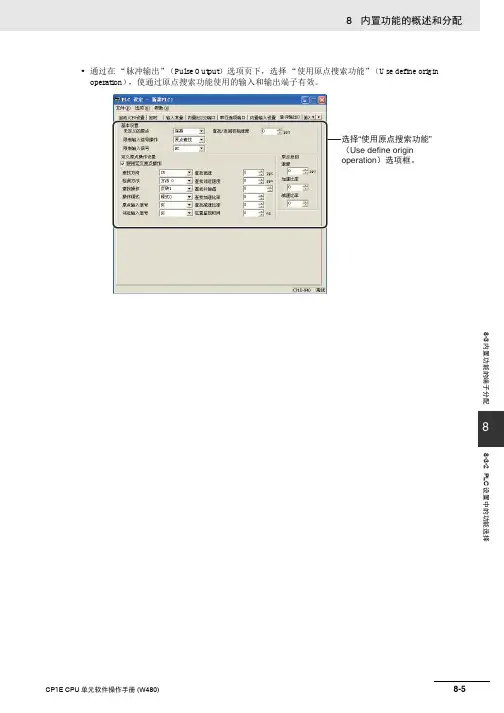
LECP1系列简易型电缸控制器操作手册
- 格式:doc
- 大小:3.50 MB
- 文档页数:14
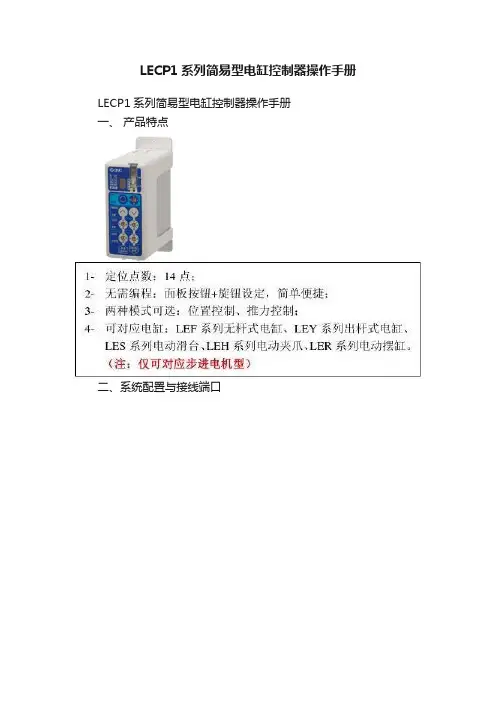
LECP1系列简易型电缸控制器操作手册LECP1系列简易型电缸控制器操作手册一、产品特点二、系统配置与接线端口以上端口均为标准插头连接,直接对插即可。
三、接线指导1-CN1(24V 电源端口)接线图:注:线长1.5m 名称颜色功能0V 蓝电源负极,电机、控制器、解锁用电源共负端。
M24V 白电机电源正极 C24V茶控制器电源正极BK RLS 黑电机锁解锁用电源正极。
(电机不带锁时无需接线)CN1 24V 电源端口 CN2 电机电源端口 CN3 编码器端口 CN4I/O 控制端口,接客户PLC断开时电机轴锁死,执行器保持位置2-CN4(I/O控制端口)接线图:自动模式下I/O端口输出信号状态:输出信号控制器状态OUT0OUT1OUT2OUT3BUSY ALARMOFF 电源刚接通时 OFFOFF OFF OFF OFF电源接通,未进行原点回归时 OFF OFF OFF OFF OFF ON进行原点回归、定位、推力输出时OFF OFF OFF OFF ON ONOFFONONONON原点回归完成时 ONON原点回归、定位、推力输出完成时状态取决于目标位置 OFF ONOFF OFF OFF OFF收到RESET信号停止后 OFFOFFOFF OFF OFF OFF收到STOP信号停止后 OFF状态取决与报警内容 OFF OFF有报警时 OFF四、控制器面板3五、设定方法设定流程:电源供给---模式切换(自动AUTO->手动MANUAL )---原点回归---(位置设定---动作模式设定)---试运行---设定速度、加速度---设定完成。
图1图2④完成上述操作后(f )显示屏显示“三”(图2),进入运行模式设定。
点按(i )前进或(j )后退按钮选择推力输出模式和位置控制模式(参见下图3)。
选型后长按(g )SET 钮以保存设置。
(f )显示屏回到位置序号快闪状态。
到此,位置信息和运行模式才被正式写入控制器。
LE系列电缸控制器简易说明解析首先,LE系列电缸控制器具有多种不同的控制模式,可以根据具体应用需求选择合适的模式。
其中包括位置控制模式、速度控制模式和力度控制模式。
在位置控制模式下,可以设置电缸的目标位置,并通过控制器自动调整电机驱动器的输出来使电缸达到目标位置。
在速度控制模式下,可以设置电缸的目标速度,并通过控制器控制电机驱动器的输出来使电缸以指定速度运行。
在力度控制模式下,可以设置电缸的目标力度,并通过控制器控制电机驱动器的输出来使电缸施加指定的力。
其次,LE系列电缸控制器还具有一些附加功能,以提供更加灵活和安全的控制。
其中包括位置限制和速度限制功能。
位置限制功能能够设置电缸的行程范围,避免超出规定的范围导致设备损坏。
速度限制功能能够限制电缸的最大运行速度,以确保运动过程中的安全性。
此外,LE系列电缸控制器还支持外部信号输入,可以接收外部传感器的信号来实现自动化控制。
LE系列电缸控制器内置了一些保护机制,以确保设备的可靠性和安全性。
例如过载保护功能,当电缸施加的力度超过了设定的限制值时,控制器会自动停止电机驱动器的输出,保护电缸和设备不受损害。
另外,过热保护功能能够监测电机驱动器的温度,当温度超过设定的限制值时,控制器会自动停止电机驱动器的输出,以防止过热导致的损坏。
最后,LE系列电缸控制器可以通过串口或以太网接口与上位机进行通信,以实现更加灵活和智能的控制。
上位机可以发送指令给控制器,控制电缸的运动,并可以接收来自控制器的反馈信息,以实时监测电缸的状态。
同时,LE系列电缸控制器还可以记录运动过程中的数据,供分析和优化使用。
总之,LE系列电缸控制器是一种灵活、可靠和安全的控制设备,能够实现对电缸运动的精确控制,并具有多种附加功能和保护机制。
它在工业自动化领域中具有广泛的应用前景。

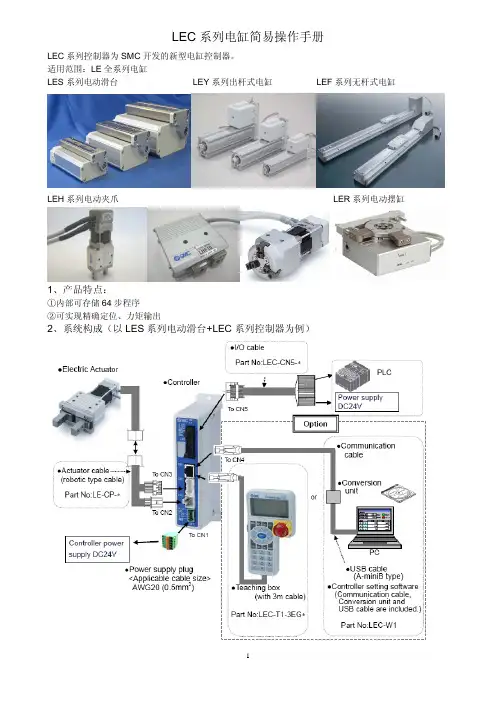
LECP/A6系列电缸简易操作手册LEC系列控制器为SMC开发的新型电缸控制器。
适用范围LE全系列直流步进、直流伺服电机:LES系列电动滑台LEY系列出杆式电缸LEF系列无杆式电缸LER系列电动摆台LEP系列微型电缸LEH系列电动夹爪1、产品特点:①内部可存储64步程序②可实现精确定位、力矩输出2、系统构成(以LES系列电动滑台+LEC系列控制器为例)3、产品结构4、各端口配线及功能详解4-1 CN1端口-DC24V电源接口4-1-1急停信号配线:(注意:常闭信号,闭合时正常使用,断开时急停)4-1-2解锁信号配线:(注意:闭合时解锁,断开时锁紧,适用于带锁型电缸手动解锁用,运动时无需解锁)4-2 CN2端口-电机电源接口/CN3端口-电机编码器接口/CN4端口-通信线缆接口以上3个端口均为标准插头,直接插入端口即可。
4-3 CN5端口-控制I/O 接口 CN5端口用标准线缆示意图:配线图(以NPN 型为例)注意:上表中粗体红字部分的线为必接线,否则电缸无法正常使用。
其余线缆可根据实际需要选接。
输出信号:5、编程软件的安装、使用5-1 编程软件的安装①将软件安装盘放入电脑光驱,然后用通信线缆将电脑与控制器联接。
②系统出现入如图所示提示,按照图中红圈指示操作。
③点击“NEXT”后将出现如下界面,按照图中红圈指示操作。
④点击“NEXT”后将出现如下界面,按照图中红圈指示操作。
⑤点击“FINISH”,完成软件安装。
⑥安装完成后,桌面上将出现如下图标。
双击即可进入编程软件。
5-2 通信端口匹配①在桌面的“我的电脑”图表上点击鼠标右键,选择“属性”,出现如下界面,按红圈指示操作。
②点击“设备管理器”查看系统分配给LEC系列控制器的端口编号(例:COM4),记录下来。
注意:如果在“设备管理器”下面的“端口(COM&LPT)”一栏下没有发现SMC产品项及端口号,请检查“设备管理器”界面下的“端口(COM&LPT)”及“通用总线串行控制器”两项中有无黄色问号项,如果有,则驱动未能完全安装。

PL_A4D4O2_C1型PLC使用说明V1.0V1.0 无锡比利特科技有限公司无锡比利特科技有限公司2012年6月目录一、PLC产品特点 (3)二、PLC产品主要参数 (4)三、机械尺寸结构图 (5)四、接口定义 (6)五、接线方法 (8)1.电源接线方法 (8)2.232串口接线方法 (8)3.485接线方式 (8)4.数字开关量的接线方式 (9)4.1 内部电路 (9)4.2 无源输入 (10)4.3 有源输入 (10)5.模拟量的接线方式 (11)6.继电器的接线方式 (12)6.1 常开接点接灯的示例如下 (12)6.2 常闭接点接电机的示例如下 (12)6.3 常开接点闭合指示灯 (12)六、软件介绍 (14)1.调试前的准备 (14)2. 软件应用 (15)2.1 打开我公司PLC软件 (15)2.2 配置通讯接口 (16)2.3 验证通讯是否正常 (16)2.4 设定时间 (18)2.5 模拟量模式选择 (19)2.6 设备地址选择修改 (20)2.7 启动实时监控 (20)2.8 通道编辑 (21)2.9 排程设置 (22)2.10 清空设备内部逻辑 (24)七、协议介绍 (25)1.串口通讯参数 (25)2.协议格式定义 (25)2.1 命令码 (25)2.2 错误码 (26)2.3 寄存器地址及例子 (26)八、附件 (30)一、PLC产品特点产品特点严格按照工业控制标准设计RS485/RS232标准接口MODBUS_RTU标准协议控制可多模块485组网级联4路12位4-20mA(0-5V,可拨码选择)模拟量采集2路30A继电器输出,LED指示灯指示继电器闭合状态 4路光电隔离开关量输入采集(可拨码选择无源/有源) RTC时间控制可定时控制继电器打开/闭合可设置一次/工作日/每日循环控制可编程电平/模拟量输入触发控制可延时控制继电器打开/闭合心跳指示灯指示程序运行状态软件设定地址等参数标准工业导轨安装提供控制和编程示例程序.完全提供协议,同时,可按客户要求定制协议二、PLC产品主要参数特征 描述长: 115mm宽: 90mm机械特性高: 40mm重量:150g供电电源 11.5-12.5V,1A232通讯 9600bps通讯方式484通讯 9600bps电流型 4-20mA,12位ADC模拟量输入电压型 0-5V,12位ADC无源 12V,0.3A输出数字量输入有源 3.3V-24V输入继电器 30A/30VDC 250VAC逻辑存储量 10条温度范围 工作环境温度-30℃ — +85℃三、机械尺寸结构图四、接口定义Vin: 输入电源正极,直流电压11.5V-12.5V输入。


LECP1系列简易型电缸控制器操作手册一、 产品特点二、系统配置与接线端口以上端口均为标准插头连接,直接对插即可。
三、接线指导1-CN1(24V 电源端口)接线图: 注:线长1.5m 名称 颜色 功能 0V 蓝 电源负极,电机、控制器、解锁用电源共负端。
M24V 白 电机电源正极 C24V茶控制器电源正极BK RLS 黑电机锁解锁用电源正极。
(电机不带锁时无需接线)CN1 24V 电源端口 CN2 电机电源端口 CN3 编码器端口 CN4I/O 控制端口,接客户PLC断开时电机轴锁死,执行器保持位置2-CN4(I/O 控制端口)接线图:线号 线色/点标 功能 详解1 茶/黑1 COM+ 24V 电源正极2 茶/红1 COM- 24V 电源负极3 黄/黑1 OUT04 黄/红1 OUT15 绿/黑1 OUT26 绿/红1 OUT3IN0~3指定动作完成输出,动作完成后OUT0~3组合输出与IN0~3相对应的状态。
(例如,输入信号中为IN0、2为ON ,该动作完成后OUT0、2为ON ) 7 灰/黑1 BUSY 执行器运行中8 灰/红1 ALARM 报警信号,有报警或伺服OFF 时由ON 变为OFF 9 白/黑1 IN0 10 白/红1 IN1 11 茶/黑2 IN2 12 茶/红2 IN3 动作执行指令。
IN0~3同时变ON 运行原点回归。
其余组合时运行控制器中存储的响应指令。
(参见末页附表) 注意:信号组合输入时,各信号变ON 的时间差不能超过3ms ,且ON 状态需保持30ms 以上,否则不能被正常识别。
13 黄/黑2 RESET 有报警时:清除报警信号 运行中时:立即结束控制器当前运行的指令(伺服仍为ON ) 14黄/红2 STOP 急停,此信号为ON 时执行器立即减速停止且伺服变OFF 。
自动模式下I/O 端口输出信号状态:输出信号控制器状态OUT0OUT1OUT2OUT3BUSY ALARM电源刚接通时 OFF OFF OFF OFF OFF OFF 电源接通,未进行原点回归时 OFF OFF OFF OFF OFF ON 进行原点回归、定位、推力输出时OFF OFFOFFOFFON ON原点回归完成时 ON ON ON ON OFF ON原点回归、定位、推力输出完成时状态取决于目标位置 OFF ON收到RESET 信号停止后 OFF OFF OFF OFF OFF ON 收到STOP 信号停止后 OFF OFF OFFOFFOFF OFF有报警时 OFF 状态取决与报警内容 OFF OFF四、控制器面板3五、设定方法设定流程:电源供给---模式切换(自动AUTO->手动MANUAL )---原点回归---(位置设定---动作模式设定)---试运行---设定速度、加速度---设定完成。
C P1E众友欧姆龙P L C实训手册V1.0work Information Technology Company.2020YEAR目录第一章可编程控制器操作方法 (1)第一节可编程控制器的基础知识 (1)第二节编程软件的基本用法 (6)第二章欧姆龙PLC模拟控制实训 (9)实训一与、或、非基本指令实训 (9)实训二置位、复位及脉冲输出指令实训 (13)实训三定时器/计数器功能实训 (16)实训四电动机点动及正反转控制实训 (21)实训五电动机Y/△换接启动控制实训 (24)实训六电动机串电阻降压启动控制实训 (27)实训七多种液体混合控制实训 (30)实训八水塔水位控制实训 (33)实训九机械手控制实训 (36)实训十五相步进电机模拟实训 (39)实训十一装配流水线控制实训 (42)实训十二四节传送带模拟实训 (45)实训十三八段码显示控制实训 (47)实训十四交通信号灯控制实训 (51)实训十五天塔之光控制实训 (54)实训十六邮件分拣控制实训 (57)实训十七运料小车控制实训 (61)实训十八霓虹灯控制实训 (65)实训十九轧钢过程控制实训 (68)实训二十自动售货机控制实训 (72)实训二十一智力抢答器控制实训 (76)实训二十二自动洗衣机控制实训 (79)实训二十三自控成形机控制实训 (83)实训二十四艺术彩灯控制实训 (86)实训二十五喷泉控制实训 (89)实训二十六三层电梯控制实训 (92)实训二十七四层电梯控制实训 (96)实训二十八物料传送装车控制实训 (100)实训二十九电镀生产线控制实训 (104)实训三十工作台自动循环控制实训 (107)I实训三十一刀具库选择控制实训 (110)第二章 PLC实物控制实训 (113)实训一挖掘机模型实训 (113)实训二四层电梯模型实训 (116)实训三小车运行控制模型实训 (121)II第一章可编程控制器操作方法第一节可编程控制器的基础知识一、可编程控制器的概念可编程控制器(简称PLC)是以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械生产过程。
LECP1系列简易型电缸控制器操作手册一、 产品特点二、系统配置与接线端口以上端口均为标准插头连接,直接对插即可。
三、接线指导1-CN1(24V 电源端口)接线图: 注:线长1.5m 名称 颜色 功能 0V 蓝 电源负极,电机、控制器、解锁用电源共负端。
M24V 白 电机电源正极 C24V茶控制器电源正极BK RLS 黑电机锁解锁用电源正极。
(电机不带锁时无需接线)CN1 24V 电源端口 CN2 电机电源端口 CN3 编码器端口 CN4I/O 控制端口, 接客户PLC1- 定位点数:14点;2- 无需编程:面板按钮+旋钮设定,简单便捷; 3- 两种模式可选:位置控制、推力控制;4- 可对应电缸:LEF 系列无杆式电缸、LEY 系列出杆式电缸、LES 系列电动滑台、LEH 系列电动夹爪、LER 系列电动摆缸。
(注:仅可对应步进电机型)断开时电机轴锁死,执行器保持位置2-CN4(I/O 控制端口)接线图:线号 线色/点标 功能 详解 1 茶/黑1 COM+ 24V 电源正极 2 茶/红1 COM- 24V 电源负极3 黄/黑1 OUT0 IN0~3指定动作完成输出,动作完成后OUT0~3组合输出与IN0~3相对应的状态。
(例如,输入信号中为IN0、2为ON ,该动作完成后OUT0、2为ON )4 黄/红1 OUT15 绿/黑1 OUT26 绿/红1 OUT37 灰/黑1 BUSY 执行器运行中8 灰/红1 ALARM 报警信号,有报警或伺服OFF 时由ON 变为OFF9 白/黑1 IN0 动作执行指令。
IN0~3同时变ON 运行原点回归。
其余组合时运行控制器中存储的响应指令。
(参见末页附表) 注意:信号组合输入时,各信号变ON 的时间差不能超过3ms ,且ON 状态需保持30ms 以上,否则不能被正常识别。
10 白/红1 IN1 11 茶/黑2 IN2 12 茶/红2 IN3 13 黄/黑2 RESET 有报警时:清除报警信号 运行中时:立即结束控制器当前运行的指令(伺服仍为ON ) 14黄/红2STOP急停,此信号为ON 时执行器立即减速停止且伺服变OFF 。
自动模式下I/O 端口输出信号状态:控制器状态输出信号OUT0 OUT1 OUT2 OUT3 BUSY ALARM 电源刚接通时OFF OFF OFF OFF OFF OFF 电源接通,未进行原点回归时 OFF OFF OFF OFF OFF ON 进行原点回归、定位、推力输出时 OFFOFF OFF OFF ON ON 原点回归完成时ON ON ON ON OFF ON 原点回归、定位、推力输出完成时 状态取决于目标位置OFF ON 收到RESET 信号停止后 OFF OFF OFF OFF OFF ON 收到STOP 信号停止后 OFF OFFOFFOFFOFF OFF 有报警时OFF状态取决与报警内容OFFOFF四、控制器面板No 标识名称说明a PWR 电源灯电源ON/无报警:绿灯亮电源ON/伺服OFF:绿灯闪b ALM 报警灯电源ON/有报警:红灯亮电源ON/参数设置模式:红灯闪c 滑盖模式选择按钮上方的滑动保护盖d 接地点接地位置e 模式选择拨钮M-手动模式,A-自动模式f 7段LED显示屏位置信息、设置信息、报警信息显示g SET 设定按钮1-设定值写入,2-手动模式下作为“运行”信号使用h 位置选择旋钮位置选择旋钮iMANUAL 前进按钮按下时向前点动j 后退按钮按下时向后点动kSPEED 前进方向速度设定旋钮16档旋钮设定前进方向速度l 后退方向速度设定旋钮16档旋钮设定后退方向速度mACCEL 前进方向加速度设定旋钮16档旋钮设定前进方向加速度n 后退方向加速度设定旋钮16档旋钮设定后退方向加速度3五、设定方法设定流程:电源供给---模式切换(自动AUTO->手动MANUAL )---原点回归---(位置设定---动作模式设定)---试运行---设定速度、加速度---设定完成。
图1图2④完成上述操作后(f )显示屏显示“三”(图2),进入运行模式设定。
点按(i )前进或(j )后退按钮选择推力输出模式和位置控制模式(参见下图3)。
选型后长按(g )SET 钮以保存设置。
(f )显示屏回到位置序号快闪状态。
到此,位置信息和运行模式才被正式写入控制器。
如果未进行到此步时断电,需要从头开始重新设定。
位置控制 低推力 中推力 大推力 ⑤重复上述操作以设定其它位置。
(2)直接示教式设置①同时按下(i )前进和(j )后退按钮3秒钟以上直至(a )电源指示灯开始闪烁(伺服OFF 状态);②旋转(h )位置选择旋钮至想要设定的位置序号(1~9,A-E ),确认该位置序号在(f )显示屏上高速闪烁;③长按(g ) SET 按钮,使执行器运行到出厂时预设的位置(或者上一次设定好的位置),此时(f )显示屏现实的数值将变为长亮。
再次长按(g ) SET 按钮直至(f )1- 电源供给:确认配线无误后,接通DC24V 电源,确认图1所示(a )绿色电源指示灯亮起;2- 模式切换:将(c )滑盖向上滑动,将(e )模式切换拨钮由A (自动模式)拨至M (手动模式);3- 原点回归:将(h )位置选择旋钮转至“15”的位置,确认(f )显示屏显示为“F ”(闪烁)后,按下(g )SET 按钮使执行器进行原点回归。
原点回归完成后,(f )显示屏的“F ”将由闪烁变为长亮。
4- 位置设定与运行模式设定: (1)点动式设置。
①旋转(h )位置选择旋钮至想要设定的位置序号(1~9,A-E ),确认该位置序号在(f )显示屏上高速闪烁;②长按(g ) SET 按钮,使执行器运行到出厂时预设的位置(或者上一次设定好的位置),此时(f )显示屏现实的数值将变为长亮。
再次长按(g ) SET 按钮直至(f )显示屏显示数值开始慢闪,松开SET 按钮;注:长按时如果中途松开,执行器将停止在中间位置。
继续长按(g )SET 按钮即可继续运行。
③点按或长按(i )前进和(j )后退按钮调节执行器至想要设定的位置,按(g )SET 钮将此位置保存至指定的位置序号。
(图3)显示屏显示数值开始慢闪,松开SET按钮;④手动或其它外力驱动执行器至想要设定的位置,按(g)SET钮将此位置保存至指定的位置序号。
⑤完成上述操作后(f)显示屏显示“三”(图2),进入运行模式设定。
点按(i)前进或(j)后退按钮选择推力输出模式和位置控制模式(参见下图)。
选型后长按(g)SET钮以保存设置。
(f注:推力模式下,执行器从指定位置起前推或回拉直至推力达到设定值。
如果到达行程末端推力仍未达标,推力输出停止。
位置控制低推力中推力大推力⑥重复上述操作以设定其它位置。
⑦设定完成后同时按下(i)前进和(j)后退按钮3秒钟以上直至(a)电源指示灯停止闪烁(伺服ON状态);5- 试运行位置设定完成后可在此模式下试运行以确认设置是否正确。
(1)旋转(h)位置选择旋钮至想要测试的位置序号(1~9,A-E),确认该位置序号在(f)显示屏上闪烁;(2)长按(g)SET按钮,执行器开始向位置序号指定的位置运行。
运行完成后,(f)显示屏上显示的数字由闪烁变为长亮。
(3)确认动作内容与之前的设定是否一致。
注:此模式下无法进行推力输出的试运行。
6- 速度和加速度设定旋转(k)前进方向速度旋钮、(l)后退方向速度旋钮、(m)前进方向加速度旋钮、(n)后退方向速度旋钮进行设定。
以上4个按钮均有16个档位。
每个档位对应的数值因执行器而异,各系列电缸的速度、加速度档位初始值请参见本手册后附页。
7-设定完成。
将(e)模式切换拨钮由M(手动模式)拨至A(自动模式),即可由PLC 控制其自动运转。
六、参数设置1- 将(c)滑盖向上滑动,将(e)模式切换拨钮由A(自动模式)拨至M(手动模式);2- 同时按下(i)前进和(j)后退按钮3秒钟以上直至(a)电源指示灯开始闪烁(伺服OFF状态);3- 旋转(h)位置选择旋钮至“0”,按住(g)SET按钮3秒钟以上,(f)显示屏上会显示“0.”(0的右下角多出一个点)且(b)ALARM灯开始闪烁,此时进入参数设置状态。
4- 旋转(h)位置选择旋钮至参数序号“1”(或者2、3,详细内容参见下表),屏幕显示“1.”;参数号名称说明1 旋转方向改变原点回归方向及前进、后退方向。
1-CW顺时针旋转(LEF、LEH出场默认值)2-CCW逆时针旋转(LEY、LES出场默认值)2 点动速度调整点动速度的系数。
点动速度等于系数*额定值(因执行器而异,各执行器系列额定值参见附页)1-系数=1;2-系数=2;3-系数=3;4-系数=4;3 点动距离调整点动距离的系数。
点动距离等于系数*额定值(因执行器而异,各执行器系列额定值参见附页)1-系数=1;2-系数=2;3-系数=3;4-系数=4;5- 按一下(g)SET按钮,(f)显示屏上会显示参数1当前的设定值;6- 如需修改此设定值,按住(g)SET按钮2秒钟以上,直至(f)显示屏上显示的数值开始闪烁,此时按(i)前进或(j)后退按钮可以修改设定值,修改完成后再按住(g)SET 按钮2秒钟以上,直至(f)显示屏上显示的数值停止闪烁;7- 重复上述4~6步可以修改参数2,参数3的设置。
8- 设置完成后,可以将(e)模式切换拨钮切换至A(自动模式)以实现自动运行,或者将(e)模式切换拨钮切换至A(自动模式)再回拨至M(手动模式)以实现手动设定或控制。
注:1-参数设置变更后需断电重启控制器才能生效。
2-旋转方向变更后,前进、后退方向与原来相反,请注意重新调整前进、后退方向速度、加速度。
七、控制器模式本控制器有自动模式、手动模式两种模式,每种模式下都有几个不同的状态。
见下图。
注意:1-手动模式切换到自动模式后I/O端口不会马上有输出,等到有第一次作动指令时才会有输出。
2-手动模式下I/O端口无输出。
(测试功能时除外)八、测试功能测试功能使用方法:1-手动模式下,确认(a)电源指示灯亮(伺服ON状态)且执行器处于停止状态后,将(h)位置选择旋钮旋至“0”,按住(g)SET按钮3秒钟以上,直至(f)显示屏显示的数值右下角的点亮起,此时进入测试模式。
2-旋转选择(h)位置选择旋钮至要测试的位置编号,按一下(g)SET按钮,执行器即可运行到指定位置。
九、报警发生异常报警时,可以通过显示屏和I/O端口确认报警内容。
参见下表。
注2:伺服OFF时,ALARM变为OFF,详细报警内容、原因、对策参见下页列表。
附:各系列执行器初始参数。
1-LEF系列无杆式电缸2-LEH系列电动夹爪3-LEY系列出杆式电缸4-LER系列电动摆台5-LES系列电动滑台位置序号动作模式(定位/推力)位置(mm)IN3 IN 2 IN 1 IN 01 OFF OFF OFF ON2 OFF OFF ON OFF3 OFF OFF ON ON4 OFF ON OFF OFF5 OFF ON OFF ON6 OFF ON ON OFF7 OFF ON ON ON8 ON OFF OFF OFF9 ON OFF OFF ONA ON OFF ON OFFB ON OFF ON ONC ON ON OFF OFFD ON ON OFF ONE ON ON ON OFF。