精馏实验20060927
- 格式:ppt
- 大小:560.00 KB
- 文档页数:67
精馏实验实验报告3篇精馏实验实验报告1学院:化学工程学院姓名:学号:专业:化学工程与工艺班级:同组人员:课程名称:化工原理实验实验名称:精馏实验实验日期北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率EE=N/Ne式中E——总板效率;N——理论板数(不包括塔釜);Ne——实际板数。
(2)单板效率EmlEml=(xn-1-xn)/(xn-1-xn__)式中 Eml——以液相浓度表示的单板效率;xn ,xn-1——第n块板和第n-1块板的液相浓度;xn__——与第n块板气相浓度相平衡的液相浓度。
化工原理精馏实验化工原理精馏实验是化工工程中的一项重要实验内容,它主要用于分离和提纯混合物中的组分。
本文将介绍化工原理精馏实验的基本原理、实验步骤以及实验中需要注意的事项。
1. 实验目的化工原理精馏实验的主要目的是通过温度差异,利用液体蒸汽和凝结的原理,将混合物中的组分分离并得到纯净的产品。
通过这个实验,我们可以了解精馏作为一种分离技术的原理和应用。
2. 实验原理化工原理精馏实验的基本原理是利用混合物中各组分的不同沸点,通过升温使其中具有较低沸点的组分先蒸发,然后通过冷凝使其变为液体,从而实现分离。
在实验过程中,我们需要使用精馏塔,该塔内部设置有填料,用于增加混合物和蒸汽之间的交流面积,并实现更充分的分离。
3. 实验步骤(1) 准备实验所需设备和药品,包括精馏装置、混合物、填料等。
(2) 将混合物加入精馏瓶中,并将瓶塞密封。
(3) 将冷凝管和进料管连接到精馏瓶上,确保连接牢固。
(4) 将精馏瓶放入加热设备中,逐渐升温。
(5) 观察精馏瓶内的液体是否开始蒸发,当温度上升到某一点时,开始收集冷凝液。
(6) 根据实验需要,调整加热温度和收集冷凝液的时间,以实现所需组分的分离和提纯。
4. 实验注意事项(1) 在进行化工原理精馏实验前,需先对所需设备进行检查和清洁,确保实验过程的安全性。
(2) 在实验操作中,热量的传递速度会影响分馏过程的效果,因此需要掌握合适的加热速率。
(3) 为了避免精馏烧坏填料或其他设备,需要控制温度,确保温度在安全范围内。
(4) 实验结束后,应将设备进行清洗和消毒,防止残留物对下次实验的影响。
5. 实验结果分析通过化工原理精馏实验,可以得到分离出的纯净组分,并进行定量分析。
根据实验结果,可以进一步探讨精馏的分离效果、提纯效率等指标,并对所得纯净组分进行性质分析。
总结:化工原理精馏实验是一项重要的实验内容,通过实验可以了解精馏作为一种分离技术的原理和应用。
在实验过程中,需要注意设备的清洁和安全操作,合理控制加热温度和加热速率,以达到较好的分馏效果。
精馏实验实验报告一、实验目的1.学会识别精馏塔内出现的几种操作状态,并分析这些操作状态对塔性能的影响;2.学会精馏塔性能参数的测量方法,并掌握其影响因素;3.测定精馏过程的动态特性,提高学生对精馏过程的认识。
二、实验原理1.理论塔板数的图解求解法对于二元物系,如已知其汽液平衡数据,则根据精馏塔的操作回流比、塔顶馏出液组成及塔底釜液组成计算得到操作线,从而使用图解求解法,绘图得到精馏操作的理论塔板数。
精馏段操作线方程:y y+1=yy+1y y+y yy+1提馏段操作线方程:y y+1=y+yy+1y y−y−1y+1y y用图解法求算理论塔板的理论依据为:(1)根据理论塔板定义,离开任一塔板上气液两相的浓度x n和y n必在平衡线上;(2)根据组分物料衡算,位于任两塔板间两相浓度x n和y n+1必落在相应塔段的操作线上。
本实验采用全回流的操作方式,即R=1。
此时,精馏段操作线和提馏段操作线简化为:y=x2.总板效率精馏操作的总板效率的计算公式为:y y=y yy×100%式中,N T为理论塔板数,N P为实际塔板数。
3.折光率与液相组成本实验通过测量塔顶馏出液与塔底釜液的折光率,计算得到馏出液与釜液的组成。
对30oC下质量分率与阿贝折光仪读数之间关系可按下列回归式计算:w=58.84−42.61y30式中,w为质量分率,n30为30oC下的折光指数。
测量温度下的折光指数与30oC下的折光指数之间关系可由下式计算:y30=y y+0.00038(y−30)式中,n t为测量温度下的折光指数,t为测量温度。
测量温度可从阿贝折光仪上读出。
馏出液与釜液的质量分数与摩尔分数之间的关系可由下式表示:y y=y y yy⁄y y yy⁄+(1−y y)y′⁄三、实验步骤1.实验前检查实验装置上的各个旋塞、阀门均应处于关闭状态;电流电压表及电位器位置均为零;2.打开塔顶冷凝器的冷却水,冷却水的水量约为8升/分钟;3.接上电源闸,按下装置上总电源开关,调节回流比控制器至全回流状态;4.调节电位器使加热电压为70V,开始计时并测量塔顶温度。
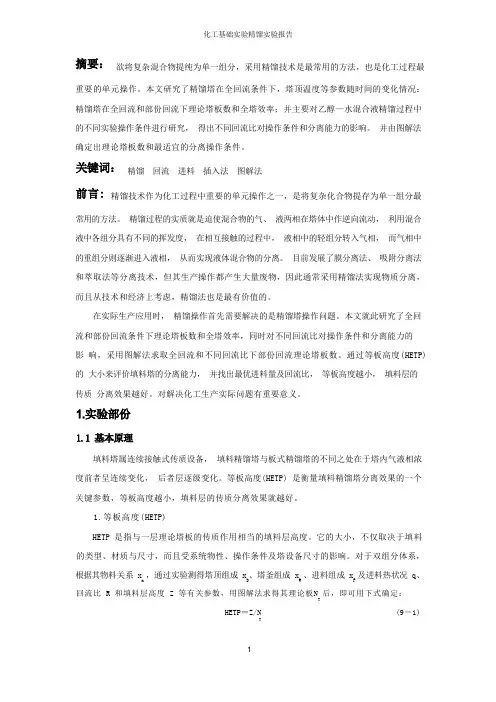
化工基础实验精馏实验报告欲将复杂混合物提纯为单一组分,采用精馏技术是最常用的方法,也是化工过程最重要的单元操作。
本文研究了精馏塔在全回流条件下,塔顶温度等参数随时间的变化情况: 精馏塔在全回流和部份回流下理论塔板数和全塔效率;并主要对乙醇—水混合液精馏过程中 的不同实验操作条件进行研究, 得出不同回流比对操作条件和分离能力的影响。
并由图解法 确定出理论塔板数和最适宜的分离操作条件。
精馏 回流 进料 插入法 图解法精馏技术作为化工过程中重要的单元操作之一,是将复杂化合物提存为单一组分最常用的方法。
精馏过程的实质就是迫使混合物的气、 液两相在塔体中作逆向流动, 利用混合 液中各组分具有不同的挥发度, 在相互接触的过程中, 液相中的轻组分转入气相, 而气相中 的重组分则逐渐进入液相, 从而实现液体混合物的分离。
目前发展了膜分离法、 吸附分离法 和萃取法等分离技术,但其生产操作都产生大量废物,因此通常采用精馏法实现物质分离, 而且从技术和经济上考虑,精馏法也是最有价值的。
在实际生产应用时, 精馏操作首先需要解决的是精馏塔操作问题。
本文就此研究了全回 流和部份回流条件下理论塔板数和全塔效率,同时对不同回流比对操作条件和分离能力的影 响,采用图解法求取全回流和不同回流比下部份回流理论塔板数。
通过等板高度(HETP)的 大小来评价填料塔的分离能力, 并找出最优进料量及回流比, 等板高度越小, 填料层的传质 分离效果越好。
对解决化工生产实际问题有重要意义。
填料塔属连续接触式传质设备, 填料精馏塔与板式精馏塔的不同之处在于塔内气液相浓 度前者呈连续变化, 后者层逐级变化。
等板高度(HETP) 是衡量填料精馏塔分离效果的一个 关键参数,等板高度越小,填料层的传质分离效果就越好。
1.等板高度(HETP)HETP 是指与一层理论塔板的传质作用相当的填料层高度。
它的大小,不仅取决于填料 的类型、材质与尺寸,而且受系统物性、操作条件及塔设备尺寸的影响。
引言概述:本文是关于精馏实验的报告,旨在介绍和分析对精馏实验(二)的实施和结果。
本次实验旨在研究和分析不同馏程时对混合物进行精馏的效果,以提高产品的纯度。
本文将从实验目的、实验过程、实验结果以及实验结论等方面进行详细阐述。
实验目的:本次精馏实验的目的是研究和分析不同馏程对混合物精馏的效果。
通过实验,我们将观察和比较不同馏程下产品的纯度以及回收率,探究合适的馏程对提高产品纯度和回收率的影响。
实验过程:1. 准备实验设备和仪器:包括精馏设备、试管、玻璃棒等。
2. 准备混合物样品:选择适当的混合物样品,确保其成分和比例的准确性。
3. 开始实验:将混合物样品加入精馏设备中,控制好温度和压力等参数。
4. 进行精馏操作:根据实验设备和实验需求,选择合适的馏程进行精馏。
同时,记录下各个阶段的温度和压力等数据。
5. 收集产物:将通过精馏得到的产物收集起来,并记录下产量和纯度等相关数据。
6. 清洗和准备下一次实验:将实验设备和仪器进行清洗和准备,以备下一次实验使用。
实验结果:1. 不同馏程下的产物纯度存在明显差异。
通常情况下,馏程越长,产物纯度越高。
2. 随着馏程的增加,产物的回收率也有所增加。
然而,馏程过长可能导致能量和时间的浪费。
3. 实验过程中,我们发现控制好温度和压力等参数对提高产品纯度非常重要。
过高或过低的温度、压力可能导致产物的质量下降。
4. 在实验中,我们还观察到了驱动力的重要性。
驱动力越大,产物的分离效果越好。
5. 实验结果还表明,对于不同的混合物样品,最适合的馏程可能有所差异。
因此,在实际生产中,需要根据具体情况进行调整和优化。
实验结论:1. 精馏实验中,馏程对产品纯度和回收率有显著影响。
2. 随着馏程的增加,产物的纯度和回收率也相应增加,但过长的馏程会浪费能量和时间。
3. 温度和压力等参数的控制对提高产品的纯度至关重要。
4. 在实际生产中,最适合的馏程需要根据具体的混合物样品进行调整和优化。
5. 对于提高精馏效果,驱动力是一个重要的因素,应当尽量提高驱动力以增加产物的分离效果。
北京化工大学学生实验报告学院:化学工程学院姓名:王敬尧学号: 2010016068专业:化学工程与工艺班级:化工1012班同组人员:雍维、雷雄飞课程名称:化工原理实验实验名称:精馏实验实验日期北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率EE=N/Ne式中 E——总板效率;N——理论板数(不包括塔釜);Ne——实际板数。
实验六精馏实验一、实验目的1.了解精馏塔的基本流程及操作方法;2.掌握精馏塔理论塔板数的计算方法;3.掌握精馏塔全塔效率的测定方法;4.了解回流比对精馏塔性能的影响;5.了解液泛现象。
二、实验原理精馏实验的原理是利用混合物的汽液共存区易挥发组分在汽相中浓度比液相中浓度大,达到提纯分离目的。
精馏塔中,上升汽相和下降液相在每一块塔板上接触实现多次部分冷凝,多次部分汽化达到提浓目的。
三、实验步骤1. 配制约8~10%(V)酒精水溶液由加料口注入塔釜内至液位计上的规定的液面为止,并关好塔釜加料口阀门。
2. 配制20%~30%(V)酒精水溶液加入原料槽中。
3. 再次确认塔釜液位在规定的标记处后,通电加热釜液。
为加快预热速度,可将三组加热棒同时加热。
4.当塔釜温度达到80o C时,依次进行如下操作:(1)关闭第一组加热棒;(2)马上打开冷凝器的排不凝气体阀,以排除系统内的空气,排完空气后即关闭此阀;(3)打开产品放液阀放尽冷凝器及中间槽中的液体(可回收利用配制做原料),然后关闭;(4)打开冷却水阀门往冷凝器内通冷却水。
5.通过可控硅把塔釜调节到约94-98o C左右,控制塔釜内的压力比大气压稍大一些。
6.进行全回流操作,7-10分钟。
7.全回流结束后,调整回流比在1.9-4之间。
8.接着打开进料泵,并调节适当的进料流量。
精馏操作要调节的参数较多,对于初次使用本设备的学生来说,难度较大,为了学生实验顺利,给出以下参数供操作时参考:塔釜:温度控制在94-98o C左右,压力控制比大气压稍大一些;中间塔板温度:控制在80~82℃;塔顶蒸气温度:控制在78~79℃左右;回流流量:3-5 L/h;产品流量:1-2 L/h;进料流量:4-8 L/h。
9.控制塔釜的排液量,使塔釜液位基本保持不变,或隔15分钟排釜液,使釜液保持一定液位(一般2/3)。
10.稳定操作15-30分钟后,取样分析,用酒度计测产品和釜液浓度。
(釜液冷却至少30℃以下进行测量)。
精馏实验一、实验目的1、了解筛板式精馏塔及其附属设备的基本结构,掌握精馏操作的基本方法;2、掌握精馏过程全回流和部分回流的操作方法;3、掌握测定板式塔全塔效率。
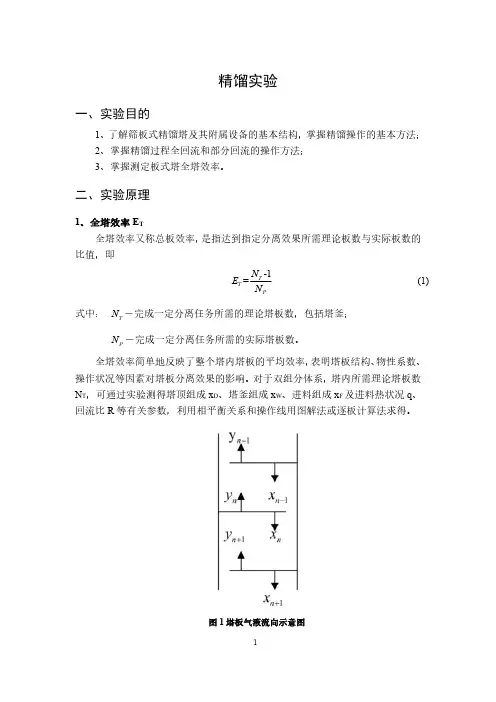
二、实验原理1、全塔效率E T全塔效率又称总板效率,是指达到指定分离效果所需理论板数与实际板数的比值,即-1=T T P N E N (1)式中:T N -完成一定分离任务所需的理论塔板数,包括塔釜;P N -完成一定分离任务所需的实际塔板数。
全塔效率简单地反映了整个塔内塔板的平均效率,表明塔板结构、物性系数、操作状况等因素对塔板分离效果的影响。
对于双组分体系,塔内所需理论塔板数N T ,可通过实验测得塔顶组成x D 、塔釜组成x W 、进料组成x F 及进料热状况q 、回流比R等有关参数,利用相平衡关系和操作线用图解法或逐板计算法求得。
图1塔板气液流向示意图2、单板效率ME 单板效率又称莫弗里板效率,如图1所示,是指气相或液相经过一层实际塔板前后的组成变化值与经过一层理论塔板前后的组成变化值之比。
按气相组成变化表示的单板效率为1*1y =n n MV n n y E y y ++--(2)按液相组成变化表示的单板效率为1*1n n ML n n x x E x x ---=-(3)式中:y n 、1n y +-分别为离开第n 、n+1块塔板的气相组成,摩尔分数;1n x -、n x -分别为离开第n-1、n 块塔板的液相组成,摩尔分数;*ny -与x n 成平衡的气相组成,摩尔分数;*nx -与y n 成平衡的液相组成,摩尔分数。
3、图解法求理论塔板数N T图解法又称麦卡勃-蒂列(McCabe-Thiele)法,简称M-T 法,其原理与逐板计算法完全相同,只是将逐板计算过程在y-x 图上直观地表示出来。
对于恒摩尔流体系,精馏段的操作线方程为:111D n n x R y x R R +=+++(4)式中:1n y +-精馏段第n+1块塔板上升的蒸汽组成,摩尔分数;n x -精馏段第n 块塔板下流的液体组成,摩尔分数;D x -塔顶溜出液的液体组成,摩尔分数;R -回流比。
北京化工大学学生实验报告学院:化学工程学院姓名:王敬尧学号:专业:化学工程与工艺班级:化工1012班同组人员:雍维、雷雄飞课程名称:化工原理实验实验名称:精馏实验实验日期北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率EE=N/Ne式中 E——总板效率;N——理论板数(不包括塔釜);Ne——实际板数。
(2)单板效率EmlEml =(xn-1-xn)/(xn-1-xn*)式中 Eml——以液相浓度表示的单板效率;xn ,xn-1——第n块板和第n-1块板的液相浓度;xn*——与第n块板气相浓度相平衡的液相浓度。
实验报告课程名称:实验题目:班级学号:姓名:成绩:沈阳理工大学年月日由图可知,理论板数(包括塔釜)为N=5.9-1=4.9 2,求全塔效率与单板效率。
全塔效率:%25.61%10089.4%100=⨯=⨯=Ne N E 由相平衡关系可得:x x y )1(1-+=αα,即:ααα111-+=x y由乙醇—正丙醇平衡数据表作1/y —1/x 图如下:y = 0.5063x + 0.4585051015202510203040501/x1/y由图可知:斜率5063.01==αk ,即α=1.9751全回流操作线方程为:yn=xn-10739.01362.09751.09751.11362.0)1(55*6=⨯-=--=x x x αα第六快板的单板效率:%61.79%1000739.01362.00866.01362.0*6565=⨯--=--=x x x x E ml 部分回流情况下:结果分析:1、精馏段操作线方程:111+++=+R x x R R y D n n 。
所以从点),(D D x x 出发,以1+R xD 为截距可得到精馏段操作线; 2、q 线方程:066.4803.911136.11136.111-=-=---=q q F q q x x q x x q q y ,q 线方程与精馏段操作线方程联立可求出点),(q q y x ,坐标为)5731.0,4732.0(。
连接点),(q q y x 与点),(w w x x 即得提馏段操作线;3、由图可知:理论板数(包括塔釜)为N=6.6-1=5.6。
4、全回流时的D x 比部分回流时的大,W x 比部分回流时的小,故全回流的分离效果比部分回流的分离效果好。
精馏实验的实验报告精馏实验的实验报告引言:精馏实验是化学实验中常见的一种分离技术,通过利用液体混合物的不同沸点,将其分离为不同组分。
本实验旨在通过对乙醇-水混合物的精馏实验,了解精馏原理及操作方法,并探究影响精馏效果的因素。
实验目的:1. 掌握精馏实验的基本原理和操作方法;2. 了解乙醇-水混合物的沸点与浓度之间的关系;3. 探究不同因素对精馏效果的影响。
实验原理:精馏是利用液体混合物中不同组分的沸点差异进行分离的一种方法。
在精馏过程中,混合物被加热,沸点较低的组分首先汽化,然后在冷凝管中冷却凝结,最后收集。
通过连续蒸馏,可以实现对液体混合物的分离。
实验步骤:1. 准备实验装置:将精馏装置搭建好,包括加热设备、冷凝管、收集瓶等。
2. 准备乙醇-水混合物:按照预定比例混合乙醇和水,制备不同浓度的混合液。
3. 装液:将混合液倒入精馏瓶中,注意不要超过瓶口。
4. 开始加热:将加热设备加热至适当温度,使混合液开始汽化。
5. 收集馏出液:通过冷凝管将馏出液冷却凝结,收集于收集瓶中。
6. 记录数据:记录每次收集的馏出液的体积和温度。
实验结果与分析:在实验过程中,我们制备了不同浓度的乙醇-水混合液进行精馏实验。
随着浓度的增加,馏出液的沸点逐渐升高。
这是因为乙醇和水的沸点不同,乙醇的沸点较低,水的沸点较高。
通过精馏,我们可以将乙醇从水中分离出来。
此外,我们还探究了不同因素对精馏效果的影响。
首先是加热温度的影响。
实验中,我们发现加热温度的升高可以提高精馏效果,即加快馏出液的产出速度。
然而,过高的温度可能导致混合液的剧烈沸腾,使得分离效果下降。
其次是冷凝管的冷却效果。
冷凝管的冷却效果直接影响着馏出液的凝结速度。
如果冷凝管冷却不充分,会导致液滴回流,影响分离效果。
因此,保持冷凝管的良好冷却是保证精馏效果的关键。
实验结论:通过精馏实验,我们成功地分离了乙醇和水混合液。
实验结果表明,乙醇和水的沸点差异使得精馏成为一种有效的分离方法。
化工原理精馏实验报告一、实验目的1.了解精馏的基本原理和操作方法。
2.掌握精馏列等常规化工装置的组装和拆卸方法。
3.学习操作精馏列进行混合物的分离。
二、实验原理精馏是利用液体混合物中组分挥发性的差异,通过升温使其分别汽化和冷凝,实现不同组分的分离。
根据原理和设备的不同,可分为常压精馏和减压精馏。
常压精馏通常采用碗状蒸馏器,其馏出液不一般含气体,供后续步骤使用。
减压精馏蒸馏器采用圆筒形设计,湿性气体排放恶劣等特点。
三、实验装置本次实验使用的精馏装置包括:碟状蒸馏器、冷凝器、接收瓶、加热器、温度传感器等。
四、实验步骤1.将碟状蒸馏器装置迅速、适当地安插在加热器上,并设置温度传感器。
2.将待测试物质加入碟状蒸馏器,并紧密封好。
3.连接冷凝器和接收瓶,确保冷凝器充分冷却。
4.使用加热器对碟状蒸馏器进行加热,并监测温度传感器。
5.在实验过程中,根据馏出液的收集情况及温度变化来调整加热器的加热功率。
6.测定不同温度下不同组分的收集量,并记录数据。
7.实验结束后,拆卸碟状蒸馏器,清洗实验装置,并做好相关记录。
五、实验结果与讨论在实验过程中,我们选择了乙醇和水的混合物进行精馏实验。
通过实验观察和数据记录,我们得到了以下结果:1.随着温度升高,乙醇的馏出量逐渐增加。
2.当温度达到78℃左右时,乙醇开始大量馏出,水的馏出量减少。
3.经过一段时间,馏出物逐渐转变为纯乙醇。
根据实验结果,我们可以得出结论:乙醇和水在常压下的沸点不同,通过精馏操作,可以将乙醇从水中分离出来,达到纯化乙醇的效果。
同时,在实验过程中,通过调节加热功率和控制温度变化,可以进一步提高乙醇的纯度。
六、实验总结本次实验通过对乙醇和水的精馏实验,掌握了精馏的基本原理和操作方法。
通过实验观察和数据记录,我们了解了温度与组分的关系,并得到了较为满意的分离效果。
同时,实验过程中我们也注意到了一些操作细节和注意事项,比如加热功率的调整和温度传感器的准确定位等。
填料精馏塔实验一、实验目的1.观察填料精馏塔精馏过程中气、液两相流动状况;2.掌握测定填料等板高度的方法;3.研究回流比对精馏操作的影响。
二、实验原理精馏塔是实现液体混合物分离操作的气液传质设备,精馏塔可分为板式塔和填料塔。
板式塔为气液两相在塔内逐板逆流接触,而填料塔气液两相在塔内沿填料层高度连续微分逆流接触。
填料是填料塔的主要构件,填料可分为散装填料和规整填料,散装填料如:拉西环、鲍尔环、阶梯环、弧鞍形填料、矩鞍形填料、θ网环等;规整填料有板波纹填料、金属丝网波纹填料等。
由于填料塔内气液两相传质过程十分复杂,影响因素很多,包括填料特性、气液两相接触状况及两相的物性等。
在完成一定分离任务条件下确定填料塔内的填料层高度时,往往需要直接的实验数据或选用填料种类、操作条件及分离体系相近的经验公式进行填料层高度的计算。
确定填料层高度有两种方法:1.传质单元法填料层高度=传质单元高度×传质单元数(2—50)或:(2—51)由于填料塔按其传质机理是气液两相的组成沿填料层呈连续变化,而不是阶梯式变化,用传质单元法计算填料层高度最为合适,广泛应用于吸收、解吸、萃取等填料塔的设计计算。
2.等板高度法在精馏过程计算中,一般都用理论板数来表达分离的效果,因此习惯用等板高度法计算填料精馏塔的填料层高度。
(2—52)式中:Z——填料层高度,m;N T ——理论塔板数;HETP——等板高度,m。
等板高度HETP,表示分离效果相当于一块理论板的填料层高度,又称为当量高度,单位为m。
进行填料塔设计时,若选定填料的HETP无从查找,可通过实验直接测定。
对于二元组分的混合液,在全回流操作条件下,待精馏过程达到稳定后,从塔顶、塔釜分别取样测得样品的组成,用芬斯克(Fenske)方程或在x~y图上作全回流时的理论板数。
芬斯克方程:(2—53)式中:——全回流时的理论板数;——塔顶易挥发组分与难挥发组分的摩尔比;——塔底难挥发组分与易挥发组分的摩尔比;——全塔的平均相对挥发度,当α变化不大时,在部分回流的精馏操作中,可由芬斯克方程和吉利兰图,或在x~y图上作梯级求出理论板数。
化工原理实验报告精馏实验
化工原理实验报告:精馏实验
实验目的:
本次实验旨在通过精馏实验,掌握精馏过程的基本原理,了解精馏技术在化工
生产中的应用,并掌握精馏实验的操作技能。
实验原理:
精馏是一种利用液体混合物中不同成分的沸点差异进行分离的物理方法。
在精
馏过程中,液体混合物首先被加热至沸点,然后蒸气被冷凝成液体,最终得到
不同成分的纯净产物。
实验步骤:
1. 准备实验装置:将精馏瓶、冷凝管、加热设备等装置搭建好,并连接好管道。
2. 将待分离的液体混合物倒入精馏瓶中。
3. 加热液体混合物,使其达到沸点,产生蒸气。
4. 蒸气通过冷凝管冷却成液体,分别收集不同成分的产物。
实验结果:
经过精馏实验,我们成功地将液体混合物分离成了不同成分的产物。
通过实验,我们观察到不同成分的沸点差异导致了它们在精馏过程中的分离。
这表明精馏
技术在化工生产中具有重要的应用价值。
实验结论:
通过本次精馏实验,我们深入了解了精馏技术的原理和操作方法,掌握了精馏
实验的操作技能。
精馏技术在化工生产中具有广泛的应用,能够有效地分离液
体混合物中的不同成分,提高产品的纯度和质量,具有重要的经济意义和社会
价值。
总结:
精馏实验是化工原理课程中的重要实验之一,通过本次实验,我们对精馏技术有了更深入的了解,为今后的学习和工作打下了坚实的基础。
希望通过不断的实践和学习,我们能够更加熟练地掌握精馏技术,为将来的化工生产做出更大的贡献。
精馏实验的实验报告精馏实验的实验报告引言:精馏实验是一种常见的分离和纯化混合物的方法,它基于不同组分在不同温度下的汽化和冷凝特性。
本实验旨在通过对乙醇和水混合物的精馏实验,探究其分离纯化的原理和过程,并通过实验数据分析和结果讨论,加深对精馏技术的理解。
实验原理:精馏实验基于液体组分在不同温度下的汽化和冷凝特性。
在精馏塔内,混合物被加热至沸腾,液体组分蒸发成气体,然后在塔内冷凝成液体,最终通过收集器收集纯净的组分。
这是因为不同组分的沸点不同,通过控制温度和塔内压力,可以实现对混合物的分离。
实验步骤:1. 准备实验装置:将精馏塔、加热器、冷凝器、收集器等装置按照实验要求连接好。
2. 准备混合物:准备一定比例的乙醇和水混合物,确保混合均匀。
3. 开始实验:将混合物倒入精馏塔,打开加热器,控制加热温度逐渐升高。
4. 收集组分:通过冷凝器将蒸汽冷凝成液体,分别收集纯净的乙醇和水。
实验数据:在实验过程中,记录了不同温度下乙醇和水的蒸馏量,并绘制了温度-蒸馏量曲线。
实验结果分析:根据实验数据和温度-蒸馏量曲线,可以得出以下结论:1. 乙醇和水的沸点不同,乙醇的沸点较低,水的沸点较高。
通过控制温度,可以使乙醇先蒸发,然后通过冷凝器收集纯净的乙醇。
2. 随着温度的升高,乙醇的蒸馏量逐渐增加,而水的蒸馏量逐渐减少。
这是因为乙醇的沸点较低,容易蒸发,而水的沸点较高,需要较高温度才能蒸发。
3. 在实验过程中,需要控制温度和塔内压力,以确保乙醇和水的分离效果。
如果温度过高或压力不合适,可能导致组分混合,无法实现分离。
实验讨论:1. 实验中使用的乙醇和水混合物比例对分离效果有影响。
如果混合物比例接近共沸点,分离效果可能不理想。
因此,在实际应用中,需要根据混合物的组成和性质进行调整。
2. 实验中使用的精馏塔和冷凝器的设计和性能也会影响分离效果。
较高效率的精馏塔和冷凝器可以提高分离效果,减少组分之间的混合。
结论:通过精馏实验,成功地分离了乙醇和水混合物。
精馏实验报告精馏实验报告引言:精馏是一种常用的物质分离方法,主要用于纯化液体混合物。
通过控制液体的沸点差异,将混合物加热至沸腾,然后重新冷凝,使其中的成分按照沸点高低顺序分离,从而达到纯化的目的。
本次实验以乙酸和水的混合物为例,探究了精馏分离的过程和原理。
实验步骤:1. 将乙酸和水按照体积比1:1装入精馏瓶中,并加入少量红色染料。
2. 用橡胶塞将装有混合液的精馏瓶密封,并将精馏瓶连接至加热设备。
3. 打开冷却水源,调节水流量,使冷却器保持恒定的冷却效果。
4. 首先加热混合液直至开始沸腾,持续加热2-3分钟,直至沸腾变得稳定。
5. 观察冷却管中的冷凝液的颜色变化,并记录下相应观察结果。
6. 关闭加热设备,等待冷却瓶内的液体冷却至室温。
7. 分别称取冷却瓶中上层液体和下层液体的质量,并记录下来。
8. 对得到的液体进行密度测定,计算乙酸在混合液中的摩尔分数。
实验结果及讨论:经过精馏分离,观察到冷却管中的冷凝液在开始时呈现红色,在过程中逐渐变为透明无色。
这说明红色染料主要富集在乙酸的馏出液中,进一步验证了我们分离乙酸和水的目的。
根据实验数据,上层液体的质量为25.5 g,下层液体的质量为15.5 g。
然后我们可以计算乙酸在混合液中的摩尔分数。
乙酸的摩尔质量为60.05 g/mol,水的摩尔质量为18.015 g/mol。
根据上层液体和下层液体的质量和摩尔质量的关系,我们可以得到下层液体中乙酸的质量为15.5 g,因此它的摩尔量为15.5g / 60.05 g/mol = 0.258 mol。
上层液体中乙酸的质量为25.5 g,因此它的摩尔量为25.5 g / 60.05 g/mol = 0.425 mol。
乙酸在混合液中的摩尔分数可以用下层液体中乙酸的摩尔量除以总摩尔量的方法计算得到。
乙酸的总摩尔量为0.258 mol + 0.425 mol = 0.683 mol。
因此,乙酸在混合液中的摩尔分数为0.258 mol / 0.683 mol = 0.377。