虚拟制造中数控加工过程三维仿真技术的研究
- 格式:pdf
- 大小:201.18 KB
- 文档页数:3
虚拟制造中数控加工过程三维仿真技术的研究王小彬,王太勇,李宏伟,汪文津,范胜波(天津大学机械工程学院,天津300072)摘要:以数控车床作为研究对象,探讨了加工过程仿真系统的理论方法及其关键技术,并以制造系统的仿真与建模理论为基础,结合计算机图形技术和仿真技术,开发了数控机床加工过程三维仿真系统。
关键词:加工过程;数控机床;三维仿真中图分类号:TP391.6 文献标识码:A 文章编号:1001-3881(2004)6-013-3Research on Three-Dimensional Simulation Technology of NC MachiningProcess in Virtual ManufacturingW ANG Xiao-bin,W ANG Tai-yong,LI Hong-wei,W ANG Wen-jin,FAN Sheng-bo(School of Mechanical Engineering,Tianjin University,Tianjin300072,China)A bstract:The theoretical methods and key techn iques of machining process simulation were studied.On the basis of simulation and modeling theories of machining s ystem,a three-di mensional machining process simulation system(MPS)of NC machine tool was developed, associated with the principles of computer graphics technology and simulation technology.Keywords:M achining process;NC machine tool;3-D simulation0 前言虚拟制造是实际制造过程在计算机上的映射,即采用计算机仿真与虚拟现实技术,在高性能计算机及高速网络的支持下,在计算机上群组协同工作,实现产品设计、工艺规划、加工制造、性能分析、质量检验,以及企业各级过程的管理与控制等产品制造过程的本质过程,以增强制造过程各级决策与控制能力[1]。
数控加工系统仿真是虚拟制造的基础,它在生产中所起的作用越来越重要。
在虚拟制造环境中,数控加工过程仿真为设计中产品的可制造性提供关键数据。
在实际数控加工过程中,为了校验数控代码的正确性,需要进行反复试切直至确认数控代码能够完成预定的加工任务,同时数控加工参数也需要反复调试。
这些操作不仅效率低下,占用了机器资源,而且有可能引起刀具碰撞而造成经济损失。
通过对数控机床建模,进而仿真数控加工过程,能节省资源并避免风险。
对机床建模和加工过程仿真的好处还体现在通过真实地模拟机床及加工过程的行为来对机床操作人员进行培训。
另外,数控加工过程仿真可以产生加工过程关键数据如总的加工时间、刀具轨迹长度、刀具空行程时间等,他们被用来进行虚拟制造中加工工艺评估等工作。
由于国内在虚拟加工方面研究起步晚,技术相对落后,尤其加工过程的仿真水平较低,难以真实体现数控机床的工作情况,妨碍了数控仿真系统在生产实际的应用。
针对这种情况,我们以数控车床为研究对象,利用虚拟现实技术开发了数控仿真系统。
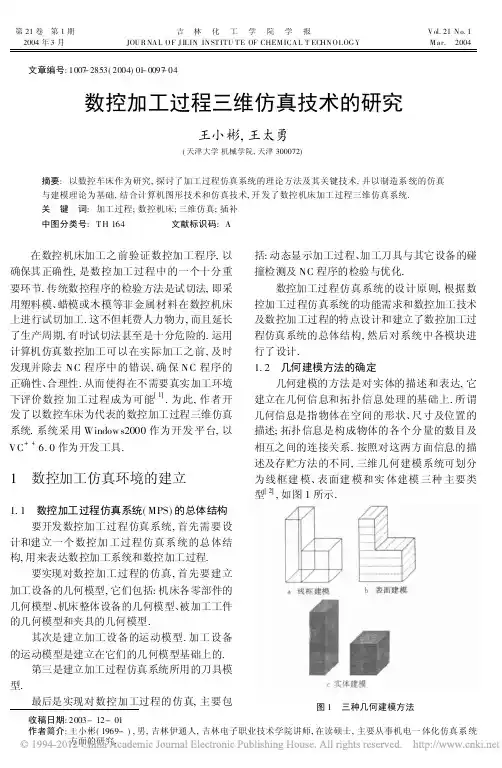
1 数控加工三维几何仿真1.1 几何模型的类型在计算机中,三维形体按照对几何信息和拓扑信息的描述及存贮方法的不同,划分为线框模型、表面模型和实体模型,如图1所示。
线框模型用顶点和邻边来表示形体,其特点是结构简单、易于理解,但这种模型无法处理CAD/CAM中的多数问题,如明暗色彩图、干涉检测、加工处理等。
表面模型是用有向棱边围成的部分来定义形体表面,由面的集合来定义形体。
表面模型是在线框模型的基础上,增加有关面边信息以及表面特征等内容,但在形体的表示上仍然缺乏完整性。
实体模型储存物体的完整三维几何信息,明确定义了表面的哪一侧存在实体[2]。
实体几何模型真实感强,具有良好可视化效果,但对计算机硬件要求比较高,处理图像要占用大量的计算机资源。
目前,随着计算机硬件技术的发展,其运算速度和图形处理性能已经可以适应实体造型的要求。
1.2 三维实体几何模型的构建图1 三种几何模型自实体几何模型发展以来,出现了多种建模方法,如扫描法、构造实体几何法、边界表示法、空间单元表示法、混合表示法、参数化特征造型等。
其中以构造实体几何法、边界表示法及参数化特征造型最具代表性[2]。
1.2.1 边界表示法(Boundar y R epresentation,B-国家自然科学基金项目(编号:50175081)Rep )。
边界表示法简称为B -Rep 法,它的基本思想是,一个形体可以通过包容它的面来表示,而每一个面又可以用构成此面的边描述,边通过点,点通过三个坐标值来定义。
如图2所示的物体,将其按照实体、面、边、顶点描述,在计算机内部就存贮了这种网状数据结构。
边界表示法强调实体外表的细节,详细记录了构成物体之间的连接关系,即拓扑信息,将面、边界、顶点的信息分层记录,建立层与层之间的联系。
这在数据管理上易于实现,也便于系统直接存取组成实体的各几何元素的具体参数。
但是,由于它的核心是面,对几何物体的整体的描述能力相对较差,无法提供关于实体生成过程的信息。
图2 边界表示法数据结构1.2.2 构造实体几何法(Constructive Solid Geom - 图3 同一物体的两种CSG 结构etr y ,CSG )。
构造立体几何法简称CSG 法,这是一种用简单的体素拼合复杂实体的描述方法。
任何复杂的实体都可以由某些简单的体素加以组合来表示,通过描述基本体素(球、柱、棱锥等)和他们的集合运算(交、并、差)来构造实体,见图3。
这种方法的数据结构是树状结构,方法简洁,生成速度快,处理方便,无冗余信息,而且能详细地记录构成实体的原始特征及参数;但是由于信息简单,这种数据结构无法存贮物体最终的详细信息,例如边界、顶点的信息等。
CSG 法与B -R ep 法的主要区别在于:CSG 法对物体模型的描述与该物体的生成顺序密切相关,构成的数据模型比较简单,每个基本体素无需再分解,直接存贮在数据结构中。
另外,采用CSG 法可以方便地实现对实体的局部修改,例如在原物体上倒角、倒圆等。
1.2.3 混合模式(Hybr id Modeling )。
混合模式建立在边界表示法与构造立体几何法的基础上,将两者结合起来,共同表示实体。
在系统中采用混合方法对实体进行描述时,以CSG 法为系统外部模型,以B -Rep 法为内部模型,CSG 法适于做用户接口,定义体素及确定集合运算类型,在计算机内部转化为B -Rep 的数据,以存贮物体更详细的信息。
混合模式是在CSG 基础上的逻辑扩展,起主导作用的是CSG 结构,结合B -Rep 的优点,可以完整地表达物体的几何、拓扑信息,便于构造实体模型。
在三维仿真系统中,几何建模是一个关键环节,它提供的功能越多,越能有效地支持辅助设计和制造过程的进行。
通过以上分析,我们采用B -Rep 和CSG 混合的建模方法建立虚拟加工环境。
2 数控加工过程动态仿真的实现2.1 数控加工过程仿真流程采用实体混合模式造型技术,建立整体数控机床(包括床身、夹具及刀具等)和加工零件毛坯的实体几何模型,采用真实感图形显示技术,把加工过程中的机床和零件动态地显示出来,同时根据指令对零件毛坯与刀具的几何模型之间的位置关系进行快速布尔运算,动态模拟零件的实际加工过程。
其特点是仿真过程的真实感强,具有与实际切削加工相同的效果。
图4为加工过程仿真系统的工作流程图。
图4 加工过程仿真系统流程2.2 三维实时仿真数控加工三维仿真是在工业图形标准应用程序接口Open GL 的基础上进行开发的,是利用计算机图形技术,通过动画的形式形象、直观地模拟数控加工的切削过程。
本系统的数控加工动态仿真采用过程动画技术。
首先生成一个毛坯,然后根据数控加工指令(NC 代码),通过插补运算得到加工轨迹坐标来驱动刀具与工件相对运动生成动画,在屏幕上呈现数控加工的实时动态仿真,工件中被切除部分是通过重新涂色来实现的。
另外,在实现动画的过程中采用了双缓存技术(或称虚屏技术)[4]。
在绘图前先分配前后两个缓存区,绘制时先将图形绘制到后台缓冲区(即虚屏)中,然后通过交换前后缓存区,将后台缓存区中已经绘制好的图形直接送到前台缓存区,由显示设备完成图像的屏幕显示。
此时应用程序已经在后台缓存区中绘制下一幅图像了。
如此反复,屏幕上总可以显示已经绘制好的图像,而看不到绘制的过程。
2.3 系统仿真运行实例下面以车削一个零件为例,说明仿真系统的运行过程。
如图5所示,为一个车削加工的零件图,图中 85mm 为不加工部分。
图5 车削零件图 在完成选择装夹方式、选择合适的毛坯和装刀等三个方面的设置工作之后,系统就为加工过程仿真作好了所有必要的准备。
如图6所示是加工设置完成之后的系统状况,其中包括毛坯、夹具和刀具的设置等。
当加工设置完成以后,系统就可以读入NC 程序,将其作为加工仿真过程的驱动数据,来开始加工过程。
如图7所示是加工该车削零件仿真过程中的瞬间图之一。
3 切屑仿真物理仿真是将切削过程中的各物理因素的变化映射到虚拟制造系统中,在实际加工过程进行之前分析与预测各切削参数的变化及干扰因素对加工过程的影响,能够揭示加工过程的实质,分析具体工艺参数下的工艺规程质量及工件质量,辅助在线检测与在线控制,进行工艺规程的优化[5]。
加工过程物理仿真的核心内容包括切削过程中切削层形状、几何参数的确定;对瞬时切削力的变化进行预测与分析;切削振动的分析及其对工艺系统的影响;工件加工质量的分析。
图8 三维切屑仿真根据金属切削原理,在刀具和工件的相互作用下,切削层金属沿滑移线移动,经过第一变形区和第二变形区后,沿前刀面流出,形成切屑。
在脱离前刀面后,切屑流出。
由于切屑的自然卷曲或切屑槽的作用,使得切屑层发生卷曲,由于切削条件的变化或者材料塑性变形机理的不同,切屑呈现出不同的形式,比如带状、发条屑等,依此建立切屑仿真模型。
在实际仿真中,根据数控代码指令,通过插补计算可以得到相应的刀具参数和切削参数,代入有关公式计算得到每一时刻切屑的位置,图8是三维切屑仿真实例。
4 结论本文详细介绍了虚拟制造中数控加工系统的三维实体模型的建模方法,建立了机床和零件实体模型,并在此基础上,以VC ++6.0为工具开发出数控加工的仿真系统,该系统兼有几何仿真和物理仿真功能。