6061铝合金的氩弧焊接工艺研究
- 格式:pdf
- 大小:943.26 KB
- 文档页数:5
6061铝合金低功率电阻点焊工艺优化
本文研究了6061铝合金低功率电阻点焊技术中电压、电流、焊接时间和力量对焊缝性能和成型的影响,并采用正交试验法对焊接工艺进行了优化。
实验结果表明,焊接参数对焊缝力学性能和外观质量具有重要影响。
其中,电流是最
重要的参数,其次是焊接时间和力量,最不重要的参数是电压。
在持续15s的焊接时间内,电流为600A,焊接力为10kN,焊接时间为8.5周期,电压为5.5V时,焊缝拉伸强度最高,达到了5.5kN左右。
通过正交试验法优化了焊接工艺,得到最优组合参数为:电流为550A,焊接力为9kN,焊接时间为8周期,电压为5.5V。
经过优化后的焊接工艺制备的焊缝性能和外观质量都
得到了显著的提高,拉伸强度接近6kN,没有裂纹和缺陷。
因此,对于6061铝合金的低功率电阻点焊工艺,需要合理选择焊接参数,以获得满足要求的焊缝性能和外观质量。
正交试验法是一种有效的优化工具,可以帮助我们找到最合
适的焊接参数组合。
6061铝合金MIG焊接头组织性能分析6061铝合金是一种常见的铝合金材料,具有优良的机械性能和耐腐蚀性能,常用于航空航天、汽车制造、建筑和电子等领域。
在实际工程中,常常需要对6061铝合金进行MIG焊接来实现零部件的连接和修复。
焊接接头的组织性能对焊缝的性能和使用寿命至关重要,在焊接过程中需要严格控制焊接参数和工艺条件,以获得较好的焊接接头质量。
6061铝合金的MIG焊接接头主要包括母材区、热影响区和焊缝区。
母材区是未受热影响的铝合金基体,其组织主要由等轴晶粒和析出相组成,具有较好的强度和塑性。
热影响区是焊接接头中受到焊接热源影响的区域,其组织通常会发生变化,出现晶粒长大、析出相消耗和固溶元素富集等现象。
焊缝区是焊接过程中熔化的铝合金,其组织取决于焊接参数和工艺条件,主要由铝基固溶体和析出相组成。
6061铝合金的MIG焊接接头组织性能受到很多因素的影响,包括焊接参数、焊接材料、气体保护和焊接工艺等。
在选择焊接参数时,需要考虑焊接电流、焊接电压、焊接速度和气体流量等因素,以保证焊接接头的质量和性能。
焊接材料的选择也很重要,一般选用与母材相似的铝合金焊丝或焊条,以确保焊接接头的相容性和成形性。
气体保护是保证焊接接头质量的关键,常用的保护气体包括纯氩气和氩氧混合气体,能够有效防止氧化和氮化等缺陷的产生。
在实际焊接过程中,需要对焊接接头的组织性能进行详细分析和评价,通过金相显微镜观察接头的金相组织,测量晶粒大小、析出相尺寸和相分布等参数。
通过扫描电镜、X射线衍射分析和硬度测试等手段,进一步研究接头的微观结构和力学性能,评估焊接接头的质量和可靠性。
总的来说,6061铝合金的MIG焊接接头组织性能分析是实现高质量焊接的关键一步,需要对焊接参数、焊接材料、气体保护和焊接工艺等因素进行全面评估,保证焊接接头的组织均匀、强度高、硬度适中,以满足工程要求和使用环境的需求。
通过不断的实验研究和工程实践,不断优化焊接工艺,提高焊接接头的质量和性能,推动6061铝合金材料在各个领域的应用和发展。
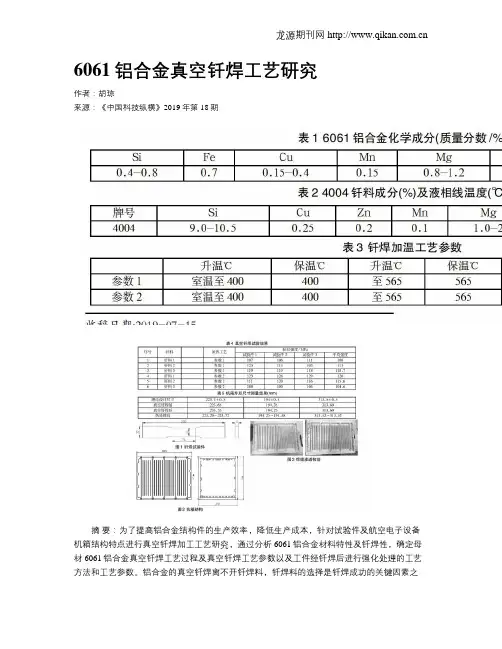
6061铝合金真空钎焊工艺研究作者:胡琼来源:《中国科技纵横》2019年第18期摘要:为了提高铝合金结构件的生产效率,降低生产成本,针对试验件及航空电子设备机箱结构特点进行真空钎焊加工工艺研究,通过分析6061铝合金材料特性及钎焊性,确定母材6061铝合金真空钎焊工艺过程及真空钎焊工艺参数以及工件经钎焊后进行强化处理的工艺方法和工艺参数。
铝合金的真空钎焊离不开钎焊料,钎焊料的选择是钎焊成功的关键因素之一,由于目前市场所能提供的钎焊料品种不多,根据目前市场常见的几种钎焊料,如纯钎料:箔材4004、4047,单面及双面复合钎料其基材为3003,压覆层为4004。
通过对比试验确定钎焊6061母材的焊料为4004相对合适。
关键词:6061铝合金;真空钎焊;焊接工艺;4004钎焊料中图分类号:TG425 文献标识码:A 文章编号:1671-2064(2019)18-0080-020 引言真空钎焊是在真空环境下,不需要使用钎剂,利用毛细作用将钎料填满于母材间隙之间的高质量焊接方式。
其具有焊接变形小,外观质量高、结构简单、加工效率高、环保等优点[1],广泛应用于航天、航空等行业,是航空电子系统机载设备铝合金机箱的常用加工方式。
上世纪70年代,国外已经开始研究铝合金的真空钎焊。
现阶段,美、英、日已经处于高质量批量生产的阶段[2],而我国真空钎焊起步晚,主要用于火箭发动机和航空发动机等不锈钢及高温合金的钎焊,随着航空电子设备轻量化需求,铝合金越来越多的用于机载设备机箱。
6061鋁合金属于可热处理强化合金,具有较好的可成形性、可焊接性及可切削性能,耐腐蚀和中等强度,广泛应用于机载设备[3]。
现阶段对机箱类产品主要采用线切割方式加工机箱腔体,该加工方式不但效率低而且还浪费材料,因此需要对6061铝合金真空钎焊加工工艺进行研究,改进机箱产品加工效率[4]。
1 6061铝合金焊接性能分析铝合金6061属铝镁硅系合金,主要元素为Mg和Si,其强化相为Mg2Si。
氩弧焊铝合金焊接方法
氩弧焊是铝合金焊接的常用方法,下面是具体方法:
1. 准备工作:在焊接前,首先需要对铝合金进行清洁,以确保焊缝表面没有污垢、油脂和氧化物等。
使用砂纸或刷子进行清理,或者采用振动钢丝刷进行清理。
2. 选择合适的电极材料:对于铝合金焊接,通常使用钨极电极。
钨电极不会熔化,在焊接过程中可以保持稳定性。
3. 调整焊接机参数:在进行铝合金焊接时,需要调整焊接机的电流、电压和氩气流量等参数。
根据焊接材料厚度、焊缝长度和焊接位置等不同条件进行调整。
4. 加热焊缝:在铝合金焊接过程中,焊缝通常需要在焊前进行预热,以提高焊接质量。
预热温度通常在100-200之间。
5. 开始焊接:在确认焊接机参数和焊接位置后,将钨极电极放置在焊缝处,进行打火。
接下来,将焊丝放置于焊缝的顶部,进行焊接。
在焊接过程中,氩气会抵消空气中的氧气,防止铝合金被氧化。
6. 完成焊接:在完成铝合金焊接后,需要等待焊缝冷却。
然后用砂纸或针划刀将焊接处进行清理,以确保焊缝表面没有冷焊、裂纹和氧化物。
注:需要注意的是,铝合金焊接需要采用专业的焊接机和设备,并严格按照操作规程进行操作。
SiCp颗粒增强6061Al基复合材料等离子弧原位焊接的研
究的开题报告
一、研究背景
6061铝合金是一种常用的航空航天材料,具有良好的耐腐蚀性、焊接性和机械性能等优点。
然而,6061铝合金的机械性能仍然有一定的局限性,而SiCp颗粒增强6061Al基复合材料则是一种可以提高6061铝合金力学性能的材料。
因此,研究SiCp 颗粒增强6061Al基复合材料的加工工艺和制备方法对于提高其在实际应用中的性能具有重要意义。
二、研究内容
本研究将探究SiCp颗粒增强6061Al基复合材料的等离子弧原位焊接工艺,包括焊接参数的优化、复合材料表面处理和焊接接头的质量评估等方面。
具体研究内容如下:
1. 确定SiCp颗粒增强6061Al基复合材料的表面处理方法,包括清洗、抛光和腐蚀等,以提高焊接接头的质量。
2. 优化等离子弧焊接的工艺参数,包括电弧电压、电弧电流、送丝速度等,使焊接接头在接头强度和外观质量等方面达到最佳状态。
3. 对焊接接头进行断口分析、金相组织和显微硬度等测试,评估其力学和物理性能。
三、研究意义
制备SiCp颗粒增强6061Al基复合材料的等离子弧原位焊接工艺可以大大提高该材料的应用性能和加工效率,有重要的实际应用价值。
四、研究方法
本研究将采用实验研究的方法,通过对SiCp颗粒增强6061Al基复合材料的表面处理和等离子弧原位焊接工艺参数进行优化,制备出优质的焊接接头,并对接头进行力学和物理性能的测试和分析。
五、预期结果
本研究预计可以制备出SiCp颗粒增强6061Al基复合材料的高质量焊接接头,并通过力学和物理性能测试和分析,评价其加工工艺和性能,为该材料的应用提供依据和参考。
氩弧焊焊接铝材方法哇塞,说起氩弧焊焊接铝材,那可真是一门有意思的技术呢!要进行氩弧焊焊接铝材,首先得准备好设备和材料呀,比如合适的氩弧焊机、氩气、铝材等。
然后就进入关键的焊接步骤啦!先对铝材进行清洁,去除表面的油污、氧化物等杂质,这就好比给铝材洗了个干净的澡,让它能更好地迎接焊接呢!接着,调整好焊接参数,电流、电压等都得恰到好处,就像给车子调好速度一样重要。
然后开启氩气保护,这可太关键啦,就像给铝材穿上了一层保护衣,防止它被氧化。
接下来就是施焊啦,要保持稳定的手法和速度,让焊缝均匀、美观,这可不比艺术家画画简单呀!在这个过程中可得注意啦,不能有丝毫马虎,比如要确保氩气的纯度,不然就可能影响焊接质量哦。
还有焊接的角度、距离等都要把握好,稍有不慎可能就前功尽弃啦!在这个焊接过程中,安全性和稳定性那是至关重要的呀!就像走钢丝一样,必须小心翼翼。
氩气的使用要规范,不能泄露,不然可就危险啦。
焊机也要定期维护,确保正常工作,不然关键时刻掉链子可不行呀。
而稳定性就像大楼的根基,只有保证焊接过程稳定,才能得到高质量的焊缝呀。
那氩弧焊焊接铝材有啥优势和应用场景呢?这可多了去啦!它可以焊接各种形状和厚度的铝材,适应性超强的,就像一个万能选手。
而且焊接质量高呀,焊缝牢固又美观,这多让人放心呀。
在航空航天、汽车制造、建筑等领域都有广泛应用呢,比如飞机的零部件、汽车的车身等,都离不开它呀。
我就知道一个实际案例,有个工厂要生产一批高质量的铝材制品,他们就采用了氩弧焊焊接铝材的方法,结果生产出来的产品那叫一个棒呀,焊缝几乎看不出来,质量超一流,客户那是相当满意呀!这就充分展示了氩弧焊焊接铝材的实际应用效果呀。
所以呀,氩弧焊焊接铝材真的是一种非常棒的焊接方法,它能让铝材变得更加强大、更加完美!大家一定要好好掌握它呀!。
目录摘要 (III)Abstract (II)第1章绪论 (1)1.1课题的背景及意义 (1)1.2传动轴轴管制造及焊装工艺 (2)1.2.1传动轴轴管材料 (2)1.2.2传动轴轴管制造工艺 (3)1.2.3传动轴轴管旋锻工艺 (5)1.2.4传动轴焊装工艺 (6)1.3电磁脉冲焊接技术发展状况 (8)1.4电磁脉冲焊接技术国内外研究概述 (9)1.4.1电磁脉冲焊接技术国外研究现状 (9)1.4.2电磁脉冲焊接技术国内研究现状 (12)1.5本课题研究的主要内容及技术路线 (13)第2章电磁脉冲设备及焊接试验 (14)2.1电磁脉冲焊接设备 (14)2.1.1电磁脉冲设备磁场分析 (15)2.1.2电磁脉冲设备放电电流分析 (18)2.1.3电磁脉冲设备磁场力及放电能量 (21)2.1.4电磁脉冲设备集磁器 (24)2.1.5电磁脉冲磁设备电流及波形测量 (25)2.2电磁脉冲焊接材料性能 (26)2.2.1电磁脉冲焊接试验材料的电气性能 (27)2.2.2电磁脉冲焊接试验材料的机械性能 (28)2.3电磁脉冲焊接试验 (29)2.3.1电磁脉冲焊接工艺参数 (30)2.3.2电磁脉冲焊接结果 (31)2.3.3电磁脉冲焊接工艺窗口 (33)2.3.4铝钢焊件力学性能测试 (35)2.4本章小结 (38)第3章焊缝界面形貌、微观组织及性能分析 (40)引言 (40)3.1铝钢焊接界面宏观形貌 (40)3.2铝钢结合层微观组织分析 (41)3.2.1铝钢焊接界面微观形貌 (41)3.2.2铝钢结合层形成机理分析 (42)3.2.3铝钢结合层的成分和组织 (44)3.3铝钢结合区的物理特性 (47)3.3.1铝钢结合区中金属的塑性变形 (47)3.3.3铝钢结合区中金属的显微硬度 (50)3.4铝钢结合区的力学性能 (51)3.4.1铝钢结合层的力学性能 (51)3.4.2结合区基体金属的力学性能 (52)3.5本章小结 (53)第4章电磁脉冲焊接波形界面 (54)引言 (54)4.1波形形成的力学条件 (54)4.2波形形成的流体力学机理 (56)4.3材料强度对波形界面的影响 (59)4.4本章小结 (60)第5章结论及展望 (61)致谢 (62)附录1攻读硕士学位期间发表的论文 (68)附录2攻读硕士学位期间参加的科研项目 (69)第一章绪论第1章绪论1.1课题的背景及意义近年来,汽车轻量化技术得到很大程度的发展,尤其是汽车零部件方面,通常采用高强度钢、铝合金、镁合金、工程塑料、复合材料等。
文件编号:铝及铝合金手工钨极氩弧焊特殊过程作业指导书编制:校对:审定:会签:批准:***************有限公司2012年10 月25 日1、范围1.1、本作业指导书规定了铝及铝合金手工钨极氩弧焊的工艺要求和操作方法。
1.2、本作业指导书适用于纯铝、6061、6063、2A21、3A21铝合金以及某些铸铝等零部件的手工钨极氩弧焊接。
1.3、本作业指导书编制时,参考了如下标准:GB/T985.3-2008 铝及铝合金气体保护焊的坡口形式和尺寸。
GB10828-89 铝及铝合金焊丝2、一般要求2.1、对设计的要求按下列要求设计:a)焊缝的设计应保证易施焊。
根据焊件的厚度、结构形式选择合适的接头形式及坡口形式,焊缝的坡口形式及尺寸按表一;b)在设计图纸中应标注出待焊工件的材料牌号,并根据产品的具体需要提出焊缝的相关技术要求;c)对于厚度超过12mm的铝板,原则上不采用钨极氩弧焊;d)对不同板厚的工件进行氩弧焊时,如果厚度相差超过3mm时应采用减薄设计。
2.2 人员焊接技术工人必须经过焊接理论和操作培训,按规定考试合格者并持有有效的资格证书。
2.3 焊接设备焊机的焊接变压器,焊机机构,硅整流元件控制系统,均应完好无损;气路系统,阀门,冷却水系统,管路正常工作,完整配有显示焊接工艺参数的仪器及仪表;焊接设备及仪表必须按时进行周期鉴定,鉴定合格并且时间处于有效期内。
2.4、焊丝焊丝牌号:SAL40432.5、工作环境要求焊接场地必须具有抽风,足够的照明。
3、详细说明3.1 、材料、工具和设备 3.1.1、材料纯钨、铈钨电极、工业纯氩纯度≥99.99%、丙酮 3.1.2、工具焊接工作台、尖口钳、钢丝钳、防护面罩、活络板手、不锈钢丝刷3.1.3、设备交流氩弧焊机及配套的焊枪,各种规格电极夹头,带有浮标流量计的减压器,电动砂轮。
3.2、工艺流程图3.3、 工艺过程详细说明 3.3.1 、焊前清理待焊区可用机械方法将焊缝两侧20mm 内的区域处理干净。
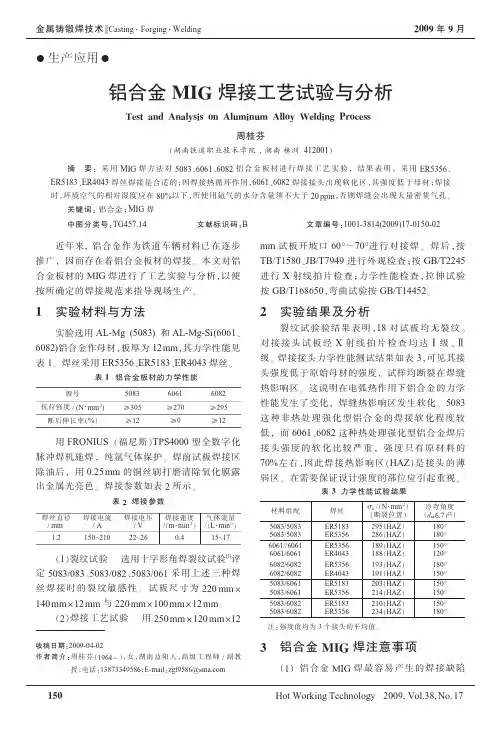
476061锻铝合金板材焊接工艺研究王锐敏 刘重金 李韶华 王文兰 (山西长治清华机械厂,长治 046012)摘要:通过对6061锻铝合金板焊接性能和力学性能的工艺研究,掌握了该种铝合金的基本焊接性能,验证了所选焊接参数和焊接材料的可行性。
试验数据表明,厚度25.4mm 板,选用Φ3.2mm ER4043焊丝,采用熔化极大电流自动焊的焊接方法,以及合理的焊接规范,可获得良好的焊缝机械性能,实际应用效果良好。
关键词:锻铝合金;板材;焊接Welding Technology Research on 6061 Forged Aluminum Alloy PlatesWang Ruimin Liu Chongjin Li Shaohua Wang Wenlan (Changzhi Qinghua Machinery Factory, Changzhi 046012)Abstract :Aluminum alloy 6061 welding performance has been mastered with the process research on the forged aluminum alloy plate weldability and mechanical properties. The feasibility of the welding parameters and welding materials have been confirmed. The experimental result showed that 25.4mm thickness aluminum alloy plate can get a good weld mechanical properties by useing ER4043 Φ3.2mm welding wire. Applied the great current automatic melting welding technology and reasonable welding specifications. The good weld mechanical properties have been gotten. The practical application was good.Key words :forged aluminum ;aluminum alloy slab ;welding 1 引言铝合金材料在军民品模具制造业中应用越来越广泛。
铝合金6061调研报告第一篇:铝合金6061调研报告铝合金选材技术报告一.1-8系列铝合金用途介绍:1×××系列铝板材1×××系列铝板材:代表1050、1060、1100。
在所有系列中1×××系列属于含铝量最多的一个系列。
纯度可以达到99.00%以上。
由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。
目前市场上流通的大部分为1050以及1060系列。
1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。
我国的铝合金技术标准(GB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。
2×××系列铝板材2×××系列铝板材:代表2A16(LY16)、2A06(LY6)。
2×××系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。
2×××系列铝板属于航空铝材,目前在常规工业中不常应用。
我国目前生产2×××系列铝板的厂家较少。
质量还无法与国外相比。
目前进口的铝板主要是由韩国和德国生产企业提供。
随着我国航空航天事业的发展,2×××系列的铝板生产技术将进一步提高。
3×××系列铝板材3×××系列铝板材:代表3003、3004、3A21为主。
又可以称为防锈铝板。
我国3×××系列铝板生产工艺较为优秀。
3×××系列铝板是由锰元素为主要成分,含量在1.0-1.5%之间。
6061铝合金中温钎焊接头组织与性能6061铝合金是一种非常重要的工程材料,用于制造许多结构部件,其中最常见的就是中温钎焊接头组织与性能。
本文旨在研究6061铝合金中温钎焊接头的组织结构及其性能表现。
首先,我们介绍6061铝合金的化学成分,它由碳、锰、铬、铝、锌、铜、铁、钛和锡等元素组成,具有高强度、高硬度、低成本、耐腐蚀性好等特点,对很多建筑和飞机相关任务有着重要的应用。
在制备6061铝合金中温钎焊接头时,首先进行预处理,即清洗钎焊接头表面,去除表面污垢,然后进行中温钎焊,采用氩弧焊方式,控制焊接参数,包括焊接电流、焊接电压和焊锡时间等,有利于得到良好的焊接质量。
焊接后,我们需要对焊接接头的微观结构进行检查,可以采用扫描电子显微镜(SEM)、能量散射光谱(EDS)、X射线衍射(XRD)研究其微观组织。
SEM观察可以看到焊接接头中熔核、晶粒和金属晶界等;EDS分析可以用于检测元素的分布情况;XRD分析可以较为准确地测定晶体结构和晶粒尺寸。
此外,我们还可以使用拉伸试验、抗拉强度试验、冲击试验、断裂试验、硬度试验等来研究焊接接头的性能表现。
拉伸试验结果表明,6061铝合金中温钎焊接头的抗拉强度较高;冲击试验结果表明,焊接接头对冲击荷载具有较高的抗冲击能力;硬度试验结果表明,6061铝合金中温钎焊接头具有较高的硬度。
综上所述,6061铝合金中温钎焊接头的组织结构主要由晶界、熔核和晶粒组成,元素分布均匀,抗拉强度、抗冲击性和硬度较高。
因此,6061铝合金中温钎焊接头是一种很好的连接材料,具有广泛的应用前景。
本文就6061铝合金中温钎焊接头的组织结构及其性能进行了研究。
它有助于我们更好地理解焊接接头的微观结构,更好地掌握其特性,从而为6061铝合金中温钎焊接头的广泛应用提供参考和指导。
从本文研究可以得出结论:6061铝合金中温钎焊接头具有良好的微观结构特性,抗拉强度优良,抗冲击性和硬度也较高,发挥着重要的作用,可以很好地应用于工程建筑和飞机结构件制造。
6061焊缝强度1.引言1.1 概述概述部分的内容可以围绕以下几个方面展开:6061焊缝强度是指由6061铝合金焊接而成的焊缝在承受外界力作用下的抗拉强度和抗剪强度。
作为一种常用的铝合金,6061具有良好的机械性能、焊接可塑性和耐腐蚀性能,因此在航空、汽车、船舶和建筑等领域得到广泛应用。
而焊缝的强度直接影响着整体结构的稳定性和可靠性,因此对6061焊缝强度的研究具有重要意义。
6061焊缝强度的影响因素较为复杂,主要包括以下几个方面:1. 焊接工艺参数:焊接工艺参数如焊接电流、电压、焊接速度、焊接角度等对焊缝的形成和结构都有影响,进而影响焊缝的强度。
2. 焊接材料:焊接材料的选择和质量对焊缝强度有直接影响。
包括填充材料的强度、化学成分、组织性能等。
3. 焊接结构设计:焊接结构的设计和焊缝布置对焊缝强度也有较大的影响。
如焊缝的形状、长度、宽度、间距等都会影响焊缝的力学性能。
4. 焊缝热影响区:焊缝热影响区是指受到焊接热循环影响的区域,其组织和性能会发生变化,从而影响焊缝强度。
为了准确评估6061焊缝强度,需要采用一系列的测试方法。
常见的测试方法包括拉剪试验、冲击试验、硬度测试等,这些测试方法可以从不同角度评估焊缝的强度、韧性和硬度等性能。
通过测试可以得到焊缝的强度值,进而分析不同因素对焊缝强度的影响程度。
综上所述,对6061焊缝强度的研究可以从影响因素和测试方法两个方面展开。
通过深入的研究和探索,可以为提高6061焊缝的强度提供技术支持和指导。
1.2文章结构文章结构的主要目的是为读者提供一个清晰的大纲,以帮助他们更好地理解和组织文章内容。
本文的结构分为三个主要部分:引言、正文和结论。
在引言部分,将概述文章的主题,并对文章的结构和目的进行说明。
概述部分可以简要介绍焊接技术的重要性和应用领域,以及焊缝强度对于工程结构和材料的意义。
然后,在文章结构的第二部分——正文中,将详细介绍影响6061焊缝强度的主要因素。
氩弧焊如何焊接铝及铝合金(TIG 焊)也称为钨极惰性气体保护电弧焊,是利用钨极与工件之间形成电弧产生的大量热量熔化待焊处,外加填充焊丝获得牢固的焊接接头。
氩弧焊焊铝是利用其“阴极雾化”的特点,自行去除氧化膜。
钨极及缝区域由喷嘴中喷出的惰性气体屏蔽保护,防止焊缝区和周围空气的反应。
TIG 焊工艺最适于焊接厚度小于 3 ㎜的薄板,工件变形明显小于气焊和手弧焊。
交流TIG 焊阴极具有去除氧化膜的清理作用,可以不用熔剂,避免了焊后残留熔剂、熔渣对接头的腐蚀。
接头形式可以不受限制,焊缝成形良好、表面光亮。
氩气流对焊接区的冲刷使接头冷 21 却加快,改善了接头的组织和性能,适于全位置焊接。
由于不用熔剂,焊前清理的要求比其他焊接方法严格。
焊接铝合金较适宜的工艺方法是交流 TIG 焊和交流脉冲 TIG 焊,其次是直流反接 TIG 焊。
通常,用交流焊接铝合金时可在载流能力、电弧可控性以及电弧清理作用等方面实现最佳配合,故大多数铝合金的 TIG 焊都采用交流电源。
采用直流正接(电极接负极)时,热量产生于工件表面,形成深熔透,对一定尺寸的电极可采用更大的焊接电流。
即使是厚截面也不需预热,且母材几乎不发生变形。
虽然很少采用直流反接(电极接正极)TIG 焊方法来焊接铝,但这种方法在连续焊或补焊薄壁热交换器、管道厚在 2.4 ㎜以下的类似组件时有熔深浅、电弧容易控制、电弧有良好的净化作用等优点。
1)钨极钨的熔点是 340℃,是熔点最高的金属。
钨在高温时有强烈的电子发射能力,在钨电极加入微量稀土元素钍、铈、锆等的氧化物后,电子逸出功显著降低,载流能力明显提高。
铝合金 TIG 焊时,钨极作为电极主要起传导电流、引燃电弧和维持电弧正常燃烧的作用。
常用钨极材料分纯钨、钍钨及铈钨等。
2)焊接工艺参数为了获得优良的焊缝成形及焊接质量,应根据焊件的技术要求,合理地选定焊接工艺参数。
铝合金手工 TIG 焊的主要工艺参数有电流种类、极性和电流大小、保护气体流量、钨极伸出长度、喷嘴至工件的距离等。
0 引言铝合金材料的物理及化学性质稳定,不仅强度高、导热能力良好,而且耐腐蚀能力强,目前主要应用在机械、化工、航空航天、船舰、车辆等行业[1]。
不过,铝合金的型号不同,适宜的使用范围和实际的应用价值有所区别。
其中,核电工程专用铝合金6061与国标材料6061的元素比例存在一定差异。
铝合金材料在焊接性能上的特殊性主要体现在以下几个方面:(1)铝合金材料容易在潮湿的空气中发生氧化反应,生成的氧化铝(Al 2O 3)熔点高(2050℃)、非常稳定,即铝合金材料吸潮不易去除。
(2)铝及铝合金的导热性强,由于氧化膜密度与铝合金密度接近,容易成为焊缝金属中的夹杂物;同时氧化膜可以吸收较多的水分(焊接气孔的重要来源),容易造成气孔、夹杂、未熔合、未焊透等缺陷。
(3)铝及铝合金的线膨胀系数大,导热性强,焊接时的焊接变形大,需要控制焊接变形。
(4)核级铝合金材料6061,其化学成分与国标材料6061的元素成分比例不同,铝元素的含量高,给焊接材料的选择和试验过程增加了一定难度。
核电铝合金的焊接性能研究赵建武1 杨彩会2 何宇宏1(1 中核霞浦核电有限公司 福建 宁德 355100;2 四川华都核设备制造有限公司 四川 成都 611800)摘要:铝合金材料具有对热中子的吸收截面小、辐照感应放射性衰减快及测量精确度高等特异性能。
在核级材料铝6061的焊接结构中,本文针对接头位置进行焊接质量测试,探究优质焊接结构的基本性能。
研究表明,采用钨极氩弧焊焊接核级材料6061,能保证焊接位置严丝合缝,真正将焊材连接成一个整体结构;还能保证接缝表面的平整度达标,提升焊材的使用性能,为保证堆外核测量系统石墨-铅屏蔽装置中电离室通道管与屏蔽腔室的上下铝板的焊接质量奠定了基础。
关键词:核电材料;铝6061;焊接;焊接性能为了得到核级材料铝6061优异的焊接质量,需要调整铝合金6061部分元素比例,细化合金晶粒,提高铝合金的强度和抗腐蚀能力;精选焊接材料,调整焊接参数并优化焊接过程控制。