第一章+轧钢机械设备概论
- 格式:doc
- 大小:393.50 KB
- 文档页数:13
第一章轧钢机械设备概论第一节轧钢生产在国民经济中的地位和作用轧钢生产是将钢锭或连铸坯轧制成钢材的生产环节。
现代钢铁联合企业是由炼铁、炼钢和轧钢三个主要生产系统组成的。
轧钢车间担负着生产钢材的任务。
生产钢材的方法有轧制、锻造、挤压和拉拔等.用轧制方法生产钢材,具有生产率高、品种多、生产过程连续性强、易于实现机械化自动化等优点.因此,目前约有90%的钢材都是用轧制方法生产的。
有色金属成材,也主要用轧制方法。
社会主义建设事业对钢材的需要量极大。
例如铺设一条2000km的双轨铁路,需要400kt重型钢轨;制造一艘万吨轮船,约需6000t钢板;铺设一条5000km的石油输送管道,需要900kt无缝钢管;造—台大型拖拉机也需5t钢材。
由此可见扎钢生产在国民经济中的重要地位。
将大断面的钢锭或连铸坯轧制成各种小断面的钢材,需要经过多次轧制.根据轧制工艺、轧件断面和品种的不同,钢铁联合企业的轧钢生产系统是由工序上相互联系的若于不同类型的轧钢车间组成。
按轧制工艺和车间的任务。
轧钢车间分为两大类:一类是将钢锭轧成钢坯的钢坯车间,其任务是为后续的轧钢车间提供坯料。
根据钢锭重量和钢坯品种不同,钢坯车间可分为将大钢锭轧成大方坯和板坯的初轧车间,生产大板坯的板坯车间和轧制小钢锭的开坯车间:另一类是将钢坯进一步轧成各种钢材的成品车间。
成品车间有型钢车间,线材车间、钢板车间和钢管车间等。
成品轧钢车间生产的钢材种类很多。
按钢材断面形状大致可分成三大类:型钢、钢板和钢管。
1.型钢(1)简单断面:圆钢、方钢、扁钢等;(2)异型断面:角钢、槽钢、工字钢、钢轨等;(3)特殊断面:板桩、涡轮机叶片、拖拉机履带、犁头等。
2.钢板薄板、中厚板、装甲板、宽带钢和箔材等。
3.钢管无缝钢管、焊接钢管等随着轧制工艺和设备的不断发展,以及国民经济各部门对钢材品种要求不断增长,轧制钢材的品种范围也在日益扩大。
近年来,轻型薄壁型钢、周期断面型钢、冷弯型钢、宽翼工字钢等产品得到了发展。
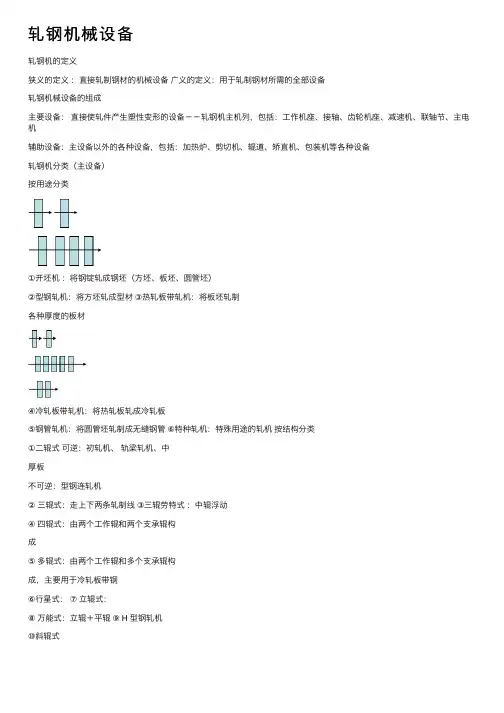
轧钢机械设备轧钢机的定义狭义的定义:直接轧制钢材的机械设备⼴义的定义:⽤于轧制钢材所需的全部设备轧钢机械设备的组成主要设备:直接使轧件产⽣塑性变形的设备--轧钢机主机列,包括:⼯作机座、接轴、齿轮机座、减速机、联轴节、主电机辅助设备:主设备以外的各种设备,包括:加热炉、剪切机、辊道、矫直机、包装机等各种设备轧钢机分类(主设备)按⽤途分类①开坯机:将钢锭轧成钢坯(⽅坯、板坯、圆管坯)②型钢轧机:将⽅坯轧成型材③热轧板带轧机:将板坯轧制各种厚度的板材④冷轧板带轧机:将热轧板轧成冷轧板⑤钢管轧机:将圆管坯轧制成⽆缝钢管⑥特种轧机:特殊⽤途的轧机按结构分类①⼆辊式可逆:初轧机、轨梁轧机、中厚板不可逆:型钢连轧机②三辊式:⾛上下两条轧制线③三辊劳特式:中辊浮动④四辊式:由两个⼯作辊和两个⽀承辊构成⑤多辊式:由两个⼯作辊和多个⽀承辊构成,主要⽤于冷轧板带钢⑥⾏星式:⑦⽴辊式:⑧万能式:⽴辊+平辊⑨ H 型钢轧机⑩斜辊式按布置分类(1)单机座式优点:轧机少,易操作缺点:成本相对较⾼(⼀个电机、⼀个减速机、⼀个齿轮机座带⼀个轧机)(2)横列式主要⽤于型钢轧机,⼀个电机带多个轧机优点:(1)设备成本低;(2)可采⽤⼤规格原料,降低轧材成本;(3)头尾温差⼩,轧材尺⼨教精确。
缺点:(1)后架轧辊的速度不能与增长的轧件长度相匹配;(2)轧件要横移,需设移钢机。
(3)纵列式⼀个电机分别带⼀个轧机,每架轧机轧完后进⼊下⼀架轧机。
优点:(1)产量⾼;(2)轧辊速度与轧件长度相匹配缺点:(1)⼚房细长;(2)机械投资⼤(4)连续式⼀个电机分别带⼀个轧机,轧件同时进⼊每架轧机,常⽤于冷轧。
优点:(1)产量⾼;(2)⼚房长度⼩缺点:要求严格的妙流量相等(5)半连续式(4)3/4连续式⼆、辅助设备分类(1)切断设备:⽕焰切割机、锯切机、剪切机等(2)矫直设备:压⼒矫直机、张⼒矫直机、辊式矫直机等(3)卷取机:线材卷取机、钢板卷取机等(4)表⾯加⼯设备:酸洗机组、镀层机组、清洗机组、打印机等(5)热处理设备:缓冷设备、退⽕设备、淬⽕设备等(6)运输设备:辊道、推床、翻钢机、推钢机、冷床、吊车等(7)包装设备:打捆机、包装机等 1.轧钢机的命名(1)型钢轧机(初轧机):以型钢轧机轧辊的名义直径(公称直径)来命名,或以⼈字齿轮机座的节圆直径(⼈字齿轮的中⼼距)命名;如φ650型钢轧机。
科技大学轧钢机械教案教案用纸
教案用纸
内容
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
内容
教案用纸
教案用纸
教案用纸
5.塑性方程式的应用
教案用纸
内容
教案用纸
教案用纸
教案用纸
内容
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
教案用纸
内容
教案用纸
教案用纸
教案用纸
教案用纸。
第一章轧钢机械设备概论第一节轧钢生产在国民经济中的地位和作用轧钢生产是将钢锭或连铸坯轧制成钢材的生产环节。
现代钢铁联合企业是由炼铁、炼钢和轧钢三个主要生产系统组成的。
轧钢车间担负着生产钢材的任务。
生产钢材的方法有轧制、锻造、挤压和拉拔等.用轧制方法生产钢材,具有生产率高、品种多、生产过程连续性强、易于实现机械化自动化等优点.因此,目前约有90%的钢材都是用轧制方法生产的。
有色金属成材,也主要用轧制方法。
社会主义建设事业对钢材的需要量极大。
例如铺设一条2000km的双轨铁路,需要400kt重型钢轨;制造一艘万吨轮船,约需6000t钢板;铺设一条5000km的石油输送管道,需要900kt无缝钢管;造—台大型拖拉机也需5t钢材。
由此可见扎钢生产在国民经济中的重要地位。
将大断面的钢锭或连铸坯轧制成各种小断面的钢材,需要经过多次轧制.根据轧制工艺、轧件断面和品种的不同,钢铁联合企业的轧钢生产系统是由工序上相互联系的若于不同类型的轧钢车间组成。
按轧制工艺和车间的任务。
轧钢车间分为两大类:一类是将钢锭轧成钢坯的钢坯车间,其任务是为后续的轧钢车间提供坯料。
根据钢锭重量和钢坯品种不同,钢坯车间可分为将大钢锭轧成大方坯和板坯的初轧车间,生产大板坯的板坯车间和轧制小钢锭的开坯车间:另一类是将钢坯进一步轧成各种钢材的成品车间。
成品车间有型钢车间,线材车间、钢板车间和钢管车间等。
成品轧钢车间生产的钢材种类很多。
按钢材断面形状大致可分成三大类:型钢、钢板和钢管。
1.型钢(1)简单断面:圆钢、方钢、扁钢等;(2)异型断面:角钢、槽钢、工字钢、钢轨等;(3)特殊断面:板桩、涡轮机叶片、拖拉机履带、犁头等。
2.钢板薄板、中厚板、装甲板、宽带钢和箔材等。
3.钢管无缝钢管、焊接钢管等随着轧制工艺和设备的不断发展,以及国民经济各部门对钢材品种要求不断增长,轧制钢材的品种范围也在日益扩大。
近年来,轻型薄壁型钢、周期断面型钢、冷弯型钢、宽翼工字钢等产品得到了发展。
此外,机器制造、国防、铁路车辆、矿山等部门需要的某些零件、毛坯等,亦开始用轧制方法生产。
例如滚动轴承的滚珠、滚子、内外座圈,球磨机的钢球;机械传动中的齿轮、丝杠;铁路车辆用的车轮和轮箍等。
这不仅可以提高这些产品的产量和质量,而且实现了无切屑或少切屑加工,节约了金屑。
对某些产品来说,用轧制方法代替原来的锻造或铸造生产,也大大地改善了劳动条件。
目前,我国某些机械制造部门(如轴承厂、拖拉机制造厂),已建立了相应的轧钢车间,用轧制方法生产某些零件毛坯。
在某些钢铁企业中,建立了车轮轮箍车间、钢球车间,为国民经济有关部门提供优质的专用机件。
第1页我国的钢铁工业,特别是轧钢生产,在解放后得到迅速发展。
目前,我国已自行设计装配了一批较为现代化的大型轧钢机械设备。
例如1150万能式板坯初轧机、950/850轨梁轧机、4200特厚板轧机,2300冷轧机、1700热连轧机、700行星轧机、45度无扭转线材轧机、车轮箍轧机等。
此外,还装备了一大批中小型轧钢车间的机械设备。
近几年在引进外国先进的轧钢机械设备的同时,对原有轧钢机械设备进行了卓有成效的技术改造,为我国钢铁工业的飞速发展奠定了技术基础。
第二节轧钢机械及其分类一、轧钢机械的定义及分类在多数轧钢车间中,轧制钢材的生产过程要经过几个轧制阶段,还要完成一系列的辅助工序,如将原材料由仓库运出、加热、轧件送往轧辊、翻转、剪切、矫直、打印、轧件的收集和卷取成卷等。
完成由原料到成品的整个轧钢工艺过程中使用的机械设备叫轧钢机械。
根据用途的不同,轧钢机械可分为两大类;主要设备和辅助设备。
主要设备是使金属在旋转的轧辊中产生塑性变形(即轧制)的机械,一般称为主机列简称轧钢机。
主机列的类型和特征标志着整个轧钢车间的类型和特征。
辅助设备是指主机以外,用来完成其他一系列辅助工序的机械。
辅助设备数量大、种类多,对整个轧钢车间的生产率、产品的品种、质量、机械化自动化程度和改善工人的劳动条件都具有重要意义。
车间机械化程度愈高,辅助设备的重量占车间机械设备总重量的比例也愈大,如1700热轧带钢车间设备总重量51000t,其中辅助设备的重量在40000t以上。
根据用途,辅助设备可分为运输、翻转轧件的机械,例如,加热炉的推钢机,出料机,运送轧件的各种辊道和运输机,引导或使轧件对正孔型的推床,使轧件翻转或调头的翻钢机和回转台,使轧件升降的升降台,冷却并横向运送轧件的冷床等;将轧件切成规定尺寸的机械,例如,各种剪切机和锯切机;精整轧件的机械,例如,矫直机和平整机;收集轧件的机械,例如,卷取机、垛板机和打捆机等。
此外在成卷生产板带材的冷、热轧车间,还有由许多单机组成的各种机组,如酸洗、退火、镀锌(或镀锡)、涂层、横切、纵切等各种机组。
二、轧钢机主机列的组成轧钢机是轧钢车间的主要设备,是由一个或者数个主机列组成的。
同其他机器一样,轧钢机主机列也是由电动机、传动装置和工作机构组成的,如图1—1所示。
第2页<<上一章下一章>>工成网第二章轧制力能参数第一节轧制的基本概念一、轧制一般,金属通过两个旋转方向相反的轧辊时(图2—1),在轧辊的压力作用下,使金属产生塑性变形,从而改变其断面的形状和尺寸,这种工艺过程称为轧制。
被轧制的金属称为轧件。
轧制按轧件轧制时的温度不同,分为冷轧和热轧。
在金属的再结晶温度以下进行轧制叫冷轧,在金属再结晶温度以上进行的轧制叫热轧。
冷轧时,由于产生加工硬化现象,使金属的塑性变形阻力增加。
热轧时,因为加工硬化现象被再结晶消除,所以在其它条件相同时,其变形阻力比冷轧时小很多。
但冷轧也具有许多优点。
二、体积不变定律与最小阻力定律轧件轧制前后的体积,在一般情况下可以认为相等。
以V0和V1表示轧件在轧制前和轧制后的体积,则体积不变的通式为:第25页将向阻力最小的方向移动。
体积不变定律与最小阻力定律,都得到广泛的应用。
例如,体积不变定律是计算轧制前后轧件尺寸参数的基本依据;又如,在乎辊身上轧制钢板时,可根据最小阻力定律确定出,轧件主要是在长度方向伸长,而宽度方向增加很小。
三、轧制时轧件的变形及其表示方法如图2—1,轧制的结果,使轧件的高度由h0减少到h1,宽度由bo增加到b1,而长度则由ι0增加到ι1。
轧件轧制前后的高度之差,称为绝对压下量,简称压下量(△h)。
轧制矩形断面轧件时,其压下量用下式计算:第26页<<上一章下一章>>工成网第三章轧钢机第一节轧辊一、轧辊的工作特点及分类轧辊是轧钢机最主要的零件之一,轧件通过转动的轧辊产生塑性变形,轧制出符合要求的形状和尺寸精度的产品,工作机座上的其它零部件都是为了安装、支承、调整、更换轧辊和引导轧件正确进出轧辊而设置的。
(一)轧辊工作的特点轧辊在轧制过程中直接或间接和轧件接触,强迫轧件产生塑性变形,因此承受很大的轧制压力、轧制力矩及动载荷。
由于轧件温度高,轧辊用冷却液冷却,因此工作条件恶劣、繁重,所以对轧辊的强度、刚度、表面硬度、耐磨性、辊形都有较严格的要求,以保证轧件的质量和产量。
(二)轧辊的分类轧辊的种类很多,下面按轧机类型及轧辊表面硬度分类:1.按轧机类型轧辊可分为以下三种(1)平面轧辊(图3—1a):即板带轧机轧辊,其辊身呈圆柱形。
一般热轧钢板轧机轧辊作成微凹形,受热膨胀时,可获得较好的板型;冷轧钢板轧机轧辊作成微凸形,在轧制时,轧辊产生弯曲,以获得良好的板型。
(2)有槽轧辊(图3—1b):它用于轧制大、中、小各种型钢,线材及初轧开坯。
在辊面上刻有轧槽使轧件成型。
(3)特殊轧辊:它用于车轮轧机、钢球轧机及穿孔机等专用轧机上。
这种轧机的轧辊具有各种不同形状。
2.轧辊按硬度可分为四类,见表3—1。
二、轧辊的主要参数(一)轧辊的结构轧辊是由辊身、辊颈和辊头三部分组成(图3—1)。
辊颈安装在轴承中,并通过轴承座和第80页压下装置将轧制力传给机架。
辊头和联接轴相连,传递转矩和运动。
辊身则是轧辊的工作部份,它使轧件产生塑性变形。
(二)轧辊的主要参数及确定原则轧辊结构的主要参数是辊身的名义直径D和辊身长度L。
其次是辊颈和辊头的尺寸。
1.轧辊名义直径D和辊身长度L的确定(1)初轧机和型钢轧机轧辊的名义直径D和辊身长度L的确定初轧机和型钢轧机轧辊的名义直径D既是轧钢机的主要参数,也是轧辊结构的主要参数。
轧辊名义直径D确定后,轧辊的其他结构参数也可初步随之确定。
由于初轧机和型钢轧机的轧辊辊身上是有孔型的,因此,通常取初轧机和型钢轧机齿轮座的中心距作为轧辊的名义直径。
大型初轧机,无齿轮座,以辊身最大直径为标称,致使这种轧辊的名义直径D均大于其工作直径Dg。
为避免孔型槽切入过深,轧辊的名义直径D和工作直径Dg的比值一般不大于1.4。
辊身工作直径Dg的确定原则:是在保证轧辊强度的前提下,根据轧辊的咬入条件来确定。
因此,轧辊的工作直径Dg应满足下式:带有孔型的轧辊辊身长度L主要取决于孔型配置、轧辊的强度和刚度。
因此粗轧机轧辊的辊身较长,以配置足够的孔型;精轧机轧辊,尤其是成品轧机轧辊的辊身较短,以增大轧辊的刚度,提高产品的尺寸精度。
各类轧机轧辊L与D的关系可参考表3—2。
(2)板带轧机轧辊的名义直径D和辊身长度L的确定板带轧机轧辊的主要尺寸参数是辊身长度上,它是板带轧机的标称。
在确定板带轧机轧辊尺寸时,首先应根据所轧钢板的最大宽度bmax来确定辊身长度L,然后再根据强度、刚度和有关工艺条件确定其辊径D。
辊身长度L可根据下式确定:L=bmax+a(3—2)式中a——根据钢板宽度选取的余量。
当bmax=400~1200mm,a≈100mm;bmax=1000~2500mm,a=150~200mm;对bmax>2500mm,a=200~400mm。
辊身长度确定后,对二辊轧机可根据轧辊强度及咬入条件,参照表3—3确定辊径D(板带轧机轧辊的名义直径就是工作直径)。
第81页<<上一章下一章>>工成网第四章剪切机与锯机第一节剪切机的基本类型轧钢车间生产的产品一般都要切头切尾并切成定尺长度。
根据轧件的断面形状和对墙面质量要求的不同,所采取的切断方法也不同。
剪切机通常用来切断方坯、扁坯、钢板和一些条形钢材.剪切机的生产率一般应大于轧钢机的生产率,以适应轧钢机的发展。
轧钢车间使用的剪切机有多种结构型式。
通常,剪切机按照工作原理、刀片形状和用途的不同,可分为以下几种基本类型。
1.平行刀片剪切机平行刀片剪切机的两个刀片是彼此平行的(图4—1d),通常用于横向热切方形和矩形断面的钢坯,故又称为钢坯剪切机。
此类剪切机有时也用两个成型刀片来冷剪轧件(例如管坯及小型圆钢等),此时刀刃的形状与被剪切的轧件断面形状相适应。
平行刀片剪切机按其剪切方式又可分为上切式和下切式两种结构。