第五章车间布置设计
- 格式:ppt
- 大小:5.12 MB
- 文档页数:71
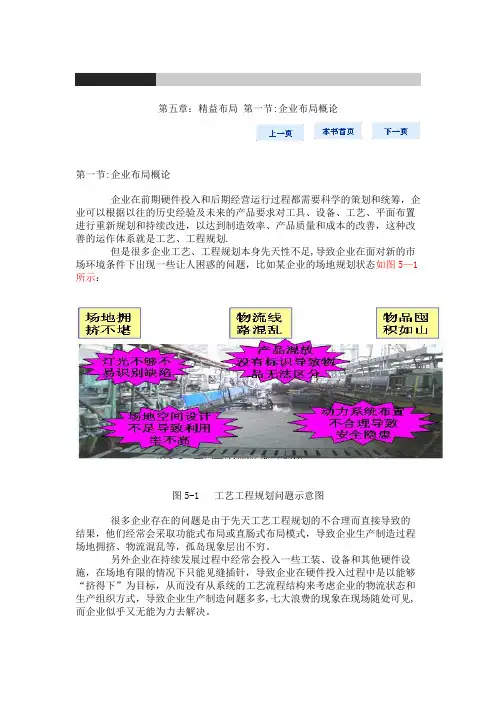
第五章:精益布局第一节:企业布局概论第一节:企业布局概论企业在前期硬件投入和后期经营运行过程都需要科学的策划和统筹,企业可以根据以往的历史经验及未来的产品要求对工具、设备、工艺、平面布置进行重新规划和持续改进,以达到制造效率、产品质量和成本的改善,这种改善的运作体系就是工艺、工程规划.但是很多企业工艺、工程规划本身先天性不足,导致企业在面对新的市场环境条件下出现一些让人困惑的问题,比如某企业的场地规划状态如图5—1所示:图5-1 工艺工程规划问题示意图很多企业存在的问题是由于先天工艺工程规划的不合理而直接导致的结果,他们经常会采取功能式布局或直肠式布局模式,导致企业生产制造过程场地拥挤、物流混乱等,孤岛现象层出不穷。
另外企业在持续发展过程中经常会投入一些工装、设备和其他硬件设施,在场地有限的情况下只能见缝插针,导致企业在硬件投入过程中是以能够“挤得下”为目标,从而没有从系统的工艺流程结构来考虑企业的物流状态和生产组织方式,导致企业生产制造问题多多,七大浪费的现象在现场随处可见,而企业似乎又无能为力去解决。
我们来看一家企业的生产现场布局结构模拟图5-2所示:图5-2 传统布局结构运行示意图通过对企业的现状布局结构进行改善,分析过程的七大浪费环节,建立一个流畅、精益的布局规划,从而为企业实现单件流模式提供条件,如图5—3所示。
图5-3 现代布局结构运行示意图精益专家解析:传统布局结构没有考虑到生产制造过程中的工艺路线的紧密程度和生产组织过程中的流动要求,严重制约着企业精益物流的运行和精益制造模式的建立,对企业生产制造现场的管理带来了很大的难度,现场混乱不堪、物流资源耗费巨大、场地拥挤无序等现象严重阻碍了“单件流”的实现,整个制造周期由于传统的布局结构而无法得到有效改善。
企业可以用“单件流”的思想实现企业现场精益布局来克服企业制造过程中所面对的问题.【读书心得】第二节: 传统布局解析国内很多企业是在社会主义市场经济刚刚建立之初才组建起来,在特定的历史环境条件下,企业面对的市场环境比较特殊,没有激烈的竞争压力,产品系列比较单一,生产规模比较小,在公司筹建的过程中没有对设备、厂房等硬件的配置和布局进行整体规划。


第五章车间布置设计第一节车间布置设计的内容和程序一、车间布置设计的程序、内容及相互关系在完成初步设计工艺流程图和设备选型之后,进一步的工作就是将各工段与各设备按生产流程在空间上进行组合、布置,并用管道将各工段和各设备连接起来。
前者称车间布置,后者称管道布置(配管设计)。
(一)车间布置初步设计车间布置初步设计的最后成果是一组平(剖)面布置图(初)或一只布置模型加有关照片。
(二)车间布置施工图设计车间布置施工图设计的最后成果是最终的车间布置平(剖)面图,这是工艺提供给其他专业的基本设计条件。
它给土建业提供建筑结构的尺寸和标高;设备支脚、操作平台、楼梯、通道、道路的位置与要求;防火、防爆、防腐和物料及设备运输要求。
它给设备设计部门提供容器与换热器的支脚形式与位置,管口方位等。
对电气和仪表专业提供配电室,控制室位置,电器及仪表的安装位置,电缆走向,开关板和仪表屏位置等。
(三)管道布置设计简单的小型车间可以直接在设备图上进行管道布置,一般规模较大和较复杂的车间应在配管模型上进行三度空间的配管。
管道布置的最后成果是:①经过补充和校核的车间布置平(剖)面图,供设备安装;②管道布置图或配管模型加管段图,供管道预制与安装。
二、车间布置设计的内容车间布置设计的内容可分为车间厂房布置和车间设备布置。
车间厂房布置是对整个车间各工段、各设施在车间场地范围内,按照它们在生产中和生活中所起的作用进行合理的平面和立面布置。
设备布置是根据生产流程情况及各种有关因素,把各种工艺设备在一定的区域内进行排列。
在设备布置中又分为初步设计和施工图设计两个阶段,每一个设计阶段均要求平面和剖面布置。
三、车间布置的依据1.常用的设计规范和规定主要设计规范和规定的名称,详细内容见《化工工艺设计手册》(国家医药管理局上海医药设计院编,化学工业出版社,1986年)及有关的标准和规范。
2.基础资料①对初步设计需要带控制点土艺流程图,对施工图设计需要管道仪表流程图;②物料衡算数据及物料性质(包括原料、中间体、副产品、成品的数量及性质,三废的数据及处理方法);③设备一览表(包括设备外形尺寸、重量、支撑形式及保温情况);④公用系统耗用量,供排水、供电、供热、冷冻、压缩空气、外管资料;⑤车间定员表(除技术人员、管理人员、车间化验人员、岗位操作人员外,还包括最大班人数和男女比例的资料);⑥厂区总平面布置图(包括本车间同其他生产车间、辅助车间、生活设施的相互联系,厂内人流物流的情况与数量)。