硬质合金国际对照表及性能
- 格式:doc
- 大小:78.00 KB
- 文档页数:3
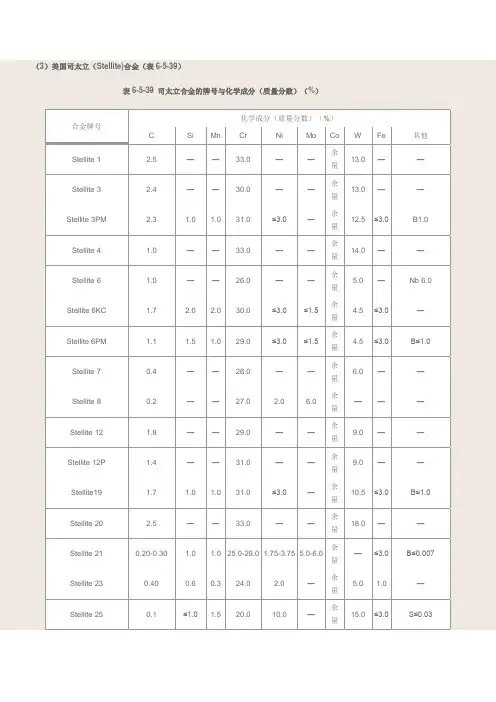
(3)美国司太立(Stellite)合金(表6-5-39)表6-5-39 司太立合金的牌号与化学成分(质量分数)(%)合金牌号化学成分(质量分数)(%)C Si Mn Cr Ni Mo Co W Fe 其他Stellite 1 2.5 ——33.0 ——余量13.0 ——Stellite 3 2.4 ——30.0 ——余量13.0 ——Stellite 3PM 2.3 1.0 1.0 31.0 ≤3.0—余量12.5 ≤3.0B1.0Stellite 4 1.0 ——33.0 ——余量14.0 ——Stellite 6 1.0 ——26.0 ——余量5.0 —Nb6.0Stellite 6KC 1.7 2.0 2.0 30.0 ≤3.0≤1.5余量4.5 ≤3.0—Stellite 6PM 1.1 1.5 1.0 29.0 ≤3.0≤1.5余量4.5 ≤3.0B≤1.0Stellite 7 0.4 ——26.0 ——余量6.0 ——Stellite 8 0.2 ——27.0 2.0 6.0 余量———Stellite 12 1.8 ——29.0 ——余量9.0 ——Stellite 12P 1.4 ——31.0 ——余量9.0 ——Stellite19 1.7 1.0 1.0 31.0 ≤3.0—余量10.5 ≤3.0B≤1.0Stellite 20 2.5 ——33.0 ——余量18.0 ——Stellite 21 0.20-0.30 1.0 1.0 25.0-29.0 1.75-3.75 5.0-6.0 余量—≤3.0B≤0.007Stellite 23 0.40 0.6 0.3 24.0 2.0 —余量5.0 1.0 —Stellite 25 0.1 ≤1.0 1.5 20.0 10.0 —余量15.0 ≤3.0S≤0.03Stellite 27 0.40 0.6 0.3 25.0 32.0 5.5量—10 —Stellite 30 0.45 0.6 0.6 26.0 15.0 6.0 余量— 1.0 —Stellite 31 0.45-0.55 1.0 1.0 24.5-26.5 9.5-11.5 —余量7.0-8.0 ≤2.0—Stellite 98M2 2.0 1.0 1.0 30.0 3.5 ≤0.80余量18.5 ≤2.5 B 1.1Stellite 156 1.6 1.1 ≤1.028.0 ≤30≤1.0余量4.0 —Stellite 157 0.1 1.6 —22.0 ≤2.0≤1.0余量4.5 ≤2.0B2.4Stellite 158 0.75 1.2 ≤1.026.0 ≤3.0≤1.0余量5.5 ≤2.0B0.7Stellite 159 0.1 3.3 —18.5 27.0 5.5 余量— 2.0 B3.2Stellite 190 3.25 0.85 ≤0.526.0 ≤3.0≤1.0余量14.5 ≤3.0—Stellite 190PM 3.2 1.0 1.0 26.0 ≤3.0—余量14.0 ≤3.0B≤1.0Stellite 228 0.1 ——26.0 — 3.0 余量—20.0 —Stellite 238 0.1 ——26.0 — 3.0 余量— 2.0 —Stellite 250 0.1 ——28.0 ——余量—20.0 Nb 2.0Stellite 251 0.3 ——28.0 ——余量—18.0 Nb 2.0Stellite 306 0.4 ——25.0 5.0 —余量2.0 —Nb 6.0Stellite 506 1.6 ——35.0 ——余量7.5 ——Stellite 694 0.85 1.0 1.0 28.0 5.0 —余量19.5 ≤3.0V1.0;B0.01Stellite 1040 2.00 ——33.0 ——余量18.0 ——Stellite 2006 1.3 1.2 —31.0 8.0 8.0 余量—18.0 —Stellite 2012 1.7 1.2 —33.0 8.0 10.0量—15.0 —Stellite F 2.0 ——25.0 22.0 —余量1.20 ——Stellite SF1 1.3 3.0 —19.0 13.0 —余量13.0 — B 2.5Stellite SF6 0.7 3.0 —19.0 13.0 —余量8.0 —B1.7Stellite SF12 0.9 2.5 —19.0 13.0 —余量9.0 — B 1.8Stellite SF20 1.5 3.0 —19.0 13.0 —余量15.0 — B 3.0Stellite X90 0.5 ——26.0 10.0 —余量7.0 ——Stellite T40 2.0 ——34.0 ——余量19.0 ——stellite合金-stellite合金基本概念stellite合金是钴基合金的典型代表。
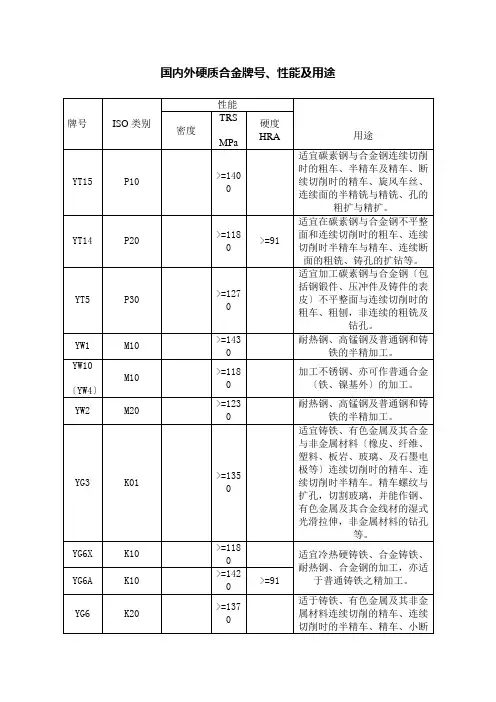
硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。
1、YG3x/ K01/ 1420;92.5/适于铸铁、有色金属及合金、淬火钢合金钢小切削断面高速精加工。
2、YG6/ K20 /1900;90.5/适于铸铁、有色金属及合金、非金属材料中等到切削速度下半精加工和精加工。
3、YG6x /K15/ 1800;92.0/ 适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金钢的中小切削断面高速精加工、半精加工。
4、YG6A/ K10/ 1800;92.0 /适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金的中小切削断面高速精加工。
5、YG8/ K30/ 2200;90.0/ 适于铸铁、有色金属及合金、非金属材料低速粗加工。
6、YG8N/ K30/ 2100;90.5/适于铸铁、白口铸铁、球墨铸铁以及铬镍不锈钢等合金材料的高速切削。
7、YG15/ K40/ 2500;87.0 /适于镶制油井、煤炭开采钻头、地质勘探钻头。
8、YG4C/ 1600;89.5/ 适于镶制油井、煤炭开采钻头、地质勘探钻头。
9、YG8C/ 1800;88.5/适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
10、YG11C/ 2200;87.0 /适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
11、YW1/ M10/ 1400;92.0 /适于钢、耐热钢、高锰钢和铸铁的中速半精加工。
12、YW2/ M20/ 1600;91.0 /适于耐热钢、高锰钢、不锈钢等难加工钢材中、低速粗加工和半精加工。
13、GE1/ M30/ 2000;91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件。
14、GE2 /2500;90.0 /硬质合金顶锤专用牌号。
15、GE3/ M40/ 2600;90.0 /适于制造细径微钻、立铣刀、旋转挫刀等。
16、GE4/ 2600;88.0/ 适于打印针、压缸及特殊用途的管、棒、带等。

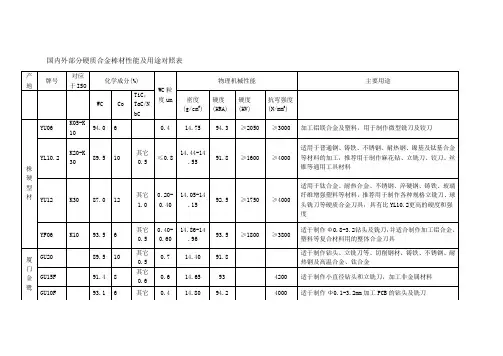
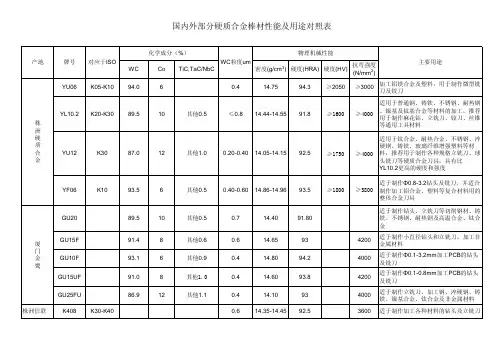
硬质合金棒材的生产及使用毕业论文课题:硬质合金棒材的生产及使用系部:专业:班级:学号:姓名:目录一、前言 (1)二、棒材的生产概述 (2)1、定义及特点 (2)2、分类及主要用途 (2)3、型材厂棒材的主要牌号及性能要求 (5)4、棒材的生产工艺流程 (7)三、棒材的生产过程及质量控制 (8)1、混合料制备 (8)2、成型 (9)3、烧结 (10)4、深加工 (10)四、棒材的质量检查、控制及管理 (14)1、物理性能及组织结构 (14)2、外观、尺寸 (15)五、棒材的使用知识 (17)六、实习总结 (18)一、前言粉末冶金是制取金属或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合以及各种类型制品的工艺技术。
在国民经济和材料科学中有着重要的作用。
二、棒材生产的概述1、定义及特点硬质合金用粉末冶金方法生产由难容金属化合物和粘结金属所构成的组合材料。
粉末冶金是一种制取材料和制品的特殊冶金方法,它的基本过程是制备粉末,经过压制成型为一定尺寸的压坯,然后在低于物料基本组元的温度下烧结成所需的成品。
1)硬质合金原料原料是指其只要组成元素构成制品化学组分的物质,原料绝大多数为固态。
根据其在硬质合金中的作用或存在的形式,一般又可分为硬质化合物,粘结金属、改性组元和涂层材料等四大类。
硬质化合物:WC、TiC、TaC、TIiN、HfC、(TiW)C、TiCN、(WTiTa)C、(WTiTa)(CN)等。
WC是用得最多的碳化物,其晶粒尺寸通常在0.2 10微米之间,一般根据粒度大小分为很多型号,型材厂的棒材主要为04、06、08型,属于超细颗粒。
粘结金属:Co、Ni、Fe。
钴是应用最广泛的粘结金属。
改性组元:VC、Cr3C2,硬质合金制造过程中抑制晶粒长大的添加剂,也是我厂生产超细粒棒材生产过程中抑制晶粒长大效果最明显的。
2)工艺材料工艺材料指参与制造过程反应或存在于中间产品中但不构成产品成份的物质和虽不直接参加反应但与制品直接接触且对产品质量产生重要影响的物质。
各国硬质合金牌号近似对照常用的硬质合金以 WC为主要成分,根据是否加入其它碳化物而分为以下几类:( 1)钨钴类( WC+Co)硬质合金( YG)它由 WC和 Co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差,主要用于加工铸铁和有色金属。
细晶粒的 YG类硬质合金(如 YG3X、 YG6X),在含钴量相同时,其硬度耐磨性比 YG3、 YG6高,强度和韧性稍差,适用于加工硬铸铁、奥氏体不锈钢、耐热合金、硬青铜等。
( 2)钨钛钴类( WC+TiC+Co)硬质合金( YT)由于 TiC的硬度和熔点均比 WC高,所以和 YG相比,其硬度、耐磨性、红硬性增大,粘结温度高,抗氧化能力强,而且在高温下会生成 TiO 2,可减少粘结。
但导热性能较差,抗弯强度低,所以它适用于加工钢材等韧性材料。
(3) 钨钽钴类( WC+TaC+Co)硬质合金( YA)在 YG类硬质合金的基础上添加 TaC(NbC),提高了常温、高温硬度与强度、抗热冲击性和耐磨性,可用于加工铸铁和不锈钢。
( 4)钨钛钽钴类( WC+TiC+TaC+Co) )硬质合金 (YW)在 YT类硬质合金的基础上添加 TaC(NbC),提高了抗弯强度、冲击韧性、高温硬度、抗氧能力和耐磨性。
既可以加工钢,又可加工铸铁及有色金属。
因此常称为通用硬质合金(又称为万能硬质合金)。
目前主要用于加工耐热钢、高锰钢、不锈钢等难加工材料。
硬质合金和其他硬质材料编辑:刘钰 - 来自:青岛美华精密工具有限公司硬质合金和碳-氮化合物--尽管高速钢对于如钻孔、拉削这样的应用仍然非常重要,但大多数的金属切削都是通过硬质合金工具完成的。
对于那些非常难于加工的材料,硬质合金现在正逐渐由碳氮化合物、陶瓷制品和超硬材料所替代。
渗碳的(或烧结的)硬质合金和碳氮化合物,被世界上大多数一致认为是硬金属,是一系列通过粉末冶金技术制成的非常硬的、耐火、耐磨的合金。
微小的硬质合金或者氮化物颗粒在处于烧结温度液体时被金属粘结剂“胶结”。
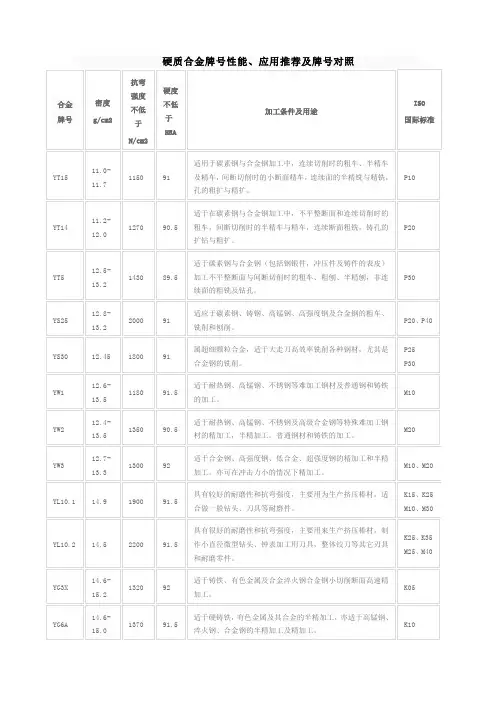
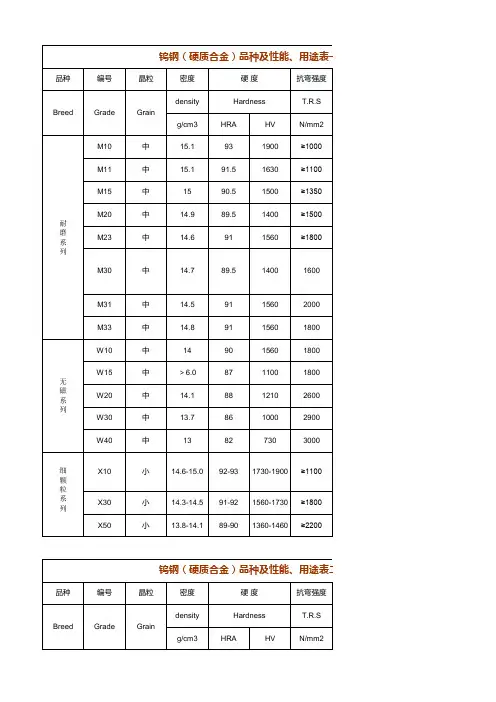
硬质合金物理机械性能合金牌号密度g/cm2 抗弯强度不低于N/cm2硬度不低于HRA推荐用途相当于ISO相当于国内YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。
K01 YG3XYG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
K05 YG6AYG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
K10 YG6XYK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有较高的耐磨性及韧性。
K15K20YK15YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。
K20 YG6YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。
K20 YG6X-1YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍不锈钢等合金材料的高速切削。
K30 YG8NYG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30 YG8YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。
K35 YG10XYS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。
K30 YS2TYL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。
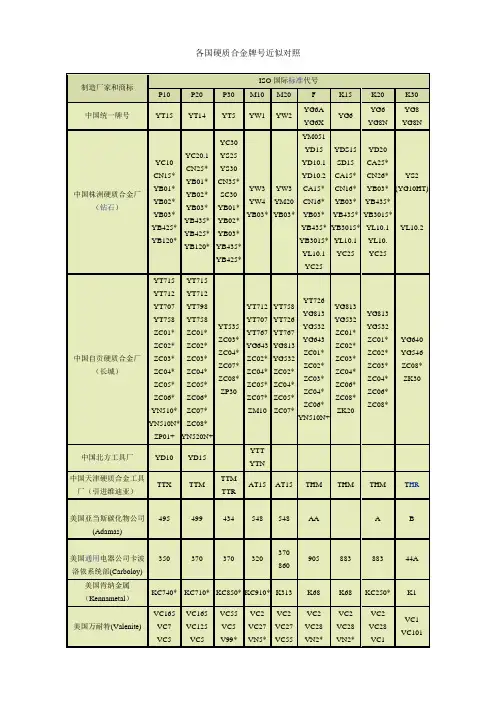
各国硬质合金牌号对照表对各国硬质合金牌号对照作发下5点说明和注解:1.各国硬质合金牌号的对照关系,是按用途范围确定的。
由于一种牌号往往有几种用途,因此对照表中有的牌号往往在几处同时出现,或出现一种牌号与其他几种牌号进行近似对照。
2.对照的基准牌号,采用国际标准化组织ISO标准的用途分类代号为序。
3.鉴于各硬质合金厂家的样本和技术资料所介绍的产品使用范围并不完全,所列的对照表只能表示大致的对比使用范围。
4.对照表中各国标准代号均用于大写字母表示,其中BHMAt JIC分别为英国和美国的有关协会标准。
各厂家或公司的产品牌号或商标用小写字母(第一字母仍大写)。
5.因限于篇幅,从上百个厂家资料中仅选择了十余个厂家和公司的产品牌号进行对照,有关对照的商标或简称注解如下:中国Diamond:中国机械进出口总公司China National Machinery Import and Export Corp.法国Carbex :Carbex SATykram:Tykram SAUgicarbb:Enrotungstene SA德国Hertel:GH-Metall,Gunther Hertel GmbH&Co.KGUnit:Thyssen Edelstahlwerke AGWidia:Rride.Krupp GmbH,Krupp Widia -Fabrik日本Igetalloy :住友电气工业(株)Sumitomo Electric Industries Ltd.瑞典Sandvik Coromant;Sandvik ABSeco:Seco Tools AB英国Annolly:F.C.Annett&Co.Led.Cutanit:Herbrt-Cutanit Ltd.Wimet :Wimet Ltd.美国Kennametal:Kennametal Inc.Wendt-Sonis:TRW,Wendt-Souis Div.(1)P类硬质合金牌号近似对照(表6-6-7)(2)M类硬质合金牌号近似对照(表6-6-8)(3)K类硬质合金牌号近似对照(表6-6-79)(4)G类硬质合金牌号近似对照(表6-6-10)表6-6-7 P类硬质合金牌号近似对照国际标准化组织IS O 中国德国法国日本YB Diamond DIN Widia UnitTykramCarbex JIS IgetalloyP01 YT30 T30 —TTF UF03 TS0 CSO P01 AC805 T12AP10 YT15 T15 S1 TGTNTRTTXUS10USS2BTS1CS10CS120RW211P10AC805AC815ST10ET12AP20 YT14 T14 S2 TGTNTRTTSUS20US52BTS2TSYCS20CS120RW211P20AC720AC815ST20ET3SP30 YT5 T5 S3 TGTNTTRTTSUS30US54BTS3TSYCS30CS120CS130RW211P30AC720AC835ST30ET3SP40 YT5 T5 S4 TRTTRUS40US54BTS4 CS4 P40AC835ST40EP50 ——S5 —US50 CS6 P50 —国际标准化组织IS O 俄罗斯ΓOCT瑞典英国美国SandvikCoromantSecoBHMAWimet Cutanit JICWendt-SonisKennametalP01 T30K4 F02S1PS1FS1G919 —CR05F05TC8731CY31TTi8K165K7HP10 T15K6 GC015GC1025S1PS1FS1GS2,S25MTP15TP25TP35722GW52XL2XL2BCR10CR15CR20CR30Gm25C7714CY14U227K5HK45KC810P20 T14K8 GC015GC135GC1025S4,SMS2,S4S25MTP15TP25444GW52XL3CR10CR15CR20CR25C6714716CY14CY16K29K2884KC810KC850SM30 TP35 CR30Gm25 U225 U227P30 T5K10 GC015GC1025S2,SMSM30S4,S6S25MTP15TP35353CW54XL45CR20CR25CR30CR40Gm35C5716717CY16U225K21K2884KC810KC850P40 TFK12RGC135S6SM30S6S25MTP35263CW54XL45CR30CR40CR50Gm35C5717CY17CY17TK25KC85CP50 T5K12BR4 182 CR50717CY17KM注:表中ISO标准为用途分类代号。
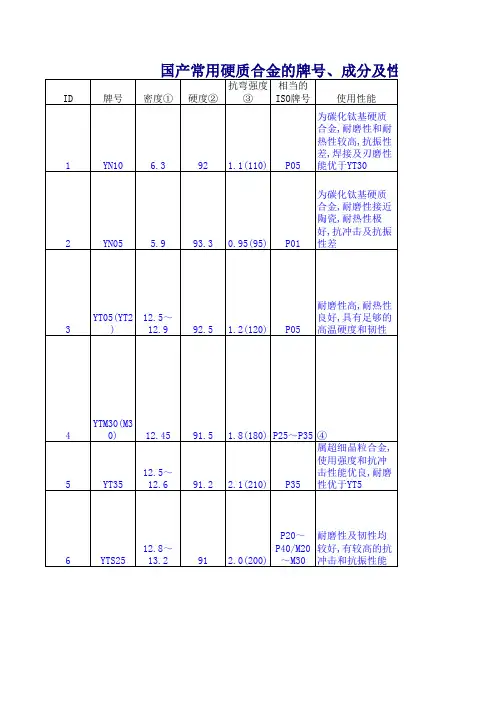
合金牌号
物理机械性能
推荐用途
相当于
ISO
相当于
国内密度g/cm2
抗弯强度不
低于N/cm2
硬度不低于
HRA
YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小
切削断面高速精加工。
K01 YG3X
YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加
工,亦适于高锰钢、淬火钢、合金钢的半精
加工及精加工。
K05 YG6A
YG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁
与耐热合金钢可获得良好的效果,也适于普
通铸铁的精加工。
K10 YG6X
YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有
较高的耐磨性及韧性。
K15
K20
YK15
YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中
等切削速度下半精加工。
K20 YG6
YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连
续切削时的精车,间断切削时的半精车、精
车、小断面精车、粗车螺纹、连续断面的半
精铣与精铣,孔的粗扩与精扩。
K20 YG6X-1
YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍
不锈钢等合金材料的高速切削。
K30 YG8N
YG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料
加工中,不平整断面和间断切削时的粗车、
粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30 YG8
YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。
K35 YG10X
YS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热
合金及钛合金,作切断刀及丝锥、锯片铣刀
尤佳。
K30 YS2T
YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生
产挤压棒材,适合做一般钻头、刀具等耐磨
件。
K15-K25 YL10.1
YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯强度,主要用来生
产挤压棒材,制作小直径微型钻头、钟表加
工用刀具,整体铰刀等其它刃具和耐磨零
件。
K25-K35 YL10.2
YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应
力下工作的顶锻、穿孔及冲压工具。
YG15
YG20 13.4-13.7 2500 85 适于制作冲压模具,如冲压手表零件、乐器
弹簧片等;冲制电池壳、牙膏皮的模具;小
尺寸钢球、螺钉、螺帽等的冲压模具;热轧
麻花钻头的压板。
YG20
YG20C 13.4-13.7 2200 82 适于制作标准件、轴承、工具等行业用的冷YG20C
镦、冷冲、冷压模具;弹头对弹壳的冲压模具。
YT15 11.0-11.7 1150 91 适用于碳素钢与合金钢加工中,连续切削时
的粗车、半精车及精车,间断切削时的小断
面精车,连续面的半精铣与精铣,孔的粗扩
与精扩。
P10 YT15
YT14 11.2-12.0 1270 90.5 适于在碳素钢与合金钢加工中,不平整断面
和连续切削时的粗车,间断切削时的半精车
与精车,连续断面粗铣,铸孔的扩钻与粗扩。
P20 YT14
YT5 12.5-13.2 1430 89.5 适于碳素钢与合金钢(包括钢锻件,冲压件
及铸件的表皮)加工不平整断面与间断切削
时的粗车、粗刨、半精刨,非连续面的粗铣
及钻孔。
P30 YT5
YS25 12.8-13.2 2000 91 适应于碳素钢、铸钢、高锰钢、高强度钢及
合金钢的粗车、铣削和刨削。
P20、P40 YS25
YS30 12.45 1800 91 属超细颗粒合金,适于大走刀高效率铣削各
种钢材,尤其是合金钢的铣削。
P25
P30
YS30
YW1 12.6-13.5 1180 91.5 适于耐热钢、高锰钢、不锈钢等难加工钢材
及普通钢和铸铁的加工。
M10 YW1
YW2 12.4-13.5 1350 90.5 适于耐热钢、高锰钢、不锈钢及高级合金钢
等特殊难加工钢材的精加工,半精加工。
普
通钢材和铸铁的加工。
M20 YW2
YT15 11.0-11.7 1150 91 适用于碳素钢与合金钢加工中,连续切削时
的粗车、半精车及精车,间断切削时的小断
面精车,连续面的半精铣与精铣,孔的粗扩与
精扩。
P10
YT14 11.2-12.0 1200 90.0 适于在碳素钢合金钢加工中, 不平整断面
和连续切削时的粗车,间断切削时的半精车
与精车,连续断面粗铣,铸孔的扩钻与粗扩。
P20
YT5 12.5-13.2 1400 89.5 适于碳素钢与合金钢(包括钢锻件,冲压件及
铸件的表皮)加工不平整断面与间断切削时
的粗车、粗刨、半精刨,非连续面的粗铣及
钻孔。
P30
YS30 12.45 1800 91.0 属超细颗粒合金,适于大走刀高效率铣削各
种钢材,尤其是合金钢的铣削。
P25
P30
YS25 12.8-13.2 2000 91.0 适应于碳素钢、铸钢、高锰钢、高强度钢及
合金钢的粗车、铣削和刨削。
M20、
M30P20、
P40
YS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合
金及钛合金,作切断刀及丝锥、锯片铣刀尤
佳。
K30
M30
YW1 12.6-13.5 1200 91.5 适于耐热、高锰钢、不锈钢等难加工钢材及
普通钢材和铸铁的加工。
M10
YW2 12.4-13.5 1350 90.5 适于耐热钢、高锰钢、不锈钢及高级合金钢M20
等特殊难加工钢材的精加工,并精加工。
普通钢材和铸铁的加工。
YW3 12.7-13.3 1300 92 适于合金钢、高强度钢、低合金、超强度钢
的精加工和半精加工。
亦可在冲击力小的情
况下精加工。
M10
M20
YG6A 14.6-15.0 1400 91.5 适于硬铸铁,有色金属及其合金的半精加工,
亦适于高锰钢、淬火钢、合金钢的半精加工
及精加工。
K10
YG6X 14.6-15.0 1400 91 经生产使用证明,该合金加工冷硬合金铸铁
与耐热合金钢可获得良好的效果,也适于普
通铸铁的精加工。
K10
YG6 14.6-15.0 1450 89.5 适于铸铁,有色金属及其合金非金属材料连
续切削时的精车,间断切削时的半精车、精
车、小断面精车、粗车螺纹、连续断面的半
精铣与精铣,孔的粗扩与精扩。
K20
YG8 14.5-14.9 1500 89 适于铸铁、有色金属及其合金与非金属材料
加工中,不平整断面和间断切削时的粗车、
粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30
YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有
较高的耐磨性及韧性。
K15
K20
YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应力下工作的顶锻、穿孔及冲压工具。
YG20 13.4-13.7 2500 85 适于制作冲压模具,如冲压手表零件、乐器弹簧片等;冲制电池壳、牙膏皮的模具;小尺寸钢球、螺钉、螺帽等的冲压模具;热轧麻花钻头的压板。
YG20C 13.4-13.7 2200 82 适于制作标准件、轴承、工具等行业用的冷镦、冷冲、冷压模具;弹头对弹壳的冲压模具。
YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯度,主要用为生产
挤压棒材,适合做一般钻头、刀具等耐磨件。
K12-K25
M10-M30
YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯度,主要用来生产
挤压棒材,制作小直径微型钻头、钟表加工
用刀具,整体铰刀等其它刃具和耐磨零件。
K25-K35
M25-M40。