成品外观检验规程培训教材
- 格式:pptx
- 大小:682.57 KB
- 文档页数:48
外观检查培训课件外观检查培训课件:提升产品质量的关键一环随着消费者对产品质量要求的不断提高,外观检查在制造业中变得越来越重要。
外观检查是指对产品外观进行全面、系统的检查,以确保产品的外观符合规定的标准和要求。
为了提高产品质量,许多企业开始注重外观检查培训,以确保员工具备正确的技能和知识来进行外观检查工作。
外观检查培训课件在这一过程中起着关键的作用。
它是一种系统化的培训工具,通过结构化的内容和清晰的讲解,帮助员工掌握外观检查的基本知识和技能。
以下是一些关键要点,可以帮助企业设计出有效的外观检查培训课件。
首先,外观检查培训课件应该包括产品外观检查的基本原理和方法。
员工需要了解什么是产品外观检查,为什么它是重要的,以及如何进行外观检查。
课件可以通过文字、图片和视频等多种形式,向员工介绍外观检查的基本概念和流程,以及常见的外观缺陷和判定标准。
其次,课件应该提供实际案例和示范。
理论知识只是培训的一部分,员工还需要通过实际操作来学习和掌握外观检查的技巧。
课件可以通过展示真实的产品样本和缺陷示范,让员工了解常见的外观缺陷和如何判定它们。
同时,课件还可以提供一些练习题和案例分析,帮助员工巩固所学知识。
此外,课件还应该强调质量意识和团队合作。
外观检查不仅仅是一个员工的责任,它需要整个团队的共同努力。
课件可以通过强调质量意识的重要性,培养员工对产品质量的关注和责任感。
同时,课件还可以介绍一些团队合作的方法和技巧,以促进员工之间的合作和沟通。
最后,外观检查培训课件应该定期更新和改进。
随着技术和标准的不断变化,外观检查的要求也在不断演变。
为了保持培训的有效性,企业应该定期评估和更新培训课件,确保其与最新的标准和要求保持一致。
外观检查培训课件在提升产品质量方面扮演着重要的角色。
通过系统化的培训,员工可以掌握正确的外观检查方法和技巧,提高产品的外观质量。
因此,企业应该重视外观检查培训课件的设计和实施,以确保其有效性和持续改进。
目录1.0静电放电危险的预防2.0 机械装配2.1 紧固件合格性要求2.2 紧固件安装2.2.1 紧固件安装—电气间距2.2.2 紧固件安装—螺纹紧固件2.2.3 紧固件安装—元件装配2.2.3.1 紧固件安装—元件装配—功率晶体管2.2.3.2 紧固件安装—元件装配—功率半导体2.3 挤压型紧固件2.3.1 冲压成型紧固件-扁平法兰盘-熔融安装2.4 元器件安装合格性要求2.4.1 元器件安装合格性要求-粘接-非架高元器件2.4.2元器件安装合格性要求--元器件安装用垫片2.4.3 元器件安装--金属丝固定2.4.4 元器件安装--结扎带(绕扎、点扎)2.5 连接器、拉手条、扳手的合格性要求02.6 散热片合格性要求2.6.1 散热片合格性要求--散热片绝缘体以及导热混合物。
2.6.2 散热片合格性要求--散热片的接触3.0 元器件安装的位置和方向3.1 定位3.1.1 水平方向3.1.2 垂直方向3.2 安装3.2.1 轴向引线元器件水平安装3.2.2 径向引线元器件水平安装3.2.3 轴向引线元器件垂直安装3.2.4 径向引线元器件垂直安装3.2.5 双列直插封装(DIP)3.2.5.1 双列直插封装(DIP)和单列直插封装(SIP)插座插针3.2.6 卡式板边连接器3.2.7 引脚跨越导体3.2.8 应力释放3.2.8.1 应力释放—端子—轴向引线元器件3.3 引脚成型3.4 损伤3.4.1 引脚3.4.2 DIP和SOIC3.4.3 轴向引线元器件3.4.3.1 玻璃体3.4.4 损伤--径向(双引脚)3.5 导线/引脚端头3.5.1 .1 导线/引脚端头——导线安装——绝缘破坏3.5.1.2 导线/引脚端头——导线安装——导体变形3.5.1.3导线/引脚端头——导线安装——导体损伤3.5.3 导线/引脚端头——印制板——导线伸出量3.5.3.1 直的及部分折弯的3.5.4 导线/引脚端头——软性套管绝缘4.0 焊接4.1 合格性要求4.2.1 镀覆孔上安装的元件-- 裸露的基底金属4.2.2 镀覆孔上安装的元件--剪过的引线4.2.3 焊料中的引脚涂层弯液面4.2.4 镀覆孔--无引线的层间联接--SMT过孔4.3 金手指4.4 机插连接器插针5.0 洁净度5.1 焊剂残留物5.2 颗粒状物5.3 氯化物、碳化物以及白色残留物5.4 腐蚀6.0 标记6.1 刻蚀的标记6.2 丝网印制的标记6.3 印章标记6.4 激光打印标记6.5 条形码6.5.1 标记-条形码-可读性6.5.2 条形码-粘贴和破损7.0 涂覆层7.1 敷形涂层7.1.1 总则7.1.2 涂覆范围7.1.3 敷形涂层-厚度7.2 阻焊膜涂覆术语7.2.1 阻焊膜涂覆—起皱/破裂7.2.2 阻焊膜涂覆—孔隙和鼓泡7.2.3 阻焊膜涂敷—断裂8.0 层压板状况8.1 引言关于白斑和微裂纹8.2 术语解释8.2.1 白斑8.2.2 微裂纹8.2.3 起泡和分层8.2.4 显布纹8.2.5 露织物8.2.6 晕圈和板边分层8.2.7 烧焦/阻焊膜变色--阻焊膜脱落8.3 弓曲和扭曲9.0 跨接线跨接线的合格要求9.1 跨接线选择9.2 跨接线布线9.3 跨接线固定9.4 跨接线--镀覆孔9.5 跨接线--表面安装10.0 表面安装组件10.1 胶粘接10.2 焊点10.2.1 只有底部有焊端的片式元件10.2.2 片式元件--矩形或正方形焊端元件--焊端有1、3或5个端面10.2.3 圆柱形焊端10.2.4 城堡形焊端的无引线芯片载体10.2.5 扁带“L”形和鸥翼形引脚10.2.6 圆形或扁平形(精压)引脚10.2.7 “J”形引脚10.2.8 “I”形引脚的对接焊点10.3 焊点—片式元件-端头,第3或第 5端面--焊缝范围10.4 元件损伤10.4.1 片式电阻器10.4.1.1 片式电阻器裂纹和缺口10.4.1.2 片式电阻器——金属化10.4.2 片式电容器10.4.2.1 片式电容器——浸析10.4.2.2 片式电容器——缺口和裂缝10.4.3 圆柱形零件附表范围·合格它不是最佳的,但在其使用环境下能保持PCBA的完整性和可靠性。

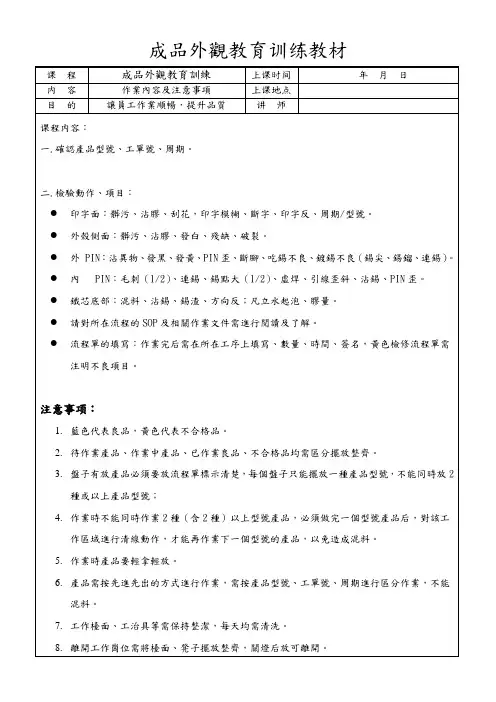
成品外觀檢驗標准─外端子與印面課別﹕生產課上課時間﹕
以本車間所生產的W4HM系列產品的相關檢驗標准做如下講解﹕
一﹑檢驗外端子的吃錫狀況﹕
1.吃錫性﹕金屬被溶錫浸潤的能力或吃錫程度。
從各角度距離30cm處目視﹐端子各位置
都有吃上錫且鍍錫層沒有異色﹐(如明顯發黑﹑發黃﹑發白)等現象則可允收。
2.錫尖﹕產品端子鍍錫后﹐錫向下流動﹐凝固在端子頂端的部分。
用手輕輕觸碰﹐不刺手
且長度在0.25mm以內﹑寬度在兩端子之間的二分之一以內允收。
3.錫瘤﹕產品端子鍍錫后﹐錫過多地凝固在端子某個部分形成凸起的瘤狀﹐能順暢套入規
定的模具內允收。
4.堆錫﹕鍍錫過程中﹐因錫的流動性不佳﹐而使錫堆積在端子底部﹐形成凸起的部分。
經
套模后﹐能平穩放置模具上且不影響端子的平整度則可以允收。
二﹑打標面的檢驗﹕
1.色差﹕從各角度觀察顏色有明顯差異。
輕微差異﹐在30cm處且視無法辨識者可允收。
2.打標重影﹕打標作業不當使字體留下兩道或兩道以上的痕跡。
在30cm處目視能辨識清楚
可允收。
3.打標殘缺﹕字體不完整﹐有部分缺塊或字體斷開之情形﹐拒收。
4.打標貼壁﹕字體貼著棱邊或某標志部位。
產品型號﹑周期與印字面四棱邊和某標志有一定的間距﹐沒有貼壁﹔與棱邊相接部分沒有絲毫殘缺﹐且在距離30cm處目視可辨識字體完整性。
核准﹕審核: 制表﹕。