水溶液全循环法尿素
- 格式:doc
- 大小:20.00 KB
- 文档页数:4
水溶液全循环尿素装置降低氨耗的措施0 前言我国水溶液全循环法尿素装置消耗指标制定得较高,质量指标也低于国际水平。
中型装置合成塔用氧防腐时,氨耗定为580 kg,用空气防腐时585 kg;小尿素装置1986年设计时为600 kg。
在实际生产中,中尿装置初期610~620 kg;小尿素装置为620~630 kg。
但三天的考核测定表明,运转正常的情况下,中型装置1980年预分离工艺装置(鲁南化肥厂)为584.5 kg,1981年预蒸馏工艺装置(四川化工厂)为586.8 kg;小尿素装置河南辉县1987年4月实测值为598.4 kg。
实际生产中氨耗高的原因有以下几方面。
(1)原始设计没有深度水解装置。
从现在的使用情况看,增加深度水解装置后,吨尿能回收5.5 kg 氨。
(2)运转设备(“三机一泵”即CO2压缩机,高压氨泵,高压一甲泵,尿素熔融泵)检修频率高,柱塞填料泄漏量大,装置运转周期短,排放损失量大。
(3)主要工艺设备设计质量较差。
如合成塔转化率低,蒸发分离系统分离效果差,中尿装置解吸塔的设计比小尿装置差,开车时不正常,解吸量小;上下设备之间的位差不足。
目前国内已有不少降低氨耗的措施。
有些中尿装置氨耗已降到575 kg,这些厂如再使用深度水解技术,氨耗能达570 kg,与国际其他工艺一致了,生产管理好的小尿素厂氨耗达到580 kg。
采取国内开发的各种降耗措施,以降低装置气相、液相、固相(粉尘损失)排放的氨和尿素的含量,并可保证排放环保质量。
笔者认为各水溶液全循环法尿素装置分步实施已有成熟的技改措施,降低氨耗和使装置的环保指标接近国际水平,使企业效益和环保效益同步增长,也是装置持续发展的有利保障。
1 小尿素装置各处损失情况根据各厂氨耗指标600 kg的制定依据,同时定期测定装置的损失量,找出差距,采取措施,解决存在的问题。
1.1 气相损失(析氨)(1)造粒塔出塔空气中氨和尿素粉尘含量塔径9 m造粒塔58330 m3/h,60~70℃,64 m高度,排放含氨30 mg/m3,1.75 kg/h;含尿素100 mg/m3,5.83 kg/h;吨尿素损失氨0.3 kg。
职业技术学院毕业论文(设计)(冶金化工系)题目水溶液全循环法生产尿素工艺专业应用化工技术班级姓名学号指导教师完成日期2010年6月25日-2010年10月10日目录摘要 (1)第一章概述 (2)1.1尿素的物理化学性质和用途 (2)1.1.1尿素的物理性质 (2)1.1.2尿素的化学性质 (2)1.1.3尿素的用途 (2)1.2尿素的生产方法简介 (3)1.2.1水溶液全循环法 (4)1.2.2汽提法 (4)1.3水溶液全循环法和CO2汽提法两种方法的比较 (4)1.3.1水溶液全循环尿素工艺的优、缺点 (5)汽提法尿素工艺的优、缺点 (6)1.3.2 C021.3.3尿素的发展前景与展望 (6)第二章水溶液全循环法生产尿素的原理 (9)2.1化学反应 (9)2.2反应原理 (9)第三章水溶液全循环法的生产工艺流程 (11)3.1原料的准备 (11)3.1.1氨 (11)3.1.2二氧化碳 (11)3.2尿素的工艺流程图 (11)3.3原料的净化与输送 (13)3.3.1二氧化碳脱硫与压缩原理 (13)3.3.2液氨的净化与输送 (13)3.4尿素的合成 (14)3.4.1液氨和二氧化碳直接合成尿素 (14)3.4.2合成尿素的理论基础 (14)3.5中压分解与吸收 (14)3.6低压分解与吸收 (15)3.7尿素溶液的蒸发与造粒 (15)第四章物料衡算和热量衡算 (16)4.1物料衡算 (16)4.1.1数据采集 (16)4.1.2基本物料衡算 (16)4.2热量衡算 (17)4.2.1数据采集 (17)4.2.2基本热量衡算 (18)第五章生产尿素的工艺条件及主要设备 (19)5.1生产尿素的工艺条件 (19)5.1.1温度 (19)5.1.2氨碳比 (20)5.1.3水碳比 (20)5.1.4操作压力 (20)5.1.5反应时间 (21)5.2生产尿素的主要设备 (21)5.2.1脱硫塔 (21)5.2.2合成塔 (21)5.2.3高压混合塔 (23)5.2.4中压分解加热塔 (23)5.2.5中压分解分离塔 (23)5.2.6中压吸收塔 (24)5.2.7氨冷凝器 (24)5.2.8低压分解精馏塔 (25)5.2.9低压吸收第一氨基甲酸铵冷凝器 (25)5.2.10低压吸收第二氨基甲酸铵冷凝器 (25)致谢 (27)参考文献 (28)摘要受中国的基本国情决定,中国的农业发展在未来的很长一段时间里都将占据着主要的地位,化肥在农业中的地位是不可缺少的。
科技专论国内尿素合成工艺研究山西潞安煤基合成油有限公司(山西长治) 崔保命【摘 要】介绍了用于尿素合成的水溶液全循环法、二氧化碳汽提法、氨汽提法的工艺及其流程特点、适用范围,并从几方面对其进行了比较与分析。
【关键词】尿素合成;工艺水溶液全循环法;二氧化碳汽提法;氨汽提法;比较分析尿素是固体氮肥中含氮量最高的肥料,其发展速度已超过了其他氮肥品种。
我国尿素装置主要有水溶液全循环法、二氧化碳汽提法和氨汽提法三种生产工艺。
本文在此简要进行分析。
一、三种尿素合成工艺技术及优缺点1.水溶液全循环法1.1水溶液全循环法工艺特点及优缺点该法合成塔操作压力19.6MPa,温度188℃,NH 3/CO 2分子比为4.0,CO 2转化率约64%。
出合成塔溶液经中、低压分解,二段蒸发造粒得尿素产品。
由于中压分解压力低,分解气的热量除在一段蒸发加热器下段回收少部分冷凝热外,其余大部分热量由于冷凝温度低,只有用冷却水移走。
因此该法蒸汽消耗高,每吨尿素耗蒸汽约1.7吨。
该法无高压分解回收流程,为此高压设备少,投资费用低,但公用工程总体水平消耗较高,且装置规模较小。
近年来,国内的中、小尿素装置进行了一系列技改,从降低蒸汽消耗方面做了大量努力,取得了一定的效果,使蒸汽消耗有所下降。
2. 二氧化碳汽提法2.1二氧化碳汽提法的工艺特点及优缺点二氧化碳汽提法的特点是在最佳氨碳比的条件下,使合成压力降到最低。
同时,在合成压力下进行CO 2汽提和冷凝,产生的冷凝热可副产蒸汽作为蒸汽喷射器的动力蒸汽及系统保温。
2.2二氧化碳汽提法工艺优缺点汽提法工艺的出现,突破了传统水溶液全循环法的未反应物回收方式,使尿素生产的辅助能耗大幅度降低。
二氧化碳汽提法克服了传统水溶液全循环工艺的一些缺点,同时减少了设备,简化了流程。
另外,池式冷凝器与传统的降膜式冷凝器比较,合成塔容积减少了40%;因而减少了尿素装置框架的高度;同时增大了传热系数及传热温差,减少了传热面积;增大了操作弹性。
如何提高尿素合成塔的转化率1、有较高的合成塔操作温度,对水溶液全循环法来说,188 ℃±2 ℃;对于工业纯钛衬里的合成塔,可以适当提高合成塔操作温度;对于CO2汽提工艺来说在180 ℃~185 ℃。
2、控制好氨碳比(NH3/CO2分子比)过量氨的存在能提高尿素合成转化率。
NH3/CO2分子比 2 3 4转化率% 40 54 67.5NH3/CO2比每增加0.2转化率就增加1.0 %~1.5 %。
但氨碳比不宜大于4.5。
对水溶液全循环工艺来说,最佳的氨碳比为4.0;对于NH3或者CO2汽提工艺来说在3.0~4.0。
3、尽可能降低水碳比(H2O/CO2分子比)尿素合成塔进料中水碳比每增加0.1 %,尿素合成转化率就降低1 %左右。
尿素生产总是力求将水碳比降到最小限度。
对水溶液全循环法来说,水碳比控制在<0.7;对于NH3或者CO2汽提工艺来说在0.35左右。
4、尽量提高二氧化碳纯度,以利于转化率的提高原料二氧化碳的纯度对转化率有明显的影响。
因为二氧化碳气中惰性气量的增加,将降低气相中氨的分压,造成液相中氨浓度下降,减少了反应物浓度,使转化率下降。
CO2,% 86 88 90 92 94 96 98 100 转化率下降,% 5.6 5.0 4.4 3.7 2.9 2.2 1.3 0提高二氧化碳纯度的方法主要有:采用二氧化碳气体脱H2技术;尿素合成塔等高压圈设备采用新的耐腐蚀衬里,如采用Sandvik和Stamicarbon共同开发的Safrex双相不锈钢材料,减少或者停止二氧化碳气体中防腐空气的加入。
5、减少物料在尿素合成塔内的返混和保证物料在尿素合成塔内停留时间在40分钟~60分钟。
如:采用高效、新型的尿素合成塔内件,可以减少物料在尿素合成塔内的返混,提高转化率;采用Stamicarbon最新技术,即池式冷凝器/池式反应器的技术,既扩能,又提高尿素合成转化率。
鄂尔多斯联合化工有限公司60/104大化肥项目就是采用Stamicarbon池式冷凝器/池式反应器的技术设计了一个新的高压圈,将原流程为日本TEC(东洋工程公司)的全循环改良C法1500吨/日二套装置,扩为3500吨/日。
60kt/a尿素生产水溶液全循环法工艺初步设计毕业设计目录第一章绪论 (1)1.1尿素产品的用途 (1)1.2尿素的性质 (1)1.3尿素生产的原料和工艺原理[1] (2)1.4设计流程 (2)1.4.1工艺流程简图 (2)1.4.2全溶液水循环法生产尿素流程叙述 (3)1.5计算依据[3] (4)1.5.1尿素合成塔 (4)1.5.2一段分解分离器 (4)1.5.3二段分解塔 (4)1.5.4成品尿素含量 (4)第二章物料衡算 (5)2.1物料流程简图 (5)2.2合成塔 (5)2.2.1已知数据及反应框图 (5)2.2.2物料计算 (6)2.2.3合成塔物料平衡数据表 (7)2.3一段分解分离器 (7)2.3.1反应框图与已知数据 (7)2.3.2物料计算 (8)2.3.3一段分离器物料平衡数据表 (8)2.4二段分解塔 (9)2.4.1反应框图与已知数据 (9)2.4.2物料计算 (10)2.4.3二段分解塔物料平衡数据表 (11)第三章热量衡算 (12)3.1合成塔 (12)3.1.2尿素合成塔热平衡计算项目 (12)3.1.3合成塔热量计算 (12)3.1.4合成塔热量平衡数据表 (15)3.2一段分解分离器 (15)3.2.1计算依据[6] (15)3.2.2一段分解分离器热量计算 (15)3.2.3一段分解分离器热量平衡数据表 (17)3.3二段分解塔 (17)3.3.1计算依据 (17)3.3.2二段分解塔热量计算 (17)3.3.3二段分解塔热量平衡数据表 (18)第四章设备设计及选型 (20)4.1合成塔特性 (20)4.1.1合成塔设计条件[8] (20)4.1.2合成塔的有效容积 (20)4.2一段分解加热器 (20)4.2.1一段分解加热器设计条件 (20)4.2.2一段分解加热器传热面积S1 (21)4.3一段分解分离器的作用 (21)4.3.1设计条件 (21)4.3.2计算过程 (21)4.4二段分解加热器的作用 (23)4.4.1设计条件 (23)4.4.2二段分解加热器传热面积S2 (23)4.5二段分解塔的作用 (23)4.5.1全塔的理论板数及其他参数 (24)4.5.2计算浮阀塔塔高和塔径 (26)4.5.3溢流装置 (28)4.5.4塔板流体力学的验算 (30)4.5.5塔板负荷性能图 (33)4.6辅助设备及附属设备的选择 (38)4.6.1裙座 (38)4.6.2人孔 (38)4.6.4基础环 (38)4.6.5引出通道管 (38)4.6.6接管 (38)4.6.7附接管和法兰的结构简图 (41)第五章 设备一览表 ..................................................... 43 设 计 综 述 ............................................................. 44 参 考 文 献 ............................................................. 45 附图纸 .................................................................... 46 致谢 . (47)第一章 绪 论1.1尿素产品的用途尿素是一种重要的化工产品,主要用于化学肥料的生产,它在农业和工业上有着广泛的用途。
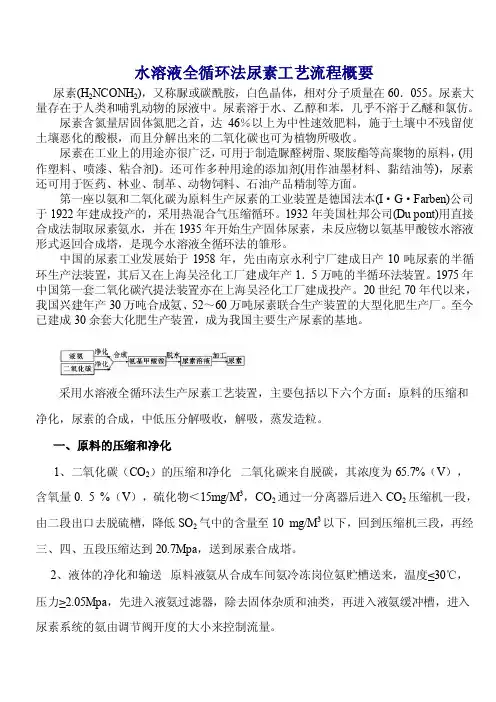
水溶液全循环法尿素工艺流程概要尿素(H2NCONH2),又称脲或碳酰胺,白色晶体,相对分子质量在60.055。
尿素大量存在于人类和哺乳动物的尿液中。
尿素溶于水、乙醇和苯,几乎不溶于乙醚和氯仿。
尿素含氮量居固体氮肥之首,达46%以上为中性速效肥料,施于土壤中不残留使土壤恶化的酸根,而且分解出来的二氧化碳也可为植物所吸收。
尿素在工业上的用途亦很广泛,可用于制造脲醛树脂、聚胺酯等高聚物的原料,(用作塑料、喷漆、粘合剂)。
还可作多种用途的添加剂(用作油墨材料、黏结油等),尿素还可用于医药、林业、制革、动物饲料、石油产品精制等方面。
第一座以氨和二氧化碳为原料生产尿素的工业装置是德国法本(I·G·Farben)公司于1922年建成投产的,采用热混合气压缩循环。
1932年美国杜邦公司(Du pont)用直接合成法制取尿素氨水,并在1935年开始生产固体尿素,未反应物以氨基甲酸铵水溶液形式返回合成塔,是现今水溶液全循环法的雏形。
中国的尿素工业发展始于1958年,先由南京永利宁厂建成日产10吨尿素的半循环生产法装置,其后又在上海吴泾化工厂建成年产1.5万吨的半循环法装置。
1975年中国第一套二氧化碳汽提法装置亦在上海吴泾化工厂建成投产。
20世纪70年代以来,我国兴建年产30万吨合成氨、52~60万吨尿素联合生产装置的大型化肥生产厂。
至今已建成30余套大化肥生产装置,成为我国主要生产尿素的基地。
采用水溶液全循环法生产尿素工艺装置,主要包括以下六个方面:原料的压缩和净化,尿素的合成,中低压分解吸收,解吸,蒸发造粒。
一、原料的压缩和净化1、二氧化碳(CO2)的压缩和净化二氧化碳来自脱碳,其浓度为65.7%(V),含氧量0. 5 %(V),硫化物<15mg/M3,CO2通过一分离器后进入CO2压缩机一段,由二段出口去脱硫槽,降低SO2气中的含量至10 mg/M3以下,回到压缩机三段,再经三、四、五段压缩达到20.7Mpa,送到尿素合成塔。
水溶液全循环法在尿素生产中,未反应物的分离与回收的方法很多,其中水溶液全循环法是很重要的一种方法。
水溶液全循环法采用两段减压加热分离与回收,即中压分解与回收和低压分解与回收,其中中压分解与回收的量约占未反应物总量的85%~90%,因此,中压分解与吸收的好坏将影响全系统的回收效率及经济技术指标。
在中压分解与回收系统中,中压吸收塔是系统的关键设备,中压分解气中的二氧化碳全部由该设备吸收返回合成塔,因此该设备操作的好坏,直接影响尿素消耗和整个系统的稳定运行。
下面就中压吸收塔的操作加以讨论,以达到优化操作的目的。
1 操作压力的控制氨与二氧化碳的吸收过程,不仅是一个气体溶解在液体中物理吸收过程,而且还伴有体积减小的化学反应,2NH3+CO2—→NH2COONH4+Q,因此,增加压力,不仅对物理吸收有利,还有利于甲铵生成反应的平衡;另外经中压吸收塔吸收后的气体送氨冷凝器冷凝,此时中压吸收塔的操作压力除了应满足吸收液平衡蒸汽压外,还应大于氨冷凝器中使氨冷凝的最低压力,后者主要取决于氨冷凝器中冷却水的温度,因为气氨约在40℃下冷凝,对应的饱和蒸汽压为1.585 MPa,加上惰性气体的存在,气氨冷凝条件要求中压吸收压力为1.7~1.8 MPa;由于中压吸收与中压分解组成了中压循环回收系统,所以在中压吸收压力选择上必须考虑中压分解条件,而压力大并不利于甲铵的分解,故在满足吸收和氨冷凝所必须的压力前提下,应选择较低的压力。
综合以上的因素,中压吸收操作压力选择在1.6~1.8 MPa左右。
2 操作温度的控制因为NH3与CO2在吸收塔中的溶解和生成甲铵的反应都放出热量,所以操作温度低对吸收有利,因系统操作压力已固定,溶液中的水碳比受系统水平衡条件的限制而不能任意改变,所以溶液中的温度就决定中压吸收系统的状态,而溶液中的温度又决定了溶液中的氨碳比,氨碳比高温度低,气液平衡时气相中二氧化碳含量低,吸收情况好。
如果中压吸收塔溶液温度维持100℃时,精洗中部温度将达到70℃左右,塔顶气相出口二氧化碳将会增高很多,中压吸收塔鼓泡段温度正常情况下一般控制在90~95℃左右。
鼓泡段的温度控制可分直接与间接两种:直接控制就是通过调节回流氨量与塔底加热器来控制;间接控制是通过调整合成塔即中压分解塔一段蒸发系统的操作指标来进行调节。
正常情况下通过改变回流氨量就能很好地调节,不正常时将这两种调节手段灵活采用,才能稳定操作。
3 水碳比的控制中压吸收塔溶液中的水碳比影响了合成塔进料中的水碳比,因此吸收溶液中的水碳比降低,对提高合成塔CO2的转化率有利,当吸收溶液中水碳比增加时,有两种控制方法。
(1)当进合成塔原料中氨与CO2量不变时,如果吸收液中的水碳比增大,则进合成塔的物料中的水碳比增大,使二氧化碳转化率下降,未反应物的回收量增多,如果还要保持原来的吸收溶液中的浓度,就需要增加吸收剂的水量,则系统的循环水量增加,返回合成塔的甲铵溶液量也增加,使物料在合成塔内停留时间缩短,转化率下降,当转化率下降到某一数值后,系统开始形成恶性循环,此时只有减少未反应物的回收量,将多余的中压吸收液排至系统外以调整系统达到新的平衡。
(2)由于吸收液中水碳比上升,引起合成塔二氧化碳转化率下降。
未反应物增加,如果不增加吸收剂水量,在可能的情况下提高中压吸收液浓度,降低甲铵液的水碳比,也可以使合成塔转化率又重新上升,使系统达到新的平衡,改变中压吸收溶液的水碳比时,要考虑合成塔进料的水碳比,甲铵溶液中水碳比下降,甲铵熔点升高,不饱和度降低,溶液中易析出甲铵结晶,同时气相中二氨化碳含量升高,吸收情况不好,所以中压回收溶液既要考虑合成塔的二氨化碳转化率,又要考虑中压吸收塔二氨化碳的吸收效率。
4 氨水、回流氨的控制中压吸收塔塔顶与塔底回流氨的分配比例一般是顶部占80%、底部占20%。
实际情况可随负荷变化而适当调整,在低负荷时,塔底回流氨可不加,顶部回流氨量应使中压吸收塔顶部进料中氨水浓度维持在90%~95%左右,顶部加氨过少,氨浓度过低,则出塔气体温度升高,出口气相中水蒸气与二氧化碳含量升高,加氨过多,氨浓度过高,溶解二氧化碳能力下降,易析出结晶,因此顶部回氨量,不可随意改变,在维持顶部适宜氨量的基础上,其余的回流氨应从底部回流,底部回流氨直接进鼓泡段,便于及时调节温度。
5 加水量的控制中压吸收塔鼓泡段为不饱和甲铵溶液,当溶液的温度与吸收压力固定后,其溶液状态就由溶液中的水碳比来决定,当温度压力及合成负荷一定时,甲铵溶液的组分可以由加入中压吸收塔的水量来调节,进入中压吸收塔的水量由三部分组成。
第一部分由中压分解器带入,它受分解压力、温度、以及合成塔物料组分的影响,这部分水在操作过程中是不能直接控制的,第二部分水是由低压吸收塔第一吸收冷凝器甲铵液带入的,它主要受甲铵液与冷凝吸收器加水量的影响,当低压分解中的甲铵分解率及总氨蒸出率一定时,为了保证与反应物彻底回收及尽可能的降低系统总水量,因此甲铵液带入的水量也基本固定;第三部分水是由低压吸收第二冷凝器的氨水经惰性气体洗涤器进入中压吸收塔顶部带入的,这部分水受到低压两个吸收冷凝器中氨的分配与第二吸收冷凝器加水量的影响。
它既要保证中压吸收塔内甲铵液的浓度,又要保证精洗段的洗涤效果,同时还要保证低压吸收氨的合理分配。
因此当系统负荷一定时,这三部分水量是互相对应的,以构成系统水平衡的条件。
一般情况下第一部分水量每吨尿素约为160 kg,第二部分水量每吨尿素约为80 kg,第三部分水量每吨尿素约为40~60 kg。
根据以上分析得出结论,水溶液全循环法生产尿素过程中,为了最大限度地回收氨和二氧化碳,应该合理控制中压吸收塔的操作温度、压力,控制吸收塔的水碳比及加水量,控制吸收塔回流氨的比例,从而使系统达到高产低耗、安全、长周期稳定运行的目的。
在尿素生产中,未反应物的分离与回收的方法很多,其中水溶液全循环法是很重要的一种方法。
水溶液全循环法采用两段减压加热分离与回收,即中压分解与回收和低压分解与回收,其中中压分解与回收的量约占未反应物总量的85%~90%,因此,中压分解与吸收的好坏将影响全系统的回收效率及经济技术指标。
在中压分解与回收系统中,中压吸收塔是系统的关键设备,中压分解气中的二氧化碳全部由该设备吸收返回合成塔,因此该设备操作的好坏,直接影响尿素消耗和整个系统的稳定运行。
下面就中压吸收塔的操作加以讨论,以达到优化操作的目的。
1 操作压力的控制氨与二氧化碳的吸收过程,不仅是一个气体溶解在液体中物理吸收过程,而且还伴有体积减小的化学反应,2NH3+CO2—→NH2COONH4+Q,因此,增加压力,不仅对物理吸收有利,还有利于甲铵生成反应的平衡;另外经中压吸收塔吸收后的气体送氨冷凝器冷凝,此时中压吸收塔的操作压力除了应满足吸收液平衡蒸汽压外,还应大于氨冷凝器中使氨冷凝的最低压力,后者主要取决于氨冷凝器中冷却水的温度,因为气氨约在40℃下冷凝,对应的饱和蒸汽压为1.585 MPa,加上惰性气体的存在,气氨冷凝条件要求中压吸收压力为1.7~1.8 MPa;由于中压吸收与中压分解组成了中压循环回收系统,所以在中压吸收压力选择上必须考虑中压分解条件,而压力大并不利于甲铵的分解,故在满足吸收和氨冷凝所必须的压力前提下,应选择较低的压力。
综合以上的因素,中压吸收操作压力选择在1.6~1.8 MPa左右。
2 操作温度的控制因为NH3与CO2在吸收塔中的溶解和生成甲铵的反应都放出热量,所以操作温度低对吸收有利,因系统操作压力已固定,溶液中的水碳比受系统水平衡条件的限制而不能任意改变,所以溶液中的温度就决定中压吸收系统的状态,而溶液中的温度又决定了溶液中的氨碳比,氨碳比高温度低,气液平衡时气相中二氧化碳含量低,吸收情况好。
如果中压吸收塔溶液温度维持100℃时,精洗中部温度将达到70℃左右,塔顶气相出口二氧化碳将会增高很多,中压吸收塔鼓泡段温度正常情况下一般控制在90~95℃左右。
鼓泡段的温度控制可分直接与间接两种:直接控制就是通过调节回流氨量与塔底加热器来控制;间接控制是通过调整合成塔即中压分解塔一段蒸发系统的操作指标来进行调节。
正常情况下通过改变回流氨量就能很好地调节,不正常时将这两种调节手段灵活采用,才能稳定操作。
3 水碳比的控制中压吸收塔溶液中的水碳比影响了合成塔进料中的水碳比,因此吸收溶液中的水碳比降低,对提高合成塔CO2的转化率有利,当吸收溶液中水碳比增加时,有两种控制方法。
(1)当进合成塔原料中氨与CO2量不变时,如果吸收液中的水碳比增大,则进合成塔的物料中的水碳比增大,使二氧化碳转化率下降,未反应物的回收量增多,如果还要保持原来的吸收溶液中的浓度,就需要增加吸收剂的水量,则系统的循环水量增加,返回合成塔的甲铵溶液量也增加,使物料在合成塔内停留时间缩短,转化率下降,当转化率下降到某一数值后,系统开始形成恶性循环,此时只有减少未反应物的回收量,将多余的中压吸收液排至系统外以调整系统达到新的平衡。
(2)由于吸收液中水碳比上升,引起合成塔二氧化碳转化率下降。
未反应物增加,如果不增加吸收剂水量,在可能的情况下提高中压吸收液浓度,降低甲铵液的水碳比,也可以使合成塔转化率又重新上升,使系统达到新的平衡,改变中压吸收溶液的水碳比时,要考虑合成塔进料的水碳比,甲铵溶液中水碳比下降,甲铵熔点升高,不饱和度降低,溶液中易析出甲铵结晶,同时气相中二氨化碳含量升高,吸收情况不好,所以中压回收溶液既要考虑合成塔的二氨化碳转化率,又要考虑中压吸收塔二氨化碳的吸收效率。
4 氨水、回流氨的控制中压吸收塔塔顶与塔底回流氨的分配比例一般是顶部占80%、底部占20%。
实际情况可随负荷变化而适当调整,在低负荷时,塔底回流氨可不加,顶部回流氨量应使中压吸收塔顶部进料中氨水浓度维持在90%~95%左右,顶部加氨过少,氨浓度过低,则出塔气体温度升高,出口气相中水蒸气与二氧化碳含量升高,加氨过多,氨浓度过高,溶解二氧化碳能力下降,易析出结晶,因此顶部回氨量,不可随意改变,在维持顶部适宜氨量的基础上,其余的回流氨应从底部回流,底部回流氨直接进鼓泡段,便于及时调节温度。
5 加水量的控制中压吸收塔鼓泡段为不饱和甲铵溶液,当溶液的温度与吸收压力固定后,其溶液状态就由溶液中的水碳比来决定,当温度压力及合成负荷一定时,甲铵溶液的组分可以由加入中压吸收塔的水量来调节,进入中压吸收塔的水量由三部分组成。
第一部分由中压分解器带入,它受分解压力、温度、以及合成塔物料组分的影响,这部分水在操作过程中是不能直接控制的,第二部分水是由低压吸收塔第一吸收冷凝器甲铵液带入的,它主要受甲铵液与冷凝吸收器加水量的影响,当低压分解中的甲铵分解率及总氨蒸出率一定时,为了保证与反应物彻底回收及尽可能的降低系统总水量,因此甲铵液带入的水量也基本固定;第三部分水是由低压吸收第二冷凝器的氨水经惰性气体洗涤器进入中压吸收塔顶部带入的,这部分水受到低压两个吸收冷凝器中氨的分配与第二吸收冷凝器加水量的影响。