高强钢焊接工艺规范
- 格式:pptx
- 大小:472.83 KB
- 文档页数:35
高强钢BS700MC(DOMEX700MC)焊接性工艺及接头分析
引言
近30年来,低合金高强钢受到世界各国的普遍关注,将成为今后材料发展的基本方向。
Domex700MC钢是美国生产的一种低合金高强钢。
它具有超高强度、加工成型良好、冲击韧性高、可焊性良好等优点。
通过细化晶粒、沉淀强化、用Ti控制硫化物颗粒以及精密的热轧过程控制等手段获得上述特性。
它
的化学成分和机械性能分别见表1和表2,可适用于起重机、机动车底盘,推土机附件等需要高强度,可饶性好的部件,并能降低成本尧减轻质量和增加有效负载。
本研究着重讨论Domex700MC钢焊接工艺,为获得优质焊接接头提供依据。
crb600h高强钢筋技术规程高强度钢筋在建筑工程中起着至关重要的作用,为保证施工质量和工程安全,特制定本技术规程。
2.术语和定义2.1高强度钢筋:指抗拉强度大于等于600MPa的钢筋材料。
2.2抗拉屈服强度:指钢筋在拉伸状态下超过弹性变形阶段后,发生塑性变形的应力值。
2.3抗拉断裂强度:指钢筋在拉伸状态下发生断裂时的应力值。
3.材料标准3.1高强度钢筋的材料标准应符合国家相关规定,并具备强度、塑性和延展性等指标要求。
3.2钢筋的化学成分及冶炼技术应符合国家标准,保证钢筋的材质稳定性。
4.钢筋的加工和贮存4.1高强度钢筋应采用专门钢筋加工设备进行加工,确保加工质量和尺寸精度。
4.2钢筋在贮存过程中应避免与有害物质接触,防止腐蚀和损坏。
5.钢筋的使用与焊接5.1高强度钢筋应用于适应强度要求的工程结构中,保证结构的稳定性和安全性。
5.2钢筋焊接应符合相关规范要求,焊接工艺应合理控制,确保焊接接头的牢固和可靠性。
6.钢筋的验收与检测6.1高强度钢筋的验收应符合国家标准,确保钢筋的质量和规格与设计要求一致。
6.2钢筋的检测应包括物理力学性能检测、化学成分检测和表面质量检测等,以确保钢筋的性能符合要求。
7.结构施工要求7.1高强度钢筋的布置应按照设计图纸和相关规范进行,保证钢筋的合理布置和连接。
7.2钢筋的固定和连接应采用适当的技术措施,确保钢筋与混凝土的良好粘结性。
8.施工质量控制8.1高强度钢筋的施工质量应由专业施工人员进行监督和控制,确保施工过程中的合规性和质量可控性。
8.2钢筋在施工中应避免受到损坏、弯曲变形等情况,保证钢筋的完好性和使用效果。
《CRB600H高强钢筋技术规程》详细介绍了高强度钢筋的相关要求和应用规范,旨在提高工程结构的稳定性和安全性。
各相关施工单位应严格按照本规程执行,确保钢筋的使用和施工质量达到标准要求,从而保证工程质量和施工安全。
高强钢JG785E焊接工艺及焊接注意事项摘要:高强钢是今后材料发展的基本方向,本文通过对济钢生产的一种低合金高强钢JG785E进行CO2气体保护半自动焊试验,分析了其化学成分和机械性能,介绍了其焊接工艺和焊接注意事项。
关键词:高强钢JG785E CO2气体保护半自动焊试验化学成分机械性能近年来,低合金高强度钢受到建筑、重工尤其是矿用设备行业的普遍关注,高强钢将成为今后材料发展的基本方向。
JG785E是济南钢铁股份有限公司生产的一种低合金高强钢,它具有超高强度、加工成型良好、冲击韧性高、可焊性良好等优点,通过精密的热轧过程控制(TMCP)等手段获得上述特征。
1、化学成分和机械性能分析现对JG785E高强钢进行CO2气体保护半自动焊试验,分析如下,它的化学成分和机械性能分别见表1和表2。
钢板碳当量CE=0.478%,焊接冷裂纹敏感指数Pcm=0.217%。
2、焊接工艺2.1材料本次焊接工艺采用气体保护半自动焊,气体采用20%C02+80%AR,气体流量15-20L/min,试验用板为25.4mm的JG785E钢板,焊接材料使用GHS-70,直径1.2mm高强度焊丝。
2.2焊接试件及焊接参数焊接试验件坡口形式:焊接前应仔细清理坡口处得铁锈和油污,焊接工艺参数:焊接前需预热150℃,焊接时层间温度保持135~165℃焊接过程中注意事项:(1)导电嘴至工件的距离的距离为10-15mm。
(2)不得在定位焊以外的母材上引弧。
(3)收弧时使用二次电流进行收弧处理,不能留有明显的弧坑,防止收弧部位出现裂纹。
(4)多层多道焊的道与道之间沟槽应小于1mm。
(5)多层多道焊时,焊道间应及时清理。
(6)焊接试件不允许分段焊接。
3,试验结果及讨论3.1机械性能试验结果焊接完成后,缓冷,并对试验件进行机械性能试验,结果见表4表4机械性能试验结果3.2结论通过实验结果,可以看到本次焊接工艺评定基本能够满足工程对JG785E焊接的要求,各项试验数据均合格。
Q690高强度钢板的焊接工艺一、焊接工艺准备1、焊接设备:500ACO2气体保护焊机。
2、焊丝:SLD-80高锰中硅φ1.2mm实芯焊丝。
3、坡口的加工:坡口的加工,深度和宽度要比图纸要求的大于或等于0至2个毫米。
可以用机械方法和热切割方法进行,机械加工方法,即刨坡口角度,刨后要去油污,热切割后要去熔渣,去氧化皮并打磨光滑。
倒角公差如下表:4、定位焊:(1)结构件的定位焊前,应进行预热,温度为170-200°C。
定位焊缝高度为6-8mm,长为40mm-60mm,间隔为300mm左右。
当焊缝长度小于300mm时,单侧定位焊缝不得少于两处。
(2)定位焊缝出现裂纹时,必须清除,重新定位焊缝。
(3)为防止工件变形,允许加支撑焊接,但焊后必须磨平。
(4)焊道及焊道边缘必须清理干净,不允许有油、锈水、渣等物。
焊道两侧边缘修磨露出金属光泽,单侧不得小于25mm。
(5)因为Q690板材焊后不允许用机械和火焰矫正。
5、为确保结构件焊接质量和减小结构件的焊接变形,按照《支架及中部槽的焊接工艺》多层多道焊接规定执行。
6、保护气体为80%Ar+20%CO2的混合气。
二、焊接工艺过程及要求1、按图纸尺寸定位焊后,铆工负责把各主筋铰接孔端圆弧处空档内,适当加撑焊固。
2、各焊缝尺寸必须符合图纸要求。
角焊缝除少数焊角尺寸K=8-10mm以外,一般焊角尺寸K=12-18mm。
焊后用样板自检合格,要求焊缝宽度均匀,表面美观。
3、焊缝边缘与母材结合线必须融合良好,光滑过度,不允许出现未熔合、裂纹、咬边等焊接缺陷。
4、焊接时注意防风,每层每道施焊前,要清除灰尘及氧化渣皮,并清理焊缝表面油污,以减少气孔,消除边缘熔合不良现象。
5、焊接设备要精细保养,经常检查气路是否有漏气或其他故障,焊丝输送与导电装置及易损件是否完好,从焊接设备上保证少出现气孔及其它焊接缺陷。
6、各焊工严格焊后自检,检查出焊后缺陷,必须立即处理合格。
杜绝出现漏焊及不合格焊缝。
低合金高强度钢的焊接工艺1)焊接方法的选择低合金高强度钢可采用焊条电弧焊、熔化极气体保护焊、埋弧焊、钨极氩弧焊、气电立焊、电渣焊等所有常用的熔焊及压焊方法焊接。
具体选用何种焊接方法取决于所焊产品的结构、板厚、堆性能的要求及生产条件等。
其中焊条电弧焊、埋弧焊、实心焊丝及药芯焊丝气体保护电弧焊是常用的焊接方法。
对于氢致裂纹敏感性较强的低合金高强度钢的焊接,无论采用那种焊接工艺,都应采取低氢的工艺措施。
厚度大于100mm低合金高强度钢结构的环形和长直线焊缝,常常采用单丝或双丝载间隙埋弧焊。
当采用高热输入的焊接工艺方法,如电渣焊、气电立焊及多丝埋弧焊焊接低合金高强度钢时,在使用前应对焊缝金属和热影响区的韧性能够满足使用要求。
2)焊接材料的选择低合金高强度钢焊接材料的选择首先应保证焊缝金属的强度、塑性、韧性达到产品的技术要求,同时还应该考虑抗裂性及焊接生产效率等。
由于低合金高强度氢致裂纹敏感性较强,因此,选择焊接材料时应优先采用低氢焊条和碱度适中的埋弧焊焊剂。
焊条、焊剂使用前应按制造厂或工艺规程规定进行烘干。
为了保证焊接接头具有与母材相当的冲击韧性,正火钢与控轧控冷钢焊接材料优先选用高韧性焊材,配以正确的焊接工艺以保证焊缝金属和热影响区具有优良的冲击韧性。
3)焊接热输入的控制焊接热输入的变化将改变焊接冷却速度,从而影响焊缝金属及热影响区的组织组成,并最终影响焊接接头的力学性能及抗裂性。
屈服强度不超过500MPa的低合金高强度钢焊缝金属,如能获得细小均匀针状铁素体组织,其焊缝金属则具有优良的强韧性。
而针状铁素体组织的形成需要控制焊接冷却速度。
因此为了确保焊缝金属的韧性,不宜采用过大的焊接热输入。
焊接操作上尽量不用横向摆动和挑弧焊接,推荐采用多层窄焊道焊接。
热输入对焊接热影响区的抗裂性及韧性也有显著的影响。
低合金高强度热影响区组织的脆化或软化都与焊接冷却速度有关。
由于低合金高强度钢的强度及板厚范围都较宽,合金体系及合金含量差别较大,焊接时钢材的状态各不相同,很难对焊接热输入作出统一的规定。
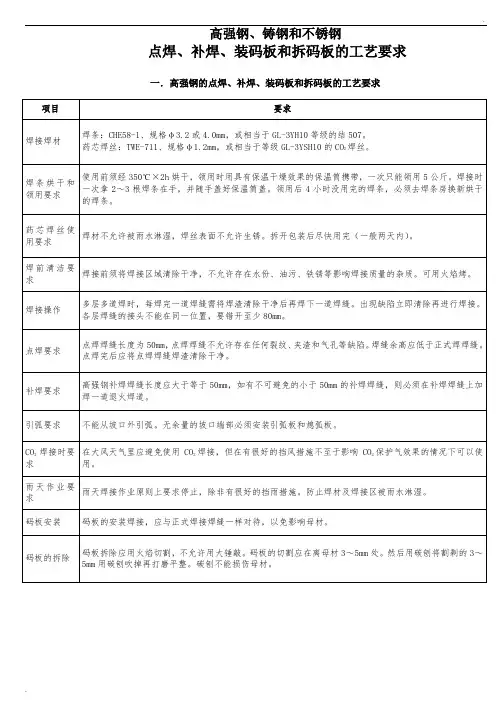
高强钢的焊接工艺规定
高强钢在高温作用下具有较大的淬硬性,依据碳当量的理论计算,当C E值≥0.6%均属焊接性能较差的钢种,为避免应焊接热循环作用焊接接头的热影响区产生碎硬组织而发展冷裂纹,故施焊时应遵照以下工艺要求进行。
1.选用焊接材料应优先考虑低配匹为原则,与Q345相接的焊缝可选用JM-58
焊丝。
2.焊接接头附近应清除锈、油污等氧化物,保持焊缝清洁。
3.施焊时焊缝应预热,加热范围为焊口两侧150~200mm左右,预热温度为
200~250℃。
4.施焊时应保持层间温度不低于预热温(200~250℃),必要时可中途补充加热。
5.施焊时应选用小电流,线熔深的多层多道焊以减小焊缝中母材与焊材的熔合
比(即降低母材的熔化量),但焊接速度不宜过快(以避免焊缝过快冷却),同时应保证收弧时的弧坑填满防止产生火口裂纹。
6.施焊工作应一次完成,不允许对工件反复多次的加温和冷却。
7.保证焊接质量防止因气孔、夹渣、未溶合、咬边等焊接缺陷促使焊接接头处
产生应力集中而增加产生冷裂纹的倾向。
8.焊后应后热,适量提高焊接区域的温度并采用有效的保温缓冷措施。
Q460高强钢厚板焊接施工工法一、前言Q460高强钢厚板焊接施工工法是一种常用于船舶、桥梁、建筑等领域的焊接工艺,具有焊接效率高、焊接质量高、施工安全性好等特点。
本文旨在对该工法进行详细介绍,让读者了解其工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施以及经济技术分析等方面的内容。
二、工法特点Q460高强钢厚板焊接施工工法具有以下特点:1、焊接效率高:采用多重传热方式,使焊接速度快,焊接效率高。
2、焊接质量高:采用预热、保温、焊接等一系列措施,保证焊接质量。
3、施工安全性好:采用预防措施和安全管理制度,减少了施工过程中的危险因素。
三、适应范围该工法适用于船舶、桥梁、建筑等领域的焊接,尤其适用于焊接Q460高强度钢厚板。
四、工艺原理焊接过程需要对焊接工法、材料、焊接环境和施工质量进行掌控。
在Q460高强钢厚板焊接中,先要进行材料的分析和合适的预热处理,以满足设计要求;接下来进行预热,通过高温使板材中的水分和杂质挥发出去,热处理时采用逐层升温的方法,以减少热应力的影响,提高焊缝质量;焊接时需要调整焊接电流和电压,合适的控制焊接速度,使焊缝中的气缝极小或消除,提高焊接质量;施工过程中需要掌握质量和安全要求,做好各种预防措施。
五、施工工艺1. 材料准备:选择符合设计要求的Q460高强钢厚板,进行化学成分分析和机械性能测试,材料一旦达标,预热程序就可以开始。
2. 预热处理:布置拴好用于预热的焊接炉,把材料放入炉中进行预热处理,预热温度可以根据材料厚度调整,一般不低于100度,时间根据厚度可以预留适当的时间。
3. 焊接操作:将预热好的材料取出放在焊接基座上,设置好所需的工艺参数,例如焊接电压、电流、焊接速度、焊接时间等,同时注意焊接方向和角度。
对接好之后开始进行焊接,在完成第一次焊接后,需要进行修整,先把气切和焊渣挑掉,然后再用毛刷或者砂轮稍微去除一些表层焊渣,接下来再次焊接,焊接过程中注意提高电源稳定性,控制火焰大小,使焊缝中的气孔消除。
AH36/DH36高强钢焊接工艺1.焊接方法:CO2半自动气体保护焊或手工电弧焊2.焊接材料:焊接方法材料名称牌号尺寸(mm) 级别制造厂CO2半自动气体保护焊药芯焊丝 SQJ501 Ф1.2 3YSAH10 天津三英焊业有限公司FL-YJ502 Ф1.2 3YSAH15 山东淄博飞乐焊业有限公司TWE-711 Ф1.2 3SAHH3YSA 天泰焊材工业股份有限公司气体: CO2 纯度Purity≥99.5%手工电弧焊焊条 JH.E5015 Ф3.2, 4.0, 5.0 3YH10 江阴东青焊接材料有限公司 JH.E5024* Ф3.2, 4.0 / 江阴东青焊接材料有限公司3.焊接要求:3.1 焊接之前应仔细清除焊丝及焊件表面的油污、锈蚀及水分等,以减少焊缝中的含氢量。
3.2 每道焊层必须用钢丝刷清理干净,焊接应注意层次厚度。
3.3 对于每道焊缝的焊接应连续,不得间断,以确保其有合适的层间温度。
3.4 焊接时宜采用小电流多层次焊接,由双数焊工从中间向两头施焊,且每道焊层不能太大,焊接接头应错开50mm。
3.5 若环境温度低于5℃,应采取预热措施,预热温度为100~150℃。
3.6 关于纵骨与甲板(舷顶列板)的角焊缝焊接顺序见图一。
3.7 甲板与舷顶列板间的角焊缝为熔透型焊缝,待内部坡口面焊接结束后,背面用碳弧气刨清根出白,清除飞溅等氧化物,打磨后方可进行焊接。
4.焊接注意事项:4.1 焊接过程中应避免“弧伤”(由于引弧不当等原因,引起电弧击伤母材或焊缝表面的现象),因其使高强钢的热影响区淬硬,且应力集中,极易产生微裂纹。
4.2 手工焊施焊过程中须使用保温桶,且有相应的加热保温措施。
4.3 CO2焊焊接过程中若发现焊丝表面有锈迹,应更换焊丝后方可进行焊接。
4.4 室外CO2焊接操作时,若风速过大应采取必要的防风措施。
4.5 焊接时如遇阴雨潮湿天气,应用烘枪将焊缝进行烘干处理。
4.6 当班施工未用完的CO2焊丝应及时送库存放,以防受潮。
高强钢焊接作业指导书1.总则由于在输电线路铁塔中使用了Q460高强钢,依据JGJ81-2002《建筑钢结构焊接技术规程》的规定,在进行焊接工艺评定工作的基础上,形成了本文件。
460焊接作业过程,对于本工艺未提及的内容按GB/T2694-2003《输电线路铁塔制造技术条件》、DL/T646-2006《输电线路钢管杆制造技术条件》、JGJ181-2002《建筑钢结构焊接技术规程》、GB50205-2001《钢结构工程施工质量验收规范》等标准及有关工艺文件执行。
2.适用范围2.1本文件适用于在厂房内的Q460高强钢及其与其他低级别钢材的焊接。
对于Q345、Q235和Q460级别钢材的焊接,执行原焊接工序作业指导书。
2.2本文件适用于焊条电弧焊方法(SMAW)和CO2气体保护焊方法(GMAW)。
环境温度为5℃以上的工作环境。
Q460高强度钢焊接的人员必须严格遵守本文件。
表1 作业指导书的适用范围2.接头和焊缝形式: B——对接接头(坡口焊缝);T——T形接头(对接+角钢组合焊缝或角焊缝);C——角接头(角焊缝)。
3.焊前准备焊接Q460高强钢的焊工应经过焊工培训并取得相应的资格证书。
焊工进行实际焊接操作时,其焊接方法应与焊工本人考试合格的项目相符。
所采用的焊接设备手弧焊机、气保焊机,要求标识完整、参数稳定、调节灵活、安全可靠,各种仪表读数灵敏。
在使用时,必须严格按照设备安全操作规程和安全文明生产的有关规定执行。
必须符合GB/T5117、GB/T5118、GB/T14958、GB/T5293标准最新版本之规定。
Q460高强钢手弧焊时所用焊条为E5516-G ,要求使用前必须烘干,烘干温度为350~400℃所用焊丝型号为ER55-D2,使用时不允许有局部弯折及锈蚀。
Q460与其他低级别钢材焊接时,焊接材料宜与低级别钢材相适应。
2气体纯度要求≥99.5%,在使用前要进行除水处理,具体步骤如下:a.使用前将气瓶倒立静置1~2h后,阀门放水一次,可放水2~3次。