在总投资中占较大的比例。
因此,设备能否充分利用,直接关系到投资效益,提高设备的利用率,等于相对降低了产品成本。
所以,作为企业的管理者,在进行生产决策的时候,一定要充分认识到这一点。
一般包括:设备数量利用指标―实有设备安装率,已安装设备利用率;设备时间利用指标―设备制度台时利用率,设备计划台时利用率;设备能力利用指标―设备负荷率;设备综合利用指标―设备综合利用率。
过去,设备利用率一般仅指设备制度台时利用率。
计算公式:公式一:设备利用率=每小时实际产量/ 每小时理论产量×100%公式二:设备利用率=每班次(天)实际开机时数/ 每班次(天)应开机时数×100%公式三:设备利用率=某抽样时刻的开机台数/ 设备总台数×100%3、设备故障率定义:设备故障率是指事故(故障)停机时间与设备应开动时间的百分比,是考核设备技术状态、故障强度、维修质量和效率一个指标。



OEE(设备效率)的计算方法在国际上并没有统一的标准,但是通常来说,它通常是通过以下公式来计算的:
OEE = (周期时间内的总合格品数/ 周期时间内总开机时间) * 100%
具体到每个环节的OEE计算方法,可以根据设备在生产过程中的角色和作用进行适当调整。
例如,对于生产线上的某台设备,我们可以按照以下步骤来计算其OEE:
1. 确定设备的开机时间:这通常是从生产报告或设备日志中获取的,包括从开机到停机之间的所有时间。
2. 确定设备的总工作小时数:这可能是该设备在整个生产过程中工作的小时数。
3. 确定设备的总产量:这可能是通过查看生产报告或其他相关记录来确定的,包括合格品和不合格品的数量。
周期时间内的总合格品数= (某台设备生产合格品数+ 废品数) / 开机时间×总工作小时数
按照这个公式,我们可以得到某台设备的OEE:
OEE = (合格品数/ 开机时间) * (合格品数+ 废品数) / 总工作小时数×100%
注意,这里的废品数可能包括那些由于设备故障或生产过程中的其他问题而不能被用于最终产品的零件或产品。
总的来说,OEE是一个重要的指标,用于衡量设备的生产能力和效率。
它可以帮助我们了解设备的性能和生产能力,以及如何改进生产过程和提高产品质量。
在计算OEE时,我们需要确保数据的准确性和可靠性,以便我们能够获得准确的评估结果。
此外,不同的行业和不同的设备类型可能需要采用不同的OEE计算方法。
因此,在实际应用中,我们可能需要根据具体情况进行调整和修改。
•1、要想实现世界级OEE水平,设置时间最好不要超过()(10 分)
A
1%
B
4%
C
85%
正确答案:B
•2、一般来讲,世界级OEE水平,设备有效运转时间要大于()才是合理的(10 分)
85%
B
20%
C
76%
D
99%
正确答案:A
3、世界级的OEE水平为多少()(10 分)
A
85%
C
95%
D
120%
正确答案:B
多选题
•1、要想实现世界级OEE水平,之前要对设备进行基础性评估,主要包含以下哪些方面()等(10 分)
A
加工能力
B
参数设置
C
规格
D
精度
正确答案:A B C D
•1、为了达到世界级OEE水平,可用率要达到90%,表现性要达到95%,质量指数最好能在99.9%(10 分)
正确
B
错误
正确答案:正确
•2、在行业中,有这么一种通俗的说法,设备的故障与监控人员人数及重要性成反比,该说法()(10 分)
A
错误
正确答案:正确
•3、设备要检查核对其月/周生产计划是不是超过设备加工能力,如果超出,不用进行调整,因为这样设备的OEE水平高,该说法()(10 分)
A
正确
错误
正确答案:错误
•4、为了提高质量合格品率,首检制度非常重要,该说法()(10 分)
A
正确
错误
正确答案:正确
•5、在设备管理中,按照操作工的经验操作就行,没有什么技术可言,不用编制操作/保养说明书,该说法()(10 分)
A
正确
错误
正确答案:错误
•6、量测设备对设备管理也有重要影响,也要纳入设备管理范围,该说法()(10分)
正确
B
错误
正确答案:正确。