生产线张力控制运动控制系统毕业设计报告
- 格式:ppt
- 大小:9.28 MB
- 文档页数:20
1 引言20世纪60年代,特别是80年代以来,随着电力电子技术、现代控制理论、计算机技术和微电子技术的发展,逐步形成了集多种高新技术于一身的现代电气传动技术。
高精度、高可靠性的变频调速系统,凸显了交流异步电动机结构简单、价格便宜、工作可靠和维护方便等优点,为冶金处理线的张力控制技术的发展提供了强有力的保证。
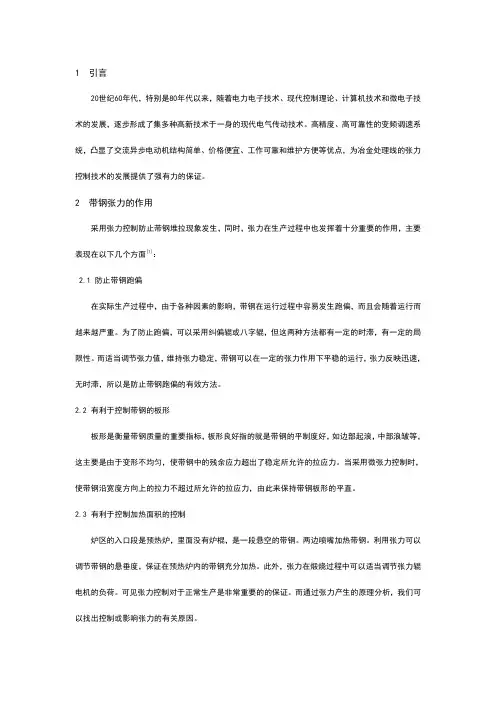
2 带钢张力的作用采用张力控制防止带钢堆拉现象发生,同时,张力在生产过程中也发挥着十分重要的作用,主要表现在以下几个方面[1]:2.1 防止带钢跑偏在实际生产过程中,由于各种因素的影响,带钢在运行过程中容易发生跑偏,而且会随着运行而越来越严重。
为了防止跑偏,可以采用纠偏辊或八字辊,但这两种方法都有一定的时滞,有一定的局限性。
而适当调节张力值,维持张力稳定,带钢可以在一定的张力作用下平稳的运行,张力反映迅速,无时滞,所以是防止带钢跑偏的有效方法。
2.2 有利于控制带钢的板形板形是衡量带钢质量的重要指标,板形良好指的就是带钢的平制度好,如边部起浪,中部浪皱等,这主要是由于变形不均匀,使带钢中的残余应力超出了稳定所允许的拉应力。
当采用微张力控制时,使带钢沿宽度方向上的拉力不超过所允许的拉应力,由此来保持带钢板形的平直。
2.3 有利于控制加热面积的控制炉区的入口段是预热炉,里面没有炉棍,是一段悬空的带钢。
两边喷嘴加热带钢。
利用张力可以调节带钢的悬垂度,保证在预热炉内的带钢充分加热。
此外,张力在煅烧过程中可以适当调节张力辊电机的负荷。
可见张力控制对于正常生产是非常重要的的保证。
而通过张力产生的原理分析,我们可以找出控制或影响张力的有关原因。
3 带钢张力控制方案以冶金处理线的控制为例,介绍具体控制方案。
图1表示了一条简单处理线的主要传动设备,由开卷机、卷取机、活套和若干张力辊组成。
开卷机,卷取机,活套分别建立各段张力,张力辊根据工艺需要分断上下游张力。
处理段br2参与tm1(张力计)的直接张力控制,其他张力辊作为各速度区域(活套将全线分成入口、中部、尾部三段)的速度基准[2]。
目录1. 毕业实习的目的、意义、要求...................................2. 总体介绍.....................................................3.张力控制系统..................................................3.1组成.....................................................3.2原理.....................................................3.3分类.....................................................3.4调试.....................................................4.编码器........................................................4.1工作原理.................................................5.对社会可持续发展等的影响......................................6.总结..........................................................7.参考文献......................................................1. 毕业实习的目的、意义、要求目的:1、熟悉张力控制系统的组成及工作原理。
2、了解张力检测装置、熟悉编码器的种类。
3、初步掌握S7-300PLC和G120变频器的应用。
4、了解张力控制系统的调试步骤和方法。
意义:在工业生产的诸多行业,经常会遇到卷绕控制问题。
钢板彩印线张力控制系统的设计随着现代工业的不断发展和进步,钢板印刷生产技术也得到了不断的提升和拓展,彩印线成为了现代钢板生产线中不可或缺的一部分。
然而,在钢板彩印线生产过程中,由于张力的不稳定以及其他一些因素的影响,可能会导致钢板的变形或者印刷质量的下降。
因此,如何设计一个可靠的钢板彩印线张力控制系统成为了一项重要的工作。
一、系统框架钢板彩印线张力控制系统是由多种硬件设备和软件程序构成的,主要包括:动力系统、张力控制器、辊筒系统、传感器以及监控软件等。
其中动力系统提供驱动力,使整个生产线可以运转;张力控制器能够精确控制钢板的张力大小,保证印刷过程中的稳定性;辊筒系统通过多个不同的辊筒协同工作,将钢板牢固地固定在生产线上,保证印刷质量的准确性;传感器能够精确地感知钢板的张力情况;监控软件则能够及时监控整个系统的运行情况,避免出现故障。
二、系统原理三、系统特点1. 精准稳定:该系统能够实现对钢板张力的精确控制,保证印刷过程中的稳定性和印刷质量。
2. 独立控制:该系统能够独立控制每一条钢板的张力,最大程度地避免了因单个钢板操作不当而导致整个生产线出现故障的情况。
3. 信息化监控:该系统能够通过监控软件实现对整个系统的监控,及时发现和解决生产过程中的问题。
4. 自适应调节:该系统能够根据不同生产环境的变化自动调节张力大小,保证在任何情况下,都能够实现对张力的精确控制。
四、系统优势1. 生产效率高:该系统能够有效地提高生产效率,减少因印刷质量不良导致的重复印刷次数,降低生产成本。
2. 操作简便:该系统的操作简便,易于维护,能够最大程度地降低操作成本。
3. 适应性强:该系统适用于任何类型和规格的钢板印刷生产线,可以根据不同的产品进行自适应调节。
四、结论钢板彩印线张力控制系统是现代钢板生产线中必不可少的一部分,其设计合理、性能优良、使用方便,能够极大地提高生产效率和印刷质量,减少生产成本。
同时,该系统可适用于任何类型和规格的钢板印刷生产线,是一项非常有价值的技术创新。
毕业设计说明书基于PLC的电线电缆张力测控设计专业电气工程及其自动化学生姓名顾达炜班级B电气102学号1010601231指导教师吴帆完成日期2014年6月5日毕业设计说明书独创性声明本人声明所呈交的毕业设计说明书是本人在导师指导下进行的研究、设计工作后独立完成的。
除了文中特别加以标注和致谢的地方外,说明书中不包含其他人己经发表或撰写过的研究成果。
对本文的研究所做贡献集体和个人,均己在说明书中作了明确的说明并表示谢意。
本人完全意识到本声明的法律后果由本人承担。
毕业设计说明书作者签名:日期: 年月日指导教师签名:日期: 年月日基于PLC的电线电缆张力测控设计摘要:现在发展快速的社会之中,手工基本上被机器所代替了,进而使人力资源得到了很大程度的节省,在生产之中很大比例为自动化控制所占据,这样很大程度的增加了工作效率。
PLC于各个行业当中都大规模的运用,它是一类用集成电路在计算机科技的原理上开展出来的最新的用于工业控制的设备,在卷线制品的生产中同样有所涉足,因为迅速兴旺的电力通信行业,更加需要电线电缆。
由于对于电线电缆生产中张力控制起到核心的作用,因而,研制张力测控系统由PLC、变频器、传感器组成。
设计分为系统的硬件和软件两部分。
在硬件方面,自动化控制系统由西门子S7-200 CPU226 PLC作为核心,驱动装置为变频器M420,取样电路、张力传感器等所构成。
在软件方面,重点设计包括PLC,同样也进行了变频器的软件方面设计,介绍了PLC的构成与运行原理、张力传感器对于信号取样、EM235模拟量模块对数据处理等内容。
西门子PLC使用S7-200PLC与USS变频器通讯指令,处理张力传感器主机电压信号的输出,送达的的张力信号将送至变频器,开始实时变更现场数据,根据变频器参数设置PLC和PLC逻辑运算,用户以便能够到达电线电缆张力控制的需求。
关键词:传感器;张力控制;PLC;变频器;The Design of Web-based Students InformationManagement SystemAbstract:Now fast development of the industrialization of the society, and largely replaced by machine manual, and then make the human resource has been greatly save, very large proportion in the production of automation control, so that greatly increases the work efficiency.PLC in various industries are the use of the mass, it is a kind of integrated circuit, on the principle of computer science and technology to carry out the latest equipment used in industrial control, also some involvement in roll of wire products production, because of the rapid prosperity of electric power communication industry, wire and cable constantly add much needed, because for the production of wire and cable tension control period to the core role.Thus, then, developed tension measurement and control system composed of PLC, frequency converter, sensors.This paper introduces the hardware and software design of the system.In hardware, automation control system of Siemens S7-200 PLC CPU226 as the core, drive for inverter M420, sampling circuit, tension sensor, etc.In software, the key design including the software of PLC and frequency converter, sampling of tension sensor output signal from the host PLC, acquisition of analog numerical began in the analog module EM235 integrated operation, e Siemens PLC S7-200 PLC and USS inverter communication instruction, tension sensor voltage signal output of the host, served the tension signals will be sent to the frequency converter, began to change in real-time field data, according to the inverter parameter Settings PLC and PLC logic operation, the user can reach the demand of the electric wire electric cable tension control.Key Words:sensor;tension control;PLC;frequency converter;盐城工学院本科生毕业设计说明书(2014)目录1. 概述 (1)1.1课题背景及意义 (1)1.2张力测控系统的发展情况 (2)1.3本文的主要章节安排 (2)2. 电线电缆张力测控系统的总体方案设计 (3)2.1 张力产生的原理 (3)2.2 张力变化的主要因素 (4)2.3 系统总体方案设计 (4)2.3.1张力传感器 (5)2.3.2本课题A/D转换器的选用 (6)2.3.3本课题选用的PLC (10)2.3.4本课题选用的变频器 (11)2.3.5终端监控系统 (11)2.3.6执行机构 (12)3. 系统硬件设计 (13)3.1 西门子S7-200 (13)3.1.1 可编程控制器的特点 (13)3.1.2 S7-200的基本结构 (14)3.2 S7-200CPU226、EM235、变频器的连接图 (16)4. 系统软件设计 (17)4.1 PLC工作原理 (20)4.2 设置系统工作时M420变频器的参数 (21)4.3 USS通讯指令 (21)4.4 张力测控系统的主流程图 (24)4.5 张力测控系统的主程序 (24)4.6 终端监控系统的设计 (25)5. 结束语 (27)参考文献 (28)致谢 (29)附录 (30)附录1:主程序图 (31)附录2:硬件连接图 (34)附录3:组态程序示意图 (35)盐城工学院本科生毕业设计说明书(2014)基于PLC的电线电缆张力测控设计1.概述1.1课题背景及意义对电线电缆生产卷取过程中张力的控制需求为本毕业论文的来源。
摘要张力控制是生产过程中极其重要的一环,良好的张力控制能够确保产品质量,提高生产效率。
本文主要介绍了张力控制变频收卷的控制原理。
此技术能够保证收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时张力过小的现象。
收卷中张力的控制就现在来说还是个难题,文章中基于建立的数学模型,介绍了变频收卷的原理,按照一定的控制策略进行数据处理,实时调整控制信号。
通过PLC进行卷径的计算,改变变频器的输出频率,对电机进行控制。
对收卷而言,随着卷径的逐渐增大,转矩的值也随之增大,变频器输出的速度将随之减少,符合收卷的基本原理,同时张力也在控制之中。
系统实现了收卷张力的工艺定量化,完成了转矩和速度的自动跟踪转变。
为了改进系统的控制性能,我们必须改进控制的策略。
在收卷系统中,传统的PI控制不能够很好地满足张力控制的精度,稳定程度。
所以文章在最后提出了模糊自适应PID控制方法,应该是以后张力控制算法的主流研究方向。
关键词:变频器,收卷,张力控制ABSTRACTGood tension control improves product quality and productivity。
The article introduces the control principle of tension controlled variable frequency。
This technology makes the whole winding process stable and avoids the over tension of small winding and keep tension not getting too small in big rolling。
The control of tension upon rolling-up is the conundrum at present。
This article not only based the math model,but also introduced the project of invariable tension control according PLC which calculated the rolling diameter and adjusted the output frequency of transducer。
电镀锡生产线张力控制系统的建模仿真与实现的开题报告一、研究背景与意义电镀锡是一种将锡在金属表面制成一层保护层的电化学过程。
电镀锡广泛应用于包装、航空航天、汽车、电子、通信等领域。
要保证电镀锡的质量,需要严格控制电镀锡生产过程中的一系列参数。
其中,张力控制是一个关键环节。
传统的电镀锡生产线的张力控制系统存在以下问题:(1)传统的张力控制系统存在滞后现象,反应速度较慢。
(2)在峰值张力时,控制系统常常无法使张力保持在合适的范围内。
(3)传统控制算法受到电流、电压等因素的影响,精度难以保证。
因此,需要建立一种模型仿真与实现方法,改进张力控制系统,提高电镀锡生产线的质量和效率。
二、研究内容与方法(1)研究内容本文将围绕电镀锡生产线张力控制系统进行研究。
主要包括:1. 建立电镀锡生产线张力控制系统的数学模型。
2. 对传统的张力控制算法进行改进,提高反应速度、精度和稳定性。
3. 建立仿真模型,进行仿真实验,验证控制算法的有效性和稳定性。
4. 搭建实验平台,对控制算法进行实际验证。
(2)研究方法本文将采用以下方法进行研究:1. 理论分析法:通过理论分析,建立张力控制系统的数学模型。
2. 算法改进法:基于传统的张力控制算法,通过改进算法结构、选择合适的参数等方式,提高算法精度和稳定性。
3. 仿真实验法:建立仿真模型,进行仿真实验,验证控制算法的有效性和稳定性。
4. 实验验证法:搭建实验平台,对控制算法进行实际验证。
三、预期研究成果(1)计划完成的工作1. 建立电镀锡生产线张力控制系统的数学模型。
2. 对传统的张力控制算法进行改进,提高反应速度、精度和稳定性。
3. 建立仿真模型,进行仿真实验,验证控制算法的有效性和稳定性。
4. 搭建实验平台,对控制算法进行实际验证。
(2)预期研究成果1. 建立电镀锡生产线张力控制系统的数学模型。
2. 提出一种优化的张力控制算法,提高算法精度和稳定性。
3. 建立仿真模型,验证控制算法的有效性和稳定性。
精确柔性成型钢管生产线张力控制系统设计与研究的开题报告一、研究背景和意义随着工业化进程不断发展,精密制造业的重要性愈来愈受到重视。
其中,钢管生产是一个极为重要的领域,特别是精确柔性成型钢管的生产。
传统的钢管生产线一般采用钢板冷轧的方式生产,成型精度、产品品质和生产效率均受到较大限制。
而精确柔性成型钢管生产工艺是利用超精密的辊轮成型装置,对钢板进行完美无瑕疵的轧制成型。
然而,在精确柔性成型钢管生产线生产过程中,钢带张力控制是实现高品质、高效率、高稳定性生产的关键因素。
钢带张力变化会直接影响到成型精度,甚至会导致钢带破损或其他质量问题,从而降低生产效率。
因此,实现钢带张力控制系统的精准、快速和稳定,对于精确柔性成型钢管生产线的进一步提升和发展具有非常重要的意义。
二、研究内容和技术路线本课题着重研究和探讨精确柔性成型钢管生产线张力控制系统的关键技术和实现方法。
主要研究内容包括:1. 钢带张力分析与控制系统设计。
钢带张力是影响钢带成型的重要因素。
通过钢带张力分析,得出钢带张力变化的规律和影响因素,并结合控制系统设计,实现钢带张力的精准、快速、稳定地控制。
2. 控制系统的硬件设计。
主要设计以PLC为核心的控制器电路板和控制信号传输模块。
通过钢带张力传感器获取钢带张力数据,进行数据处理和控制信号输出。
3. 控制系统的软件设计。
进行控制算法设计和开发控制程序,实现闭环控制和自适应控制等多种控制模式,提高钢带张力控制系统的可靠性、稳定性和智能化程度。
技术路线如下:1. 钢带张力数据采集:利用钢带张力传感器采集钢带张力数据。
2. 控制信号输出:利用控制器电路板和控制信号传输模块,将控制信号输出到成型设备的驱动装置。
3. 控制算法设计:实现速度控制、力矩控制、位置控制和自适应控制等多种控制模式的设计和实现。
4. 控制程序开发:基于控制算法进行程序开发,并结合控制器和硬件设备进行优化和实现。
三、预期成果和应用价值1. 设计出具有高可靠性、高精度、高效率和智能化水平的张力控制系统,提高了精确柔性成型钢管生产线的生产效率和成品质量。
自动化生产线控制系统设计实践报告英文回答:Automation production line control systems areessential in modern manufacturing industries as they help improve efficiency, reduce errors, and increase productivity. In this report, I will discuss the design and implementation of an automation production line control system.To begin with, the first step in designing an automation production line control system is to identify the specific requirements and goals of the system. This includes understanding the production process, the desired output, and any specific constraints or limitations. For example, if the goal is to increase production speed, the control system needs to be designed to handle high-speed operations and minimize downtime.Once the requirements are identified, the next step isto select the appropriate hardware and software components for the control system. This may include programmable logic controllers (PLCs), human-machine interfaces (HMIs), sensors, and actuators. The hardware components should be chosen based on their compatibility with the productionline and their ability to meet the system requirements. For instance, if the production line involves heavy machinery, robust and durable PLCs should be selected.After selecting the hardware components, the next step is to design the control logic and programming for the system. This involves creating a sequence of operations and defining the conditions for each operation to occur. The control logic should be designed in a way that ensures smooth and efficient operation of the production line. For example, if a certain operation requires a specific temperature range, the control logic should include temperature sensors and actuators to maintain the desired temperature.Once the control logic is designed, it needs to be implemented and tested. This involves programming the PLCsand configuring the HMIs to reflect the desired control logic. The system should then be tested to ensure that it operates as intended and meets the specified requirements. Any issues or errors should be identified and addressed during the testing phase.In addition to the design and implementation, it isalso important to consider the maintenance and troubleshooting of the automation production line control system. This includes regular inspections, software updates, and addressing any malfunctions or breakdowns. It iscrucial to have a well-trained maintenance team that can quickly diagnose and resolve any issues to minimize downtime and production losses.中文回答:自动化生产线控制系统在现代制造业中至关重要,它们有助于提高效率,减少错误,并增加生产力。
电线电缆张力测控系统的设计张海燕【摘要】随着PLC在各行各业中的广泛应用,生产卷线制品当然也不会例外,我国的经济正处于发展的高峰期,通信及电力行业也在快速发展着,其中对电线电缆的需求量也逐渐增加,在电线电缆的生产过程中控制张力起到了十分重要的作用。
对张力测控系统的研究是具有深远意义的。
%With the wide application of PLC in all walks of life, the production volume line product is no exception. China's economy is in the peak period of development, and communication and electric power industry is also developing rapidly. The demand for wire and cable quantity is increasing gradually. Tension control plays a very important role in the production process of wire the cable. It is of far-reaching significance to study the tension control system.【期刊名称】《价值工程》【年(卷),期】2014(000)024【总页数】2页(P29-29,30)【关键词】张力;控制;传感器;EM235;PLC;变频器【作者】张海燕【作者单位】明达职业技术学院,射阳224300【正文语种】中文【中图分类】TP2730 引言随着我国经济的快速发展,各行业对电线电缆的需求量日益增加,各生产厂商面临着对电线电缆质量上的竞争,电线电缆生产自动化程度的不断提高,使得越来越多的卷线设备需要采用微机对其进行控制和保护,以此提高生产的经济性和安全性。
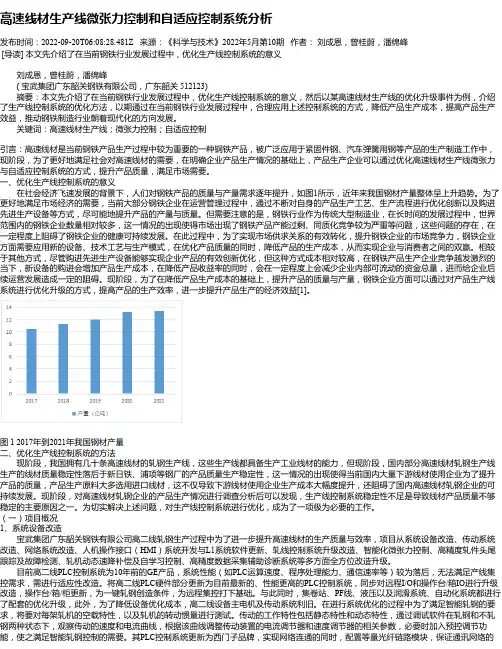
高速线材生产线微张力控制和自适应控制系统分析发布时间:2022-09-20T06:08:28.481Z 来源:《科学与技术》2022年5月第10期作者:刘成恩,曾桂蔚,潘绵峰[导读] 本文先介绍了在当前钢铁行业发展过程中,优化生产线控制系统的意义刘成恩,曾桂蔚,潘绵峰( 宝武集团广东韶关钢铁有限公司,广东韶关 512123)摘要:本文先介绍了在当前钢铁行业发展过程中,优化生产线控制系统的意义,然后以某高速线材生产线的优化升级事件为例,介绍了生产线控制系统的优化方法,以期通过在当前钢铁行业发展过程中,合理应用上述控制系统的方式,降低产品生产成本,提高产品生产效益,推动钢铁制造行业朝着现代化的方向发展。
关键词:高速线材生产线;微张力控制;自适应控制引言:高速线材是当前钢铁产品生产过程中较为重要的一种钢铁产品,被广泛应用于紧固件钢、汽车弹簧用钢等产品的生产制造工作中,现阶段,为了更好地满足社会对高速线材的需要,在明确企业产品生产情况的基础上,产品生产企业可以通过优化高速线材生产线微张力与自适应控制系统的方式,提升产品质量,满足市场需要。
一、优化生产线控制系统的意义在社会经济飞速发展的背景下,人们对钢铁产品的质量与产量需求逐年提升,如图1所示,近年来我国钢材产量整体呈上升趋势。
为了更好地满足市场经济的需要,当前大部分钢铁企业在运营管理过程中,通过不断对自身的产品生产工艺、生产流程进行优化创新以及购进先进生产设备等方式,尽可能地提升产品的产量与质量。
但需要注意的是,钢铁行业作为传统大型制造业,在长时间的发展过程中,世界范围内的钢铁企业数量相对较多,这一情况的出现使得市场出现了钢铁产品产能过剩、同质化竞争较为严重等问题,这些问题的存在,在一定程度上阻碍了钢铁企业的健康可持续发展。
在此过程中,为了实现市场供求关系的有效转化,提升钢铁企业的市场竞争力,钢铁企业方面需要应用新的设备、技术工艺与生产模式,在优化产品质量的同时,降低产品的生产成本,从而实现企业与消费者之间的双赢。
张力控制资料调研报告一调研目的掌握张力控制行业的最新动态,找出能应用丁公司产品生产的技术,为无捻粗纱自动化研究项目以及后续相关研究奠定基础。
二调研内容搜集关丁张力控制的产品、系统、原理等,并明确其应用领域。
三调研方式网络搜集资料四调研结果1张力控制概念所谓的张力控制,通俗点讲就是要能控制电机输出多大的力,即输出多少牛顿。
反应到电机轴即能控制电机的输出转距。
真正的张力控制不同丁靠前后两个动力点的速度差形成张力的系统,靠速度差来调节张力的实质是对张力的PID控制,要加张力传感器。
而且在大小卷启动、停止、加速、减速、停车时的调节不可能做到象真正的张力控制的效果,张力不是很稳定。
肯定会影响生产出产品的质量。
无论多么复杂的系统,其张力控制的原理都是大同小异的。
张力控制装置整体可以分为3部分。
1)张力/速度检测装置2)控制装置3)执行机构及驱动器在实际生产中,实现卷绕张力的方法主要有3种:1)直接法:直接采用张力传感器测量物料的张力,构成张力闭环控制;或者直接检测物料的线速度,构成速度闭环控制。
2)间接法:造成张力或者线速度变化的主要因素是物料卷经的变化,因此可以采用扰动补偿控制。
3)复合法:结合上述两种方法。
2张力控制的分类2.1按控制方式分类1)闭环式全自动张力控制是由张力传感器直接测定料带的实际张力值,然后把张力数据转换成张力信号反馈回张力控制器,通过此信号与控制器预先设定的张力值对比,计算出控制信号,自动控制执行单元则使实际张力值与预设张力值相等,以达到张力稳定目的。
它是目前较为先进的张力控制方法。
2)开环式半自动张力控制乂称卷径检测式张力控制,它是用安装在卷轴处的接近开关、检测出卷轴的转速,并通过所设定的卷轴直径初始值和材料厚度,累积计算求得收卷或放卷筒当前的直径,相应卷径的变化输出控制信号,3)以控制收卷转矩或放卷制动转矩,从而调整料带的张力。
此种张力控制不受外界剌激的影响,能实行稳定的张力控制。
退火生产线入口活套张力控制系统的设计退火生产线入口活套张力控制系统是一种用于控制连续生产线进口处活套的张力的自动化系统。
本系统主要由传感器、执行器、控制器和显示器组成,其设计目的是确保在生产线运行期间能够精确控制活套的张力以避免运行期间的设备损坏和停机时间。
以下是退火生产线入口活套张力控制系统的设计:
1.传感器:该系统采用张力传感器,用于测量活套的张力,以确保张力始终控制在正确的范围内。
2.执行器:该系统采用能够快速响应变化的执行器,以确保在检测到过高或过低的张力时能够立即调整活套的位置。
3.控制器:该系统采用PLC控制器,用于处理传感器传输的数据,并根据设定的张力范围自动调整执行器的位置。
4.显示器:该系统还配备了显示器,用于显示当前的活套张力,以便操作员可以轻松监控系统的性能。
总体上,退火生产线入口活套张力控制系统的设计旨在最大程度地减少生产线的停机时间和设备损坏,从而提高生产效率和质量。
模糊PID算法在纸张张力控制系统中的应用摘要:根据实验设备的纸张张力的特点和控制要求,建立了控制系统的数学模型,设计了一种具有适应能力的模糊PID控制器,分析了控制器的结构和规则。
仿真实验证明,该控制器具有动态响应过c程比常规PID控制器快,超调量明显较小。
关键词:张力控制;模糊控制;PIDApplication of Fuzzy PID Algorithm in Paper Tension Control SystemAbstract:According to the characteristics and control requirements of paper tension, the paper establishes a mathematical model of the control system, and designs a fuzzy PID controller with adaptive ability, and analyses the structure and rules of the controller. Simulation results show that the dynamic response of the controller is faster than that of the conventional PID controller, and the overshoot is obviously smaller.Keywords: tension control; fuzzy control; PID1 引言本次实验的目的是通过对常见的生产设备的设计实践,了解一般控制系统的设计过程、要求和设计方法,通过实践能够巩固所学知识,达到灵活运用的目的。
实验任务是在纸张的张力控制设备设备平台上实现:一台电机以固定速率转动,另一台电机跟随,并保持纸张收卷过程中张力恒定。
一、前言随着我国经济的快速发展,制造业在国民经济中的地位日益重要。
为了提高生产效率和产品质量,生产线控制技术得到了广泛应用。
本报告旨在总结我在生产线控制实训过程中的所学所得,并对实训内容进行深入分析。
二、实训目的与内容本次生产线控制实训的主要目的是通过实际操作,掌握生产线控制的基本原理、方法和应用,提高我的实际操作能力和解决实际问题的能力。
实训内容主要包括以下几个方面:1. 生产线设备认知:了解生产线的组成、工作原理及设备性能。
2. 生产线控制系统的组成与原理:学习PLC(可编程逻辑控制器)的工作原理、编程方法及应用。
3. 生产线控制系统的设计与调试:根据实际生产需求,设计生产线控制系统,并进行调试与优化。
4. 生产线控制系统的维护与故障排除:学习生产线控制系统的日常维护方法,以及故障诊断与排除技巧。
三、实训过程与心得1. 生产线设备认知在实训初期,我们首先对生产线设备进行了详细的认知。
通过实地参观和设备操作,我了解了生产线的基本组成,包括输送设备、加工设备、检测设备等。
同时,我还学习了各种设备的操作规程和维护方法。
2. 生产线控制系统的组成与原理在了解了生产线设备的基础上,我们开始学习生产线控制系统的组成与原理。
通过学习PLC的工作原理,我明白了PLC在生产线控制中的作用,以及其编程方法。
在实际操作中,我们学习了如何使用PLC编程软件编写控制程序,并进行了调试。
3. 生产线控制系统的设计与调试在实训过程中,我们根据实际生产需求,设计了生产线控制系统。
首先,我们分析了生产线的工艺流程,确定了控制系统的控制目标和控制要求。
然后,我们利用PLC编程软件,编写了控制程序,并对控制系统进行了调试。
在调试过程中,我们遇到了许多问题,但在老师和同学的指导下,我们逐一解决了这些问题,最终实现了生产线的自动化控制。
4. 生产线控制系统的维护与故障排除在生产线控制系统运行过程中,我们学习了如何进行日常维护和故障排除。