第12章 挤出工艺
- 格式:ppt
- 大小:34.96 MB
- 文档页数:78
第十二章换向器制造第一节换向器基本结构及要求换向器是直流电机的主要部件。
它的主要作用是通过电刷与换向器表面的接触,在转动的绕组和静止的电路部件之间进行电流换向,将电枢绕组的交变电势转变为电刷间的直流电势;或将外部直流电压转变为交变电压加到电枢绕组上。
换向器由导电部分、绝缘部分和支承紧固部分组成,经过片装、器装等多次烘压成为一个整体。
换向器的导电部分及绝缘部分是换向器的有效工作部分,对支承结构(及对地)是绝缘的。
1.换向器基本结构换向器按紧固方式的不同,可分为五种结构型式:用V型压圈紧固的圆柱形换向器、紧圈式换向器、分段式换向器、辐射换向器、塑料换向器。
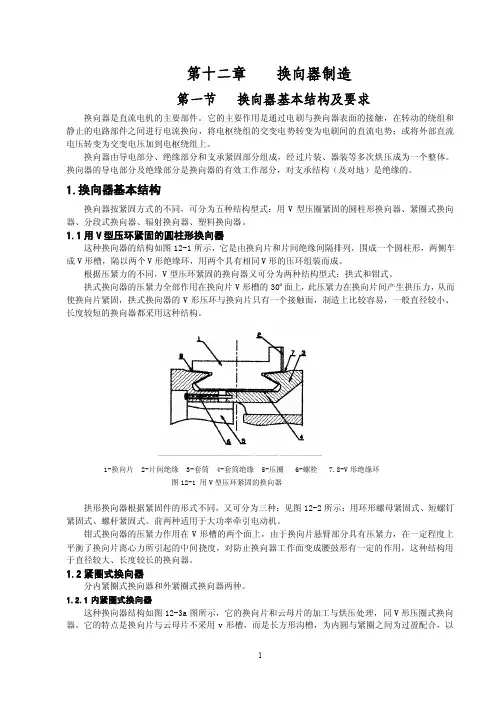
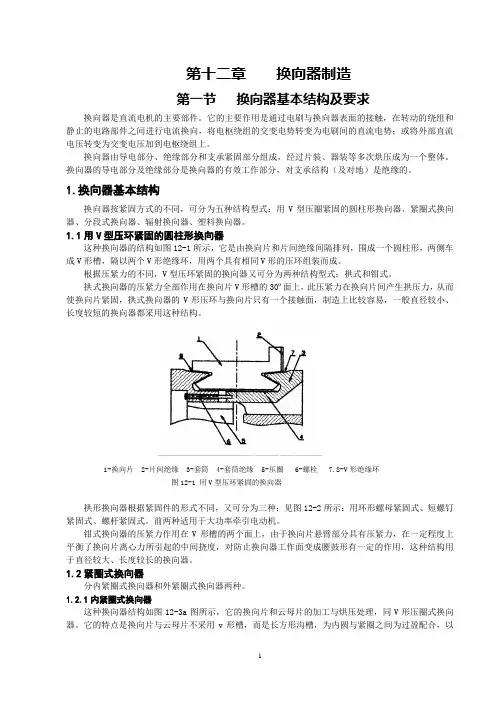
1.1用V型压环紧固的圆柱形换向器这种换向器的结构如图12-1所示,它是由换向片和片间绝缘间隔排列,围成一个圆柱形,两侧车成V形槽,隔以两个V形绝缘环,用两个具有相同V形的压环组装而成。
根据压紧力的不同,V型压环紧固的换向器又可分为两种结构型式:拱式和钳式。
拱式换向器的压紧力全部作用在换向片V形槽的30º面上,此压紧力在换向片间产生拱压力,从而使换向片紧固,拱式换向器的V形压环与换向片只有一个接触面,制造上比较容易,一般直径较小、长度较短的换向器都采用这种结构。
1-换向片 2-片间绝缘 3-套筒 4-套筒绝缘 5-压圈 6-螺栓 7.8-V形绝缘环图12-1 用V型压环紧固的换向器拱形换向器根据紧固件的形式不同,又可分为三种:见图12-2所示:用环形螺母紧固式、短螺钉紧固式、螺杆紧固式。
前两种适用于大功率牵引电动机。
钳式换向器的压紧力作用在V形槽的两个面上,由于换向片悬臂部分具有压紧力,在一定程度上平衡了换向片离心力所引起的中间挠度,对防止换向器工作面变成腰鼓形有一定的作用,这种结构用于直径较大、长度较长的换向器。
1.2紧圈式换向器分内紧圈式换向器和外紧圈式换向器两种。
1.2.1内紧圈式换向器这种换向器结构如图12-3a图所示,它的换向片和云母片的加工与烘压处理,同V形压圈式换向器。
《橡胶工艺学》复习思考题绪论1、简要说明生胶、混炼胶、硫化胶的区别和联系。
2、橡胶最典型的特征是什么?3、橡胶配方的基本组成包括哪些成分?各成分有何作用?4、橡胶基本的加工工艺过程有哪些?5、橡胶配合加工过程中的测试内容包括哪些?第一章生胶1、写出通用橡胶的名称和英文缩写。
2、天然橡胶的分级方法有哪几种?烟片胶和标准胶各采用什么方法分级?3、什么是塑性保持率?有何物理意义?4、天然橡胶中非橡胶成分有哪些?各有什么作用?5、什么是自补强性?6、写出天然橡胶的结构式。
从分子链结构分析为什么NR容易被改性,容易老化?7、NR最突出的物理性能有哪些?为什么NR特别适合作轮胎胶料?8、IR和NR在结构和性能上有什么不同?9、根据合成方法不同,丁苯橡胶有哪两种?10、轮胎胎面胶中使用丁苯橡胶主要是利用其什么特点?为什么SSBR比ESBR更适合做轮胎胎面胶料?11、BR最突出的性能有哪些?轮胎的胎侧使用BR是利用其什么特点/12、什么是冷流性?影响冷流性的因素有哪些?各是如何影响的?13、为什么乙丙橡胶特别适合作电线电缆的外包皮?为什么乙丙胶特别适合作户外使用的橡胶制品如各种汽车的密封条、防水卷材等?14、IIR最突出的性能有哪些?IIR作内胎是利用其什么特点?为什么IIR可以用作吸波材料?15、什么橡胶具有抗静电性?通用橡胶中耐油性最好的橡胶是什么?16、什么是氧指数?哪些橡胶具有阻燃性?17、为什么CR的耐老化、耐天候性要优于其他不饱和橡胶?18、耐热性、耐油性最好的橡胶是什么?什么橡胶可以耐王水的腐蚀?19、耐高低温性能最好的橡胶是什么?耐磨性最好的橡胶是什么?可以做水果保鲜材料的橡胶是什么?为什么硅橡胶特别适合制作航空航天器密封材料?20、哪些橡胶具有生理惰性,可以植入人体?21、通用橡胶中,哪些橡胶具有自补强性?22、什么是热塑性弹性体?23、SMR5、SCR10、SBR1502、SBR1712各表示什么橡胶?第二章硫化体系1、什么是硫化?橡胶硫化反应过程可分为哪几个阶段?2、画出硫化曲线,标出各阶段的名称。

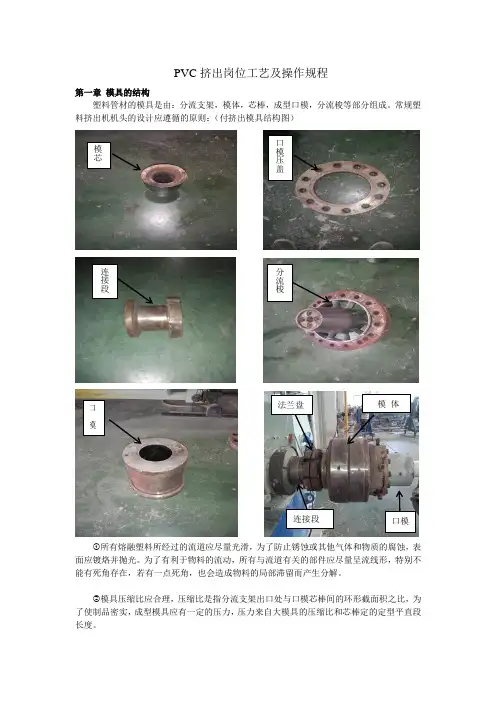
PVC 挤出岗位工艺及操作规程第一章 模具的结构塑料管材的模具是由:分流支架,模体,芯棒,成型口模,分流梭等部分组成。
常规塑料挤出机机头的设计应遵循的原则:(付挤出模具结构图)①所有熔融塑料所经过的流道应尽量光滑,为了防止锈蚀或其他气体和物质的腐蚀,表面应镀烙并抛光。
为了有利于物料的流动,所有与流道有关的部件应尽量呈流线形,特别不能有死角存在,若有一点死角,也会造成物料的局部滞留而产生分解。
②模具压缩比应合理,压缩比是指分流支架出口处与口模芯棒间的环形截面积之比,为了使制品密实,成型模具应有一定的压力,压力来自大模具的压缩比和芯棒定的定型平直段长度。
模芯 口模压盖 连接段 分流梭 口模 口模 模 体 连接段 法兰盘由于物料在支架处流过时受到剪切力不同,接近支架处剪力大于中心处,在支架区内,物料的流动有一定的速度差。
如果模具压缩比太小或平直段太短,管内壁会留有支架痕迹线,严重时会留有纵向裂痕。
模具的主要作用是使物料塑化的更加均匀,使物料压得更加密实,使物料由不规则流动变成规则的直线流动,并形成制品的形状。
机头主要分为芯子和机头体,由于物料在机头的停留时间较长,所以温度不宜过高。
机头的温度,压力,口模长度直接影响着合料线的情况和产品的性能。
第二章 螺杆的结构 工作原理 挤出控制一 螺杆挤出机螺杆按作用来说可依次分为:加料段,压熔段(熔融塑化段)和均化段(计量段)三部分组成。
(附挤出螺杆图片)螺杆加料段的作用是将物料送至熔融段,由于物料从料筒落下时所接触到的螺杆,其螺槽深度最大,所受压力最小,物料基本上是以颗粒向前推移。
随着物料的向前推移,压力逐渐增加,受到料筒加热加温和压力作用,物料开始出现熔融直至形成熔膜。
加料段是在喂料口位置,防止物料架桥通有冷却水;根据固体输送理论,为了实现大挤出量,要求螺杆有较大的输送能力,螺杆温度不宜过高,螺杆能靠不同部位之间的热传导和摩擦热来调节温度;即使机筒温度设的高,也只是反映机筒温度,而不是物料的实际问题。
绪论1.简述塑料、化学纤维和橡胶的分类和主要品种。
2.简述塑料、化学纤维和橡胶所涉及的主要特异性品质指标名称。
3.简要说明化学纤维的线密度和相对强度概念。
4.简述超细纤维的特点和复合纺丝制造方法。
5.简要说明高分子材料成形基本过程和成形过程中的变化。
6.成形制品时选择材料及其成形工艺应遵循哪些基本原则?并简要说明。
第一篇高分子成形基础理论第一章高分子材料的成形品质1. 高分子的可挤出性受哪些因素的影响?通常如何评价高分子的可挤出性?2. 挤出细流类型有哪些类型?什么类型是正常纺丝的细流类型?如何实现?3. 可纺性与哪些因素相关?如何相关?4. 可纺性理论包括哪两种断裂机理?请简要说明。
5. 什么是模塑性?试画图并说明高分子的最佳模塑区域。
6. 评价模塑性通常采用什么方法?请简要说明方法原理。
7. 聚合物的拉伸曲线有哪三种基本类型?哪两种拉伸曲线具有可延性?如何获得该两种拉伸曲线?8. 什么是可延性?高分子为什么具有可延性?如何评价可延性?9. 可延性的影响因素有哪些?如何影响?10. 试分析高分子成形过程中应如何对待高分子的粘弹性。
11. 试说明高分子成形过程中应如何利用高分子的松弛特性?12. 高分子应变硬化的物理基础是什么?高分子成形中哪些工艺利用了应变硬化?13. 合成纤维的成形中经常采用多级拉伸,试问有什么意义?多级拉伸应如何实施?14. 高分子的热膨胀系数随温度的变化表现出什么样的规律?15. 简要说明高分子比热容随温度的变化关系?16. 为什么非晶聚合物的导热系数随温度的变化规律在玻璃态和高弹态不同?第二章高分子成形流变学基础1. 区别三组概念:①剪切流动和拉伸流动;②稳态流动与非稳态流动;③等温流动与非等温流动。
2. 非牛顿流体有几种类型?分别表现出怎样的流动行为?3. 高分子流体在宽剪切速率范围内为什么往往会出现第一牛顿区、非牛顿区和第二牛顿区三个区域的流变特征?4. 什么是宾汉流体?有什么样的流动特征?为什么表现出那样的流动特征?5. 什么是幂律方程?幂律方程的K 和n 有什么特征?6. 时间依赖性流体有哪两种?它们为什么会出现时间依赖性?7. 测得一种热塑性聚合物熔体在注射成形条件下的流体稠度K=64,n=0.65,该熔体通过直径4mm 、长75mm 圆形等截面喷孔时的体积流率为5×10-5m 3·s -1,试计算管壁处的剪应力、剪切速率和整个圆管中的流速分布函数。
工艺规程文件编号:HD/GC010-2015工艺类别:挤出编制:校对:审核:批准:生效日期凌海航达航空科技有限公司目录1.总体要求 (2)2.目的 (2)3.适用范围 (2)4.产品概述 (3)5.依据 (3)6.工序级别定义 (3)7. 所用主要设备 (3)8.工艺流程 (3)9.检验定义 (4)10.工作记录 (4)11.具体工艺要求 (4)12. 工艺重要关联与补充 (7)附录《生产工艺&过程检验卡》(PM-QCP-006-01)——挤出1.总体要求1.1 本工艺需要熟练操作工执行操作。
要求操作者丰富的挤出机操作经验和技能,能够独立或协调对挤出模具简单问题的处理、拆装、材料的配色等关键工序的完成。
对常见材料有一定的识别能力。
对所使用的挤出、粉碎等设备,能够处理简单故障。
执行此工艺过程中,要求密切配合、支持本公司各级检验员的工作,尊重其检验结果,执行质控部对质量问题的纠正、返修裁断。
服从MRB对重大质量问题的审核及处理结果。
1.2 生产工序的现场中,该产品/零部件的有效/受控图纸及详实记录的《生产工艺&过程检验卡》(PM-QCP-006-01)、《产品检验记录卡》(PM-QCP-006-03)、《产品终检检验卡》(PM-QCP-006-04)等追溯性文件同时存在,必须做到图、物、卡同步存在或转序。
2. 目的2.1 使生产厂家或本公司生产操作者,在本规程的指导下,正确、高效地生产出合格产品。
2.2 为了实现产品生产过程中的质量控制。
2.3 为了合理利用原辅材料、设备、人员和生产时间。
2.4 为了使公司管理规范化,使生产中的“人、机、料、法、环”得到统筹、合理安排和利用,最大限度地减小内耗、提高效益。
3.适用范围:3.1 客舱地板压条、应急荧光条。
3.2 洗手间壁板、乘务员座椅防撞条内芯和底座。
3.3 行李舱座位标牌底座。
3.4 封严条、密封条、护板牙条、包边条。
3.5 洗手间、隔板下防踢板。
第十二章换向器制造第一节换向器基本结构及要求换向器是直流电机的主要部件。
它的主要作用是通过电刷与换向器表面的接触,在转动的绕组和静止的电路部件之间进行电流换向,将电枢绕组的交变电势转变为电刷间的直流电势;或将外部直流电压转变为交变电压加到电枢绕组上。
换向器由导电部分、绝缘部分和支承紧固部分组成,经过片装、器装等多次烘压成为一个整体。
换向器的导电部分及绝缘部分是换向器的有效工作部分,对支承结构(及对地)是绝缘的。
1.换向器基本结构换向器按紧固方式的不同,可分为五种结构型式:用V型压圈紧固的圆柱形换向器、紧圈式换向器、分段式换向器、辐射换向器、塑料换向器。
1.1用V型压环紧固的圆柱形换向器这种换向器的结构如图12-1所示,它是由换向片和片间绝缘间隔排列,围成一个圆柱形,两侧车成V形槽,隔以两个V形绝缘环,用两个具有相同V形的压环组装而成。
根据压紧力的不同,V型压环紧固的换向器又可分为两种结构型式:拱式和钳式。
拱式换向器的压紧力全部作用在换向片V形槽的30º面上,此压紧力在换向片间产生拱压力,从而使换向片紧固,拱式换向器的V形压环与换向片只有一个接触面,制造上比较容易,一般直径较小、长度较短的换向器都采用这种结构。
1-换向片 2-片间绝缘 3-套筒 4-套筒绝缘 5-压圈 6-螺栓 7.8-V形绝缘环图12-1 用V型压环紧固的换向器拱形换向器根据紧固件的形式不同,又可分为三种:见图12-2所示:用环形螺母紧固式、短螺钉紧固式、螺杆紧固式。
前两种适用于大功率牵引电动机。
钳式换向器的压紧力作用在V形槽的两个面上,由于换向片悬臂部分具有压紧力,在一定程度上平衡了换向片离心力所引起的中间挠度,对防止换向器工作面变成腰鼓形有一定的作用,这种结构用于直径较大、长度较长的换向器。
1.2紧圈式换向器分内紧圈式换向器和外紧圈式换向器两种。
1.2.1内紧圈式换向器这种换向器结构如图12-3a图所示,它的换向片和云母片的加工与烘压处理,同V形压圈式换向器。
第七节裱糊与软包工程一.裱糊工程适用范围:适用于普通壁纸、复合壁纸、塑料壁纸、玻璃纤维样布、天然料面(麻、锦缎、丝料面)墙布、化纤料面墙布、金属面壁纸等室内裱糊工程。
(一)施工准备1.材料要求:(1)壁纸、墙布的产品类型,图案,品种,色彩等应根据设计要求选配和其质量应符合现行的国家标准。
表面应是整洁,图案完好无损、清晰。
色彩一致的合格产品。
运输和储存时不得日晒雨淋,压延壁纸和墙布应放平,发泡壁纸、复合壁纸则应竖放。
(2)石膏、大白粉、滑石粉、聚醋酸乙烯乳液、羧甲基纤维素、108胶或各种型号的壁纸胶粘剂等。
其质量应符合有关国家现行标准的规定。
胶粘剂、嵌缝腻子、玻璃网格布等,应按壁纸和墙布的品种选配并根据设计和基层的实际需要提前备齐。
胶粘剂应具有防霉和耐久性,同时应满足建筑物的防火要求,避免在高温下因胶粘剂失去粘结力使壁纸脱落而引起火灾。
(3)对温度较高的房间和经常潮湿墙体表面,裱糊壁纸时,应采用有防水性能的壁纸、墙布和胶粘剂等材料。
(4)用于裱糊工程的腻子应具有一定的受潮不易脱落的性能。
(5)裱糊工程中所采用的水性胶粘剂、水性处理剂等必须有总挥发性有机化合物(TVOC)和游离甲醛含量测试报告;溶剂型胶粘剂必须有总挥发性有机化合物(TVOC)、苯、游离甲苯二异氰酸酯(TDI)(聚氨酯类)含量检测报告,并应符合设计要求和《民用建筑工程室内环境污染控制规范》GB50325-2001的规定。
2.裱糊施工主要工具活动裁切刀:刀片可伸缩,多节复用。
刮板:(薄钢片刮板或胶刮板)用于刮抹赶压,理平纸面。
钢板抹子:用于满刮腻子。
合金铝直尺:长80~100cm,宽4 cm,厚1 cm,两边有刻度尺,用于压界裁切壁纸。
压缝轧辊:用于辊压严密接缝。
裁纸案台:长2m,宽1m,高0.7m。
其他工具:钢卷尺、普通剪刀、弹线粉袋、平水尺、2米直尺、软布、毛巾、海绵块、图刷和裱糊用毛刷、毛扫、盛胶容器。
3.作业条件(1)裱糊工程应待顶棚、墙面、门窗及水电、建筑设备、油漆涂料工程完工后进行。
XXXXXXXX 有限公司
编制:审核:批准:
XXXXXXXX 有 限 公 司
挤出工序作业指导书
型号:
工序名称:挤出工序
文件编号:QR/CC01-B-220-(27)-A/1
版本 B 页码 共5第2页
序号 物料名称
用量 适用于橡胶挤出:
5. 待挤出机挤出制品后,且制品长度足够到达后硫化烘道后打开硫化烘道的上盖,将挤出制品迅速牵引穿过前硫化烘
道到后硫化烘道的托盘上。
6. 调整托带牵引速度,使之与挤出速度同步(挤出速度用测点法测定,具体方法是;在托带上放一物体,测算其从后
烘道前端进入到从后端出来的时间)。
7. 生产中随时注意温度显示仪表的变化,如温度下降过快应立即停机,立即检查电器元件以免造成胶料浪费。
8. 待制品通过后段烘箱后,将制品取下,放于干净的转运车上,停放至室温。
1 硅橡胶 适量
2 芯棒
仪器、工具、 1 挤出机
编制: 审核: 批准:
XXXXXXXX 有限公司
编制:审核:批准:
XXXXXXXX 有限公司
编制:审核:批准:
XXXXXXXX 有限公司。