熄焦车控制系统设计
- 格式:doc
- 大小:57.50 KB
- 文档页数:5
L A I G A N G D I A N Z I莱钢焦化厂2#干熄焦及发电综合自动化系统设计方案山东莱芜钢铁集团电子有限公司2008年2月30莱钢焦化厂2#干熄焦及发电综合自动化系统设计方案自动化系统设计方案一、概述干熄焦技术起源于瑞士,从20世纪20年代到40年代开始研究开发干熄焦,进入60年代,实现了连续稳定生产,并逐步向大型化、自动化和低能耗方向发展。
干熄焦技术是回收炼焦余热和改善操作环境的有效措施,是国家重点支持和推广的一项新技术,它具有提高焦炭质量、改善环境、回收能源三大优点。
由于干熄焦工艺可以大大提高焦炭品质,又可以进行能源的二次利用,因此,近年来干熄焦方式得到了广泛的认可,并有迅速在国内推广使用的趋势。
焦化厂7#、8#焦炉为JN60-6 型60孔焦炉,年产焦炭约110万吨,每小时焦炭产量约126吨。
本设计为莱钢股份有限公司焦化厂2#干熄焦及发电工程自动控制系统,本系统为7#、8#焦炉配套工程。
二、工艺简介2#焦炉干熄焦工艺包括红焦装入、干熄焦炉、冷焦排出、气体循环、干熄焦锅炉、地面除尘站、除氧水泵房、锅炉给水及蒸汽发电系统。
装满红焦(950℃~1050℃)的焦罐车由电机车牵引至提升井架底部,由提升机将焦罐提升到干熄炉顶,通过装入装置将焦炭装入到干熄炉内,在干熄炉内焦炭与惰性气体直接进行热交换,焦炭被冷却至180℃,经排焦装置卸到带式输送机D101上,然后送往已有焦炭输送系统。
图一:干熄焦总工艺流程图惰性气体由循环风机鼓入干熄炉底部,与红热焦炭逆流换热,从干熄炉顶出来的循环气体约900~980℃,经一次除尘器、锅炉冷却、二次除尘器、循环风机加压、热管换热器后,约135℃进入干熄炉。
由锅炉产生压力3.82Mpa,T=450℃的中压蒸汽约80+5t/h并入莱钢公司的蒸汽管网。
一、二次除尘器分离出的焦粉,由专门的输送设备将其收集在贮槽内,以备外运。
干熄焦装置的装料、排料、预存室放散及风机后放散等处的烟尘均进入干熄焦地面除尘站除尘系统,进行除尘后放散。
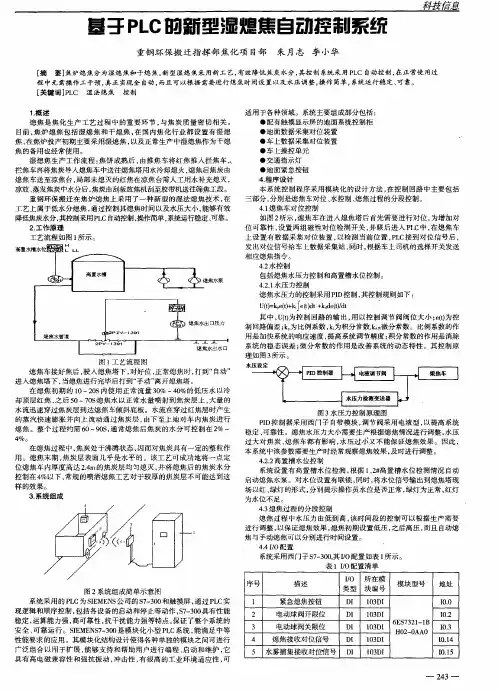
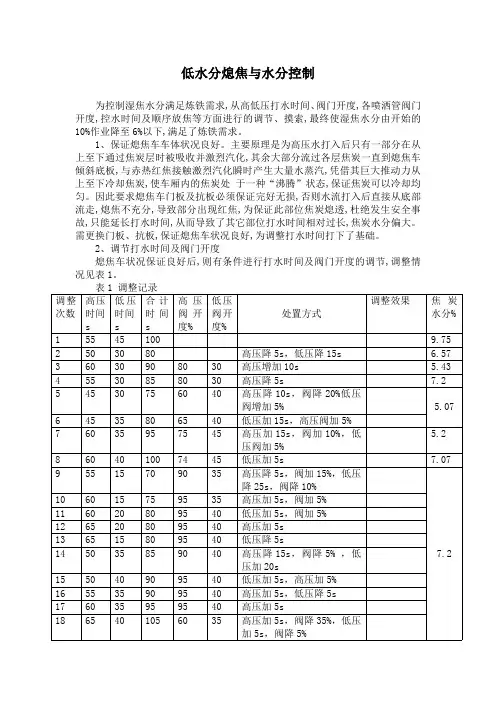
低水分熄焦与水分控制为控制湿焦水分满足炼铁需求,从高低压打水时间、阀门开度,各喷洒管阀门开度,控水时间及顺序放焦等方面进行的调节、摸索,最终使湿焦水分由开始的10%作业降至6%以下,满足了炼铁需求。
1、保证熄焦车车体状况良好。
主要原理是为高压水打入后只有一部分在从上至下通过焦炭层时被吸收并激烈汽化,其余大部分流过各层焦炭一直到熄焦车倾斜底板,与赤热红焦接触激烈汽化瞬时产生大量水蒸汽,凭借其巨大推动力从上至下冷却焦炭,使车厢内的焦炭处于一种“沸腾”状态,保证焦炭可以冷却均匀。
因此要求熄焦车门板及抗板必须保证完好无损,否则水流打入后直接从底部流走,熄焦不充分,导致部分出现红焦,为保证此部位焦炭熄透,杜绝发生安全事故,只能延长打水时间,从而导致了其它部位打水时间相对过长,焦炭水分偏大。
需更换门板、抗板,保证熄焦车状况良好,为调整打水时间打下了基础。
2、调节打水时间及阀门开度熄焦车状况保证良好后,则有条件进行打水时间及阀门开度的调节,调整情况见表1。
表1调整记录调整次数高压时间s 低压时间s 合计时间s 高压阀开度%低压阀开度%处置方式调整效果焦炭水分%155451009.752503080高压降5s,低压降15s 6.5736030908030高压增加10s 5.4345530858030高压降5s 7.254530756040高压降10s,阀降20%低压阀增加5%5.0764535806540低压加15s,高压阀加5%76035957545高压加15s,阀加10%,低压阀加5%5.2860401007445低压加5s 7.0795515709035高压降5s,阀加15%,低压降25s,阀降10%7.2106015759535高压加5s,阀加5%116020809540低压加5s,阀加5%126520809540高压加5s 136515809540低压降5s 145035859040高压降15s,阀降5%,低压加20s155040909540低压加5s,高压加5%165535909540高压加5s,低压降5s 176035959540高压加5s 1865401056035高压加5s,阀降35%,低压加5s,阀降5%19802010010035高压加15s,阀加40%,低压降20s无花焦 6.332080201008035高压开度降20%217520958035高压降5s 东部少量花焦227520957035高压开度降10%中部有花焦237020907535高压降5s,阀门开度加5%无花焦246520857535高压降5s 中间底部有红焦256320837535高压降2s 红焦量增加266320838035高压阀门加5%北侧有红焦2780201008035高压时间加17s 无花焦2865401056035 6.072965351006035低压降5s 有花焦306530956535低压降5s北侧有红焦316530957035高压阀门增加5%326525907535低压降5s,高压阀门加5%南侧有花焦336525907540低压阀加5%346525908035高压阀加5%,低压阀减5%无花焦356725928035高压加2s 有花焦366728958035低压加3s5.33377025958035高压加3s,低压降3s 3870301008035低压加5s3970301008040低压阀门加5%4065401056035高压降5s,低压加10s,低压阀门降5%4165401056535高压加阀门5%4265401057535高压阀门加5%4365401058035高压阀门加5%4470401108035更换电路板 5.334565401058035高压降5s7.2746852010590307.247702090100504868208810050 6.5494030708030 5.43503930696333 5.3513930696333 5.2524920696333 5.4533930696333 5.67545025757533 6.4556025857533 5.535650318170357.2757702090100507.2586020809030 6.5 5952207290356080201007520 4.56调整喷洒管阀门开度。
低温熄焦车设计说明随着焦炉大型化的发展,湿式熄焦车结构等方面也发生了很大的改变。
主要变化在:大量使用耐腐蚀材料,变移动接焦为定点接焦等方面。
虽然车型的改进是在不断满足生产的功能要求,虽然改革开放使得钱不成问题。
但是,焦炭市场的长期低迷和由于干熄焦的发展而使湿式熄焦车成为长期备用车,显得此项投入略显无奈,但是,大笔资金的投入仅仅为了未知期限的有限使用,况且还有真正要用时已经报废的风险存在,因此我们认为:有必要尽最大可能提升车辆使用的可靠性,同时,尽最大可能降低车辆的造价。
当然,提高车辆的性价比,不仅仅是用户的要求,也是发展低碳社会的义不容辞的每位公民的责任。
低温熄焦车的设计改进主要有以下四个方面:一、取消台车弹簧组和刹车机构:根据使用现场考察,刹车机构已经不用,台车弹簧组腐蚀严重,还需要经常更换,故新设计予以取消。
二、合理采用耐腐蚀材料:车箱部分:主要接触熄焦水的零部件全部采用不锈钢,包括紧固件;较少接触熄焦水的部分,采用耐候钢;不接触熄焦水的部分采用普碳钢。
耐热板种类减少了约10种(减少备件)。
三、采用动力包液压开门机构:由于气动开门反应迟钝,动作太慢,用户要求改进。
因为气体可压缩,尤其在北方地区,寒冷季节气动开门机构不好用确实是个问题。
采用自带动力包液压装置,接电即可使用,温升控制已在考虑之内。
四、低温控制:增加了水雾系统,从接焦开始直至卸焦,该系统一直以水雾方式从车箱耐热板底部向上喷雾,水箱存水约15吨,由系统中的水泵做功,使系统内水压升高,实现喷雾效果,达到降低温度的目的。
当然,低温控制的目的不仅仅可减小车箱的变形,同时,由于降低温度起到了预熄焦的作用,能够适量减少熄焦时间。
在熄焦塔下熄焦的同时,给水雾系统的水箱补充水量。
成呵二零一一年六月六日。
摘要干熄焦是目前国内外最先进的熄焦技术,作为冶金行业尤其是焦化行业重要的节能环保技术和循环经济项目正受到越来越多国内外企业的关注。
干熄焦不仅大大提高了焦炭品质,又可以进行能源的二次利用和减少环境污染, 从而提高运行效率、降低生产成本、改善劳动强度,取得良好的社会效益和经济效益。
日本在干熄焦方面起步较早,设备制造和自动化控制水平处于领先水平,我国干熄焦技术近几年虽然虽然有了突飞猛进的发展,但由于干熄焦过程控制系统非常复杂,在实际运行中控制要求较高,需要引进大量可靠地进口电气设备和自控设备,目前国内大多数厂家采用的过程控制系统技术从国外引进,因此本课题的研究意义就是实现干熄焦控制系统的先进完善、运行安全可靠,从而提高运行效率、降低生产成本、改善劳动强度,取得良好的社会效益和经济效益。
本文通过对生产的现场研究和调查,针对干熄焦过程控制系统几个关健部分进行分析研究,建立了可靠、完善的一套干熄焦控制系统解决方案:将焦罐车、APS、提升机、走行装置、装入装置等系统控制流程进行系统优化,并通过精准的控制条件和多重联锁保护保证整个系统运行的安全可靠,实现各系统间的联动,从而达到无人操作,并针对不同的故障采取必要的安全保护。
干熄炉气动阀调节采用串级控制系统克服常规PID调节带来的扰动和提高自适应能力,干熄炉料位控制采用高温雷达料位和高温静电容料位计取代老式γ射线,保证料位值的实时准确性。
锅炉控制系统着重分析汽包水位波动的原因,并对单冲量、单级三冲量和串级三冲量进行理论比较得出串级三冲量更具有良好的调节性能,针对多方面的干扰对过热蒸汽温度进行串级控制调节来保证温度的稳定。
通过在实际生产中的应用,实现生产过程动态智能优化和控制。
关键词干熄焦;控制系统;优化;正交试验第一章绪论1.1本文研究背景及意义从90年代开始中国钢铁行业经历了迅速的扩张发展,钢铁生产规模的急剧扩张导致对焦炭的需求快速增长,面对焦化厂日益严峻的环境保护压力,节能环保的新技术越来越受到焦化行业的追求。
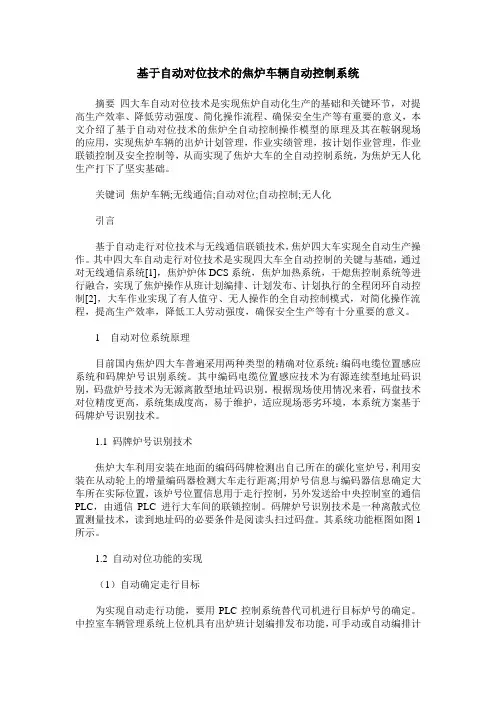
基于自动对位技术的焦炉车辆自动控制系统摘要四大车自动对位技术是实现焦炉自动化生产的基础和关键环节,对提高生产效率、降低劳动强度、简化操作流程、确保安全生产等有重要的意义,本文介绍了基于自动对位技术的焦炉全自动控制操作模型的原理及其在鞍钢现场的应用,实现焦炉车辆的出炉计划管理,作业实绩管理,按计划作业管理,作业联锁控制及安全控制等,从而实现了焦炉大车的全自动控制系统,为焦炉无人化生产打下了坚实基础。
关键词焦炉车辆;无线通信;自动对位;自动控制;无人化引言基于自动走行对位技术与无线通信联锁技术,焦炉四大车实现全自动生产操作。
其中四大车自动走行对位技术是实现四大车全自动控制的关键与基础,通过对无线通信系统[1],焦炉炉体DCS系统,焦炉加热系统,干熄焦控制系统等进行融合,实现了焦炉操作从班计划编排、计划发布、计划执行的全程闭环自动控制[2],大车作业实现了有人值守、无人操作的全自动控制模式,对简化操作流程,提高生产效率,降低工人劳动强度,确保安全生产等有十分重要的意义。
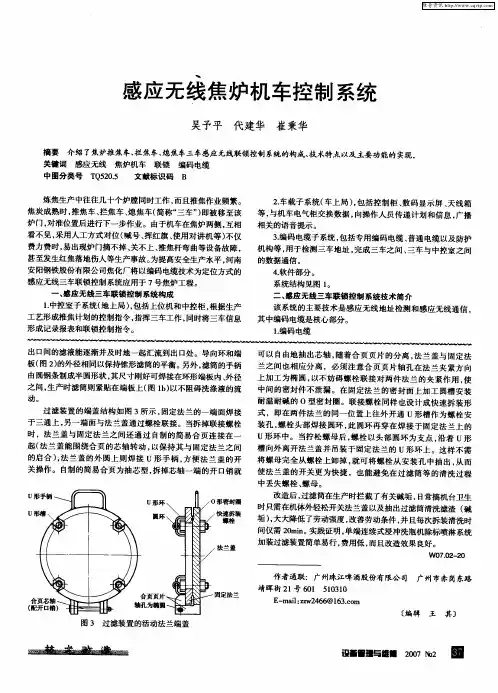
1 自动对位系统原理目前国内焦炉四大车普遍采用两种类型的精确对位系统:编码电缆位置感应系统和码牌炉号识别系统。
其中编码电缆位置感应技术为有源连续型地址码识别,码盘炉号技术为无源离散型地址码识别。
根据现场使用情况来看,码盘技术对位精度更高,系统集成度高,易于维护,适应现场恶劣环境,本系统方案基于码牌炉号识别技术。
1.1 码牌炉号识别技术焦炉大车利用安装在地面的编码码牌检测出自己所在的碳化室炉号,利用安装在从动轮上的增量编码器检测大车走行距离;用炉号信息与编码器信息确定大车所在实际位置,该炉号位置信息用于走行控制,另外发送给中央控制室的通信PLC,由通信PLC 进行大车间的联锁控制。
码牌炉号识别技术是一种离散式位置测量技术,读到地址码的必要条件是阅读头扫过码盘。
其系统功能框图如图1所示。
1.2 自动对位功能的实现(1)自动确定走行目标为实现自动走行功能,要用PLC控制系统替代司机进行目标炉号的确定。
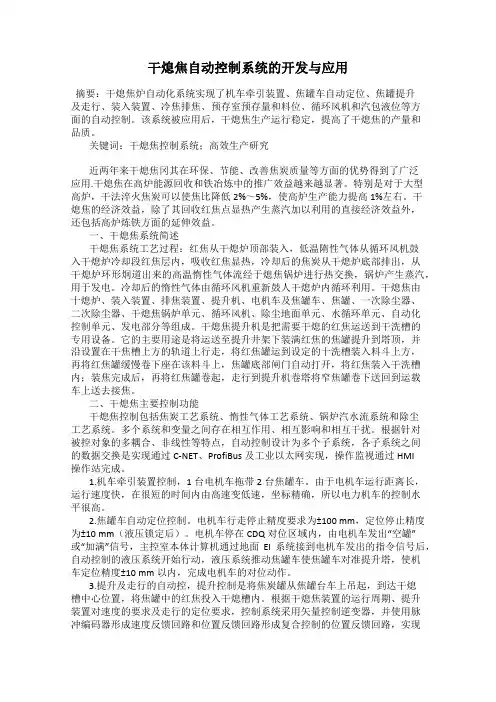
干熄焦自动控制系统的开发与应用摘要:干熄焦炉自动化系统实现了机车牵引装置、焦罐车自动定位、焦罐提升及走行、装入装置、冷焦排焦、预存室预存量和料位、循环风机和汽包液位等方面的自动控制。
该系统被应用后,干熄焦生产运行稳定,提高了干熄焦的产量和品质。
关键词:干熄焦控制系统;高效生产研究近两年来干熄焦冈其在环保、节能、改善焦炭质量等方面的优势得到了广泛应用.干熄焦在高炉能源回收和铁冶炼中的推广效益越来越显著。
特别是对于大型高炉,干法淬火焦炭可以使焦比降低2%~5%,使高炉生产能力提高1%左右。
干熄焦的经济效益,除了其回收红焦点显热产生蒸汽加以利用的直接经济效益外,还包括高炉炼铁方面的延伸效益。
一、干熄焦系统简述干熄焦系统工艺过程:红焦从干熄炉顶部装入,低温隋性气体从循环风机鼓入干熄炉冷却段红焦层内,吸收红焦显热,冷却后的焦炭从干熄炉底部排出,从干熄炉环形炯道出来的高温惰性气体流经于熄焦锅炉进行热交换,锅炉产生蒸汽,用于发电。
冷却后的惰性气体由循环风机重新鼓人干熄炉内循环利用。
干熄焦由十熄炉、装入装置、排焦装置、提升机、电机车及焦罐车、焦罐、一次除尘器、二次除尘器、干熄焦锅炉单元、循环风机、除尘地面单元、水循环单元、自动化控制单元、发电部分等组成。
干熄焦提升机是把需要干熄的红焦运送到干洗槽的专用设备。
它的主要用途是将运送至提升井架下装满红焦的焦罐提升到塔顶,并沿设置在干焦槽上方的轨道上行走,将红焦罐运到设定的十洗槽装入料斗上方,再将红焦罐缓慢卷下座在该料斗上,焦罐底部闸门自动打开,将红焦装入干洗槽内;装焦完成后,再将红焦罐卷起,走行到提升机卷塔将窄焦罐卷下送回到运载车上送去接焦。
二、干熄焦主要控制功能干熄焦控制包括焦炭工艺系统、惰性气体工艺系统、锅炉汽水流系统和除尘工艺系统。
多个系统和变量之间存在相互作用、相互影响和相互干扰。
根据针对被控对象的多耦合、非线性等特点,自动控制设计为多个子系统,各子系统之间的数据交换是实现通过C-NET、ProfiBus及工业以太网实现,操作监视通过HMI操作站完成。
焦炉车辆联锁系统技术方案武汉利德测控技术有限公司目录一、工艺概况和需求 (3)二、系统实现的功能 (4)(一)、炉号自动识别功能 (4)(二)、机车联锁功能 (4)(三)、车上显示功能 (4)(四)、车上语音提示功能 (6)(五)、计划、记录、统计和动画监控功能 (6)(六)、自适应功能 (11)(七)、联网和数据远传功能 (11)(八)、紧急处理功能 (11)三、性能指标 (11)(一)、位置检测方面 (11)(二)、数据通信方面 (12)(三)、工艺设计方面 (12)(四)、安全保障方面 (12)四、系统主要技术参数 (13)五、设备供货范围 (13)六、系统设计和技术资料交付 (16)七、设备的交货期、交货地点和方式 (17)八、项目施工计划及售后保障 (17)九、无线扩频通讯与感应通讯比较 (27)十、业绩表及部分合同影印件 (31)一、工艺概况和需求1.1现场工艺描述拟对2*65孔焦炉车辆联锁控制,为9-2串序,6.25米捣固焦炉,实现联锁控制的车共有8台,即推焦车2台,拦焦车2台,熄焦车2台,装煤车2台,须避免红焦落地及各车辆之间碰撞的安全事故。
1.2用户需求焦炉是焦化厂的核心,“四大车”是焦炉上重要的生产机械,“四大车”安全有效运行,是保证焦炉生产的主要因素。
焦炉机械自动化管理系统是实现焦炉车辆自动对位和实现自动化控制的有效手段。
当前国内外焦炉四大车定位主要采用旋转编码器位置检测技术、编码电缆位置检测技术、定位片电磁编码位置检测技术、条形码位置检测技术等,在众多的定位技术中,编码电缆位置检测加无线扩频通信技术最为成熟。
该技术是通过铺设在移动机车轨道旁的编码电缆来测量机车的位置的。
在济钢、首钢、重钢、武钢、宝钢、柳钢、邢钢、邯钢等焦化厂的应用实践,该技术检测精确度达2mm,定位精度≤5mm,完全可以满足炼焦生产过程中对移动机车的定位要求,而且设备运行稳定。
1.3实施目标1)实现焦炉四大车的位置检测、炉号识别、联锁控制及它们之间的相互数据通信功能。
江苏科技大学南徐学院本科毕业设计(论文)江苏科技大学南徐学院本科毕业论文焦化推焦车——PLC控制程序设计Coking pushing car ——PLC program design江苏科技大学南徐学院本科毕业设计(论文)摘要随着科技的不断进步和发展,现代化的管理方式越来越广泛地应用于各个领域,而在冶金炼焦行业中,由于其工艺过程的特性加上几十年来生产管理的习惯方式,使其在自动化控制管理方面,无论是生产设备还是控制方式,均落后于其他行业。
,因此根据我国的实际情况,研究焦化推焦车的PLC控制系统十分必要。
本论文是以西门子S7-200 PLC可编程控制器为基础,利用STEP7-Micro软件实现PLC程序的编译调试,从而实现了焦化推焦车的PLC控制。
论文重点详解了焦化推焦车运行的流程以及各段流程的PLC控制过程,并且设计了使用西门子PLC S7-200控制焦化推焦车的程序。
该程序实现了:焦化推焦车走行的前行、后退和速度变化的控制;炉门的移门、提门和举门运动的顺序控制;焦化推焦车推焦的前行、后行和速度变化的控制;本程序将PLC控制与变频调速应用于焦化推焦车控制系统中,保证推焦车的安全稳定运行,保证推焦工作人员的安全,提高生产运行安全可靠性,降低操作管理人员的劳动强度,减少生产人员提高劳动价值,实现设备控制的现代化发挥了积极作用。
关键词:焦化推焦车;PLC控制;程序设计;江苏科技大学南徐学院本科毕业设计(论文)AbstractAlong with the science and technology progress and development, modern management mode are widely applied in various fields, but the coking industry in metallurgy due to the characteristics of process and production management always make its way in the habit of automation management, production equipment or control mode in decades, so its are behinds other industries. Therefore, according to the actual conditions of our country, it is very necessary for the research of coking pushing car of PLC control system.This paper based on Siemens S7-200 PLC programmable controller, and using the Micro software STEP7 - PLC program compiles and debugging to realizes the control of coking pushing car by PLC. The key point of this papers is the coking pushing car running process and the process of each process and design of PLC control, and devise the control of coking pushing car program buy Siemens S7-200 PLC. This program have many functions .First coking pushing car go back and do, the speed control. Second, the sequence control of door movement .The last, coking pushing car pushing go back and do, the speed control.This program will be controlled by PLC and inverter application in coking pushing vehicle control system, ensure pushing cars for the safe and stable operation, ensure the safety of workers at pushing, improve the production safety of operation reliability and operation management, reduce the labor intensity of production personnel to improve labor value, realize play a positive role in the modern equipment control.Keywords:coking pushing car; the control of PLC;program design;目录第一章绪论 (1)1.1选题的背景与意义 (1)1.2推焦车行业的发展趋势 (1)1.3本论文的主要内容 (2)第二章可编程序控制器及其编辑语言 (3)2.1可编程序控制器 (3)2.1.1 PLC的定义 (3)2.1.2 PLC的发展 (4)2.1.3 PLC的分类 (4)2.1.4 PLC的优点 (5)2.1.5 PLC的基本结构 (6)2.1.6 PLC的工作方式 (7)2.2可编程序控制器的编程语言 (8)2.2.1 PLC编程语言特点 (8)2.2.2梯形图语言 (9)2.2.3 助记符语言 (10)2.2.4逻辑功能图 (11)2.2.5 顺序功能图 (11)2.2.6 高级语言 (11)第三章基于PLC焦化推焦车的控制系统 (12)3.1系统简介 (12)3.1.1 系统的组成 (12)3.1.2 控制方式 (12)3.1.3 PLC系统的特点 (12)3.1.4 PLC在焦炉车辆上的应用 (13)3.1.5 控制功能 (14)3.2控制系统的流程 (14)3.2.1推焦车走行流程 (15)3.2.2 焦炉门控制流程 (17)3.2.3 焦化推焦车推焦流程 (19)3.3系统的配置 (20)3.3.1 系统的硬件配置 (20)3.3.2 系统的软件结构 (23)3.3.3 梯形图主要部分说明 (24)结论 (36)致谢 (37)参考文献 (38)第一章绪论1.1 选题的背景与意义炼焦行业是一个特殊的行业。
摘要熄焦车是煤焦化生产中的重要设备,将焦炉生产的赤热焦炭运送到熄焦塔熄焦,然后再把焦炭卸至凉焦台上。
本设计要求的熄焦车的工艺要求有低速和高速两级速度,在接焦时要求电机车低速走行,接焦之后电机车高速运行,将焦碳送到熄焦塔,然后低速卸焦高速返回进行下一个周期。
根据走行距离的远近,选择合适的速度运行,在到达目的地之前减速至对位速度(5或10m/min)确保对位精度。
在本系统中,主要的控制对象是电机,系统对于电机的控制是通过变频器来实现。
通过可编程控制器和变频器跟电机共同构成变频调速系统,边陪你调速系统的设计主要是结合系统的静动态指标,本设计采用的交流电机拖动,其数学模型是一个高阶、非线性、强耦合的多变量系统。
为使得控制精度达到工艺要求,本设计的交流变频调速系统主要采用了目前控制交流变频方面较为先进的矢量控制技术。
矢量控制是通过坐标变换来实现的,其原理是将三相交流电通过坐标变换变成两相电,使得三相交流电机具有像直流电机一样的工作性质。
本设计的控制系统构成:根据马钢煤焦化公司熄焦车系统的改造要求,以使系统能适应现场的恶劣工作环境稳定运行且便于操作和维护,使系统的控制方式简单合理且具有较高自动控制水平为目的,提出采用Profibus-DP过程现场总线技术构成分布式控制系统,以西门子公司S7-300型PLC作为主控单元、西门子6SE70系列全数字矢量型变频调速装置控制三相异步电动机作为系统的主传动装置来构成熄焦车控制系统,完成干式熄焦车系统的各项控制任务。
西门子公司的S7-300型PLC模块化微型PLC 系统,满足中、小规模的性能要求;各种性能的模块可以非常好地满足和适应自动化控制任务;简单实用的分布式结构和多界面网络能力,使得应用十分灵活,能满足本系统的设计要求。
本设计采用的PROFIBUS—DP总线技术实现分布式控制,有效地简化了现场布线的复杂性,不仅节省大量电缆及敷设费用,而且调试维护简单方便,大大提高了。
关键字变频调速,PLC,现场总线,矢量控制Abstractcoke quenching car is an important coal production equipment, production of red hot coke oven coke, coke quenching tower delivered to the coke quenching, and then unloaded to cool coke coke on stage. The design requirements of car coke quenching process requires two levels low and high speeds, when the requirements in the next focal low-speed motor vehicle courses, then focus after high speed motor vehicles, the coke to the quenching tower, and then high-speed low-speed unloading coke Returns the next cycle. Traveling distances based on, select the appropriate speeds, to slow down before reaching the destination of the bit rate (5 or 10m/min) to ensure alignment accuracy.In this system, the main control object is a motor system for motor control is achieved through the inverter. Programmable controller and drive with the motor constitute the frequency control system, side control system designed to accompany your main system is a combination of static and dynamic targets, the design uses the AC motor drag, the mathematical model is a high , nonlinear and strongly coupled multi-variable system. Makes the control accuracy for the process requirements, the design of the AC frequency control system is mainly controlled by the current terms of the more advanced AC variable frequency vector control technology. Vector control is achieved by coordinate transformation, the principle is the transformation of coordinates into a three-phase alternating current through the two-phase power, making the three-phase AC motors have the same work as the nature of DC motors.The design of the control system structure: According to the Maanshan Iron and Steel Company coal coking coke quenching car system transformation required to enable the system to adapt to the scene of the poor working environment and stable operation and easy to operate and maintain, the system control is simple and has a reasonably high the level of automatic control for the purpose of the process proposed by Profibus-DP fieldbus technology constitutes a distributed control system to Siemens S7-300 type PLC as main control unit, Siemens 6SE70 series of digital vector-based frequency control device control three-phase asynchronous motor as the system's main drive to form the coke quenching car control system, complete the dry coke quenching car system of the control tasks. Siemens PLC S7-300 type of micro-modular PLC system to meet the medium and small-scale performancerequirements; various properties of the module can be very good to meet and adapt to automation and control tasks; simple and practical distributed architecture and multi-interface network capacity , makes the application very flexible and can meet the design requirements of the system. This design uses the PROFIBUS-DP bus, distributed control technology to effectively simplify the complexity of field wiring, not only save a lot of cable and the laying of charges, and debugging easy to maintain, greatly increased.Keywords frequency control, PLC and fieldbus, vector control目录1.前言............................................. 错误!未定义书签。
2.控制系统的设计................................... 错误!未定义书签。
2.1系统的总体方案设计..................................................... 错误!未定义书签。
2.2调速方案的设计............................................................. 错误!未定义书签。
2.3熄焦车自动定位系统的设计......................................... 错误!未定义书签。
2.3.1 Profibus-DP现场总线技术简介.......................... 错误!未定义书签。
2.3.2 基于Profibus-DP总线技术的系统组成方案设计错误!未定义书签。
3.交流传动系统的设计............................... 错误!未定义书签。
3.1交流传动系统概述......................................................... 错误!未定义书签。