扭剪型高强螺栓连接
- 格式:doc
- 大小:53.00 KB
- 文档页数:4
0234扭剪型高强螺栓连接监理施行细那么根据:?建筑工程施工质量验收统一? GB50300-2001?钢构造工程施工质量验收? GB50205-2001?钢构造高强度螺栓连接的设计施工及验收规程?JGJ821、范围本工艺适用于钢构造安装用扭剪型高强螺栓施工工艺。
2、施工准备2.1材料及主要机具:螺栓、螺母、垫圈均应附有质量证明书并应符合设计要求和的规定。
高强螺栓入库应按规格分类存放并防雨、防潮。
遇有螺栓、螺母不配套螺纹损伤时不得使用。
螺栓、螺母、垫圈有锈蚀应抽样检查紧固轴力满足要求前方可使用。
螺栓等不得被泥土、油污粘染保持干净、枯燥状态。
必须按批同批内配套使用不得混放、混用。
主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.2作业条件:摩擦面处理:摩擦面采用喷砂、砂轮打磨等进展处理摩擦系数应符合设计要求〔一般要求Q235钢为0.45以上16猛钢为0.55以上〕。
摩擦面不允许有残留氧化铁皮处理后的摩擦面可生成赤锈面后安装螺栓〔一般露天存10d左右〕用喷砂处理的摩擦面不必生锈即可安装螺栓。
采用砂轮打磨时打磨范围不小于螺栓直径的4倍打磨方向与受力方向垂直打磨后的摩擦面应无明显不平。
摩擦面防止被油或油漆等污染如污染应彻底清理干净。
检查螺栓孔的孔径尺寸孔边有毛刺必须去除掉。
同一批、规格的螺栓、螺母、垫圈应配套装箱待用。
电动扳手及手动扳手应经过标定。
3、操作工艺3.1工艺流程:作业准备→选择螺栓并配套→接头组装→安装临时螺栓→安装高强螺栓→高强螺栓紧固→检查验收。
3.2螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度。
选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度并且紧固后要露出不少于两扣螺纹的余长一般按连接板厚加表5-2中的增加长度并取5mm的整倍数。
3.3接头组装:连接处的钢板或型钢应平整板边、孔边无毛刺;接头处有翘曲、变形必须进展校正并防止损伤摩擦面保证摩擦面紧贴。
扭剪型高强螺栓连接施工工艺依据标准:《建筑工程施工质量验收统一标准》 GB50300-2001 《钢结构工程施工质量验收规范》 GB50205-2001 《钢结构高强度螺栓连接的设计施工及验收规程》 JGJ821、范围本工艺适用于钢结构安装用扭剪型高强螺栓施工工艺。
2、施工准备2.1材料及主要机具:2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。
遇有螺栓、螺母不配套,螺纹损伤时,不得使用。
螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。
螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。
必须按批号,同批内配套使用,不得混放、混用。
2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.2作业条件:2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求Q235钢为0.45以上,16猛钢为0.55以上),摩擦面不允许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(一般露天存10d左右),用喷砂处理的摩擦面不必生锈即可安装螺栓。
采用砂轮打磨时,打磨范围不小于螺栓直径的4倍,打磨方向与受力方向垂直,打磨后的摩擦面应无明显不平。
摩擦面防止被油或油漆等污染,如污染应彻底清理干净。
2.2.2检查螺栓孔的孔径尺寸,孔边有毛刺必须清除掉。
2.2.3同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
2.2.4电动扳手及手动扳手应经过标定。
3、操作工艺3.1工艺流程:作业准备→选择螺栓并配套→接头组装→安装临时螺栓→安装高强螺栓→高强螺栓紧固→检查验收。
3.2螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度。
选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数。
扭剪型高强螺栓连接交底记录
一、项目概况
本次项目使用的是扭剪型高强螺栓作为连接件,在施工前需要进行
交底,明确该连接件的使用方法及注意事项,保障连接件的施工质量。
二、扭剪型高强螺栓连接件的特点
扭剪型高强螺栓连接件是一种热镀锌高强度紧固件,具有以下特点:•优良的切割能力和切向受载能力
•轴向受载和剪切受载能力均匀分配,可靠性高
•高强度和刚性,能够保证结构的稳定性和安全性
•环保、节能、耐久、耐腐蚀性能优越
三、连接过程
挑选适合规格的高强扭剪型螺栓,千万不能过量使用或者减少使用
数量,避免出现过量使用导致连接件出现紧张变形的问题,也不要减
少使用数量导致承载能力出现减弱的情况。
连接过程中,要使用扭矩扳手进行对螺栓进行拧紧,确保能够达到
预定的扭矩力矩,并进行合适的转角,使拧紧在适宜的转角下实现。
如果扭矩达不到要求,需要及时更换螺栓。
四、注意事项
1.螺栓的尺寸按规定使用;
2.严格按照图纸要求、技术规范、质量标准进行施工,保证
项目质量;
3.拧紧螺栓时,要适当增加力矩,避免出现松动等问题;
4.在连接过程中,要注意松紧的程度,不要过度或者不足,
以免引起质量问题;
5.在使用扭剪型高强螺栓连接件的过程中,需要加密检查和
维护,保证其整体的稳定性和承载能力;
五、总结
在以上的扭剪型高强螺栓连接交底记录中,我们从连接件的选择、连接过程、注意事项等方面,对该连接件的使用进行了详细的讲解。
在工程中,扭剪型高强螺栓连接件的使用是相对较为常见的一种,我们需要严格确保连接件的使用质量,以避免影响到工程的整体使用效果。
扭剪型高强螺栓连接施工工艺一:一、引言扭剪型高强螺栓连接施工工艺是一种重要的连接方式,可广泛应用于建筑、桥梁等工程中。
本文将详细介绍扭剪型高强螺栓连接施工工艺的步骤、要求和注意事项。
二、施工前准备2.1 确定连接位置和数量在施工前,要确定连接的位置和数量,包括连接件的尺寸和型号等。
2.2 检查连接件的质量在使用连接件前,要对其进行检查,确保其质量符合要求。
2.3 准备工具和设备需要准备好相应的工具和设备,包括扳手、电动扳手、梯子等。
三、施工步骤3.1 确定螺栓的安装顺序根据连接件的安装要求,确定螺栓的安装顺序。
3.2 安装螺栓依次安装螺栓,确保其安装位置准确。
3.3 使用扭剪扳手进行扭剪使用扭剪扳手对螺栓进行扭剪,保证其紧固力符合要求。
3.4 检查连接是否紧固对连接进行检查,确保其紧固牢固。
四、施工要求4.1 保证连接件的质量连接件的质量应符合相关标准和规范要求。
4.2 保证连接的强度连接的强度应符合设计要求,能够承受相应的荷载。
4.3 注意连接的防腐处理连接件应进行防腐处理,以延长其使用寿命。
五、注意事项5.1 施工前应认真检查连接件的质量和数量,确保其符合要求。
5.2 安装螺栓时要注意安全,防止滑落或撞击等事故发生。
5.3 使用扭剪扳手时要根据连接件的要求进行扭剪。
六、附件本文档涉及的附件包括连接件的尺寸图纸、螺栓的型号和数量等。
七、法律名词及注释暂无--------------------二:一、引言扭剪型高强螺栓连接施工工艺是建筑、桥梁等工程中常用的一种连接方式。
本文将详细介绍扭剪型高强螺栓连接施工工艺的步骤、要求和注意事项。
二、施工前准备2.1 确定连接位置和数量在施工前,需要确定连接的位置和数量,确保连接的准确性。
2.2 检查连接件的质量在使用连接件前,要对其进行检查,确保其质量合格。
2.3 准备工具和设备施工过程中,需要准备好相应的工具和设备,包括扳手、电动扳手等。
三、施工步骤3.1 确定螺栓的安装顺序根据连接件的要求,确定螺栓的安装顺序,保证连接的正确性。
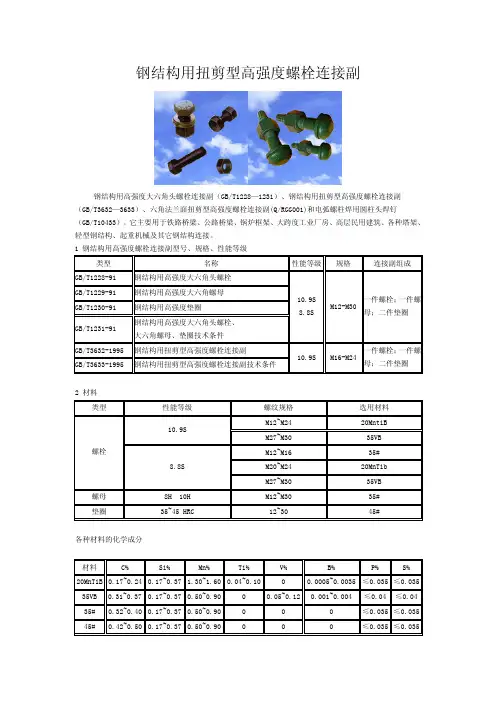
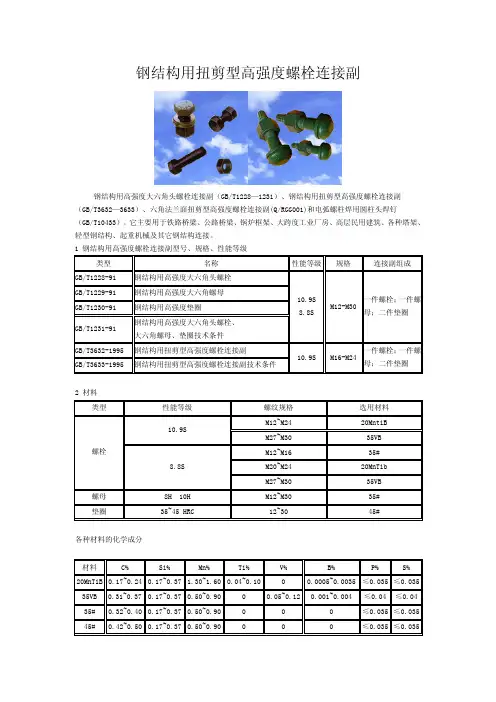
钢结构用扭剪型高强度螺栓连接副钢结构用高强度大六角头螺栓连接副(GB/T1228—1231)、钢结构用扭剪型高强度螺栓连接副(GB/T3632—3633)、六角法兰面扭剪型高强度螺栓连接副(Q/RGG001)和电弧螺柱焊用圆柱头焊钉(GB/T10433)。
它主要用于铁路桥梁、公路桥梁、锅炉框架、大跨度工业厂房、高层民用建筑、各种塔架、轻型钢结构、起重机械及其它钢结构连接。
1 钢结构用高强度螺栓连接副型号、规格、性能等级类型 名称性能等级规格连接副组成GB/T1228-91 钢结构用高强度大六角头螺栓 GB/T1229-91 钢结构用高强度大六角螺母 GB/T1230-91 钢结构用高强度垫圈GB/T1231-91钢结构用高强度大六角头螺栓、 大六角螺母、垫圈技术条件10.9S 8.8SM12-M30一件螺栓;一件螺母;二件垫圈GB/T3632-1995 钢结构用扭剪型高强度螺栓连接副 GB/T3633-1995 钢结构用扭剪型高强度螺栓连接副技术条件10.9SM16-M24一件螺栓;一件螺母;二件垫圈2 材料类型性能等级 螺纹规格 选用材料 M12~M24 20MntiB 10.9SM27~M30 35VB M12~M16 35# M20~M24 20MnTib 螺栓8.8SM27~M3035VB 螺母 8H 10H M12~M30 35# 垫圈 35~45 HRC12~3045#各种材料的化学成分 材料C%Si% Mn% Ti% V% B% P% S%20MnTiB 0.17~0.24 0.17~0.37 1.30~1.600.04~0.100 0.0005~0.0035 ≤0.035 ≤0.03535VB 0.31~0.37 0.17~0.37 0.50~0.900 0.05~0.120.001~0.004≤0.04 ≤0.0435# 0.32~0.40 0.17~0.37 0.50~0.900 0 0 ≤0.035 ≤0.03545#0.42~0.50 0.17~0.37 0.50~0.90≤0.035 ≤0.0353 机械性能3-1 螺栓机械性能 材料试件机械性能屈服度σ0.2MPa 伸长率δ5%收缩率ψ%性能等级 抗拉力强度σbMPa min10.9S 1040~1240 940 10 428.8S 830~1030 660 12 45 硬度洛氏硬度HRC 维氏硬度 HV30性能等级min max min max 109S 33 39 312 3678.8S 24 31 249 296实物拉力载荷罗纹规格d M12 M16 M20 M22 M24 M27 M30 应懒力载面积mm2 84.3 157 245 303 353 459 56110.9S 877.7~104.5163~195255~304315~376367~438477~569 583~696拉力载荷KN 8.8S 70.0~86.8130~162203~252251~312293~364381~473 466~5783-2 螺母机械性能保证载荷罗纹规格D M12 M16 M20 M22 M24 M27 M3010H 87.7 163 255 315 367 477 583 保证载荷KN 8H 70.0 130 203 251 293 381 466 硬度洛氏硬度 维氏硬度 性能等级 min max min max10H 98HRB 28HRC 222 2748H 85HRB 28HRC 206 2743-3 垫圈机械性能垫圈硬度为35~45 HRC (HV30 329~436)4 型式尺寸4-1 GB/T1228-91 钢结构用高强度大六角头螺栓型式尺寸螺纹规格d M12 M16 M20 M22 M24 M27 M30螺距p 1.75 2 2.5 2.5 3 3 3.5 max 0.8 0.8 0.8 0.8 0.8 0.8 0.8 cmin 0.4 0.4 0.4 0.4 0.4 0.4 0.4 da max 15.23 19.23 24.32 26.32 28.32 32.84 35.84max 12.43 16.43 20.52 22.52 24.52 27.84 30.84 dsmin 11.75 15.57 19.48 21.48 23.48 26.16 29.16 dw min 19.2 24.9 31.4 33.3 38.0 42.8 46.5 e min 22.78 29.56 37.29 39.55 45.20 50.85 55.37公称 7.5 10 12.5 14 15 17 18.7 Kmax 7.95 10.75 13.40 14.90 15.90 17.90 19.75 min 7.05 9.25 11.60 13.10 14.10 16.10 17.65 r min 1.0 1.0 1.5 1.5 1.5 2.0 2.0max 21 27 34 36 41 46 50smin 20.16 26.16 33 35 40 45 49L公称 <45 ≥45 <55 ≥55<65≥65<70≥70<75≥75<80 ≥80 <85 ≥85 b公称 25 30 30 35 3540 4045 4550 50 55 55 60 4-2 GB/T1229-91 钢结构用高强度大六角头螺母型式尺寸螺纹规格D M12 M16 M20 M22 M24 M27 M30 螺距P 1.75 2 2.5 2.5 3 3 3.5max 0.8 0.8 0.8 0.8 0.8 0.8 0.8cmin 0.4 0.4 0.4 0.4 0.4 0.4 0.4max 13 17.3 21.6 23.8 25.9 29.1 32.4 damin 12 16 20 22 24 27 30 dw min 19.2 24.9 31.4 33.3 38.0 42.8 46.5e min 22.78 29.56 37.29 39.55 45.20 50.85 55.37max 12.3 17.1 20.7 23.6 24.2 27.6 30.7 mmin 11.87 16.4 19.4 22.3 22.9 26.3 29.1max 21 27 34 36 41 46 50 smin 20.16 26.16 33 35 40 45 494-3 GB/T1230-91 钢结构用高强度垫圈型式尺寸规格(螺纹大径) 12 16 20 22 24 27 30 max 13.43 17.43 21.52 23.52 25.52 28.52 31.52 d1min 13 17 21 23 25 28 31max 25 33 40 42 47 52 56 d2min 23.7 31.4 38.4 40.4 45.4 50.1 54.1公称 3.0 4.0 4.0 5.0 5.0 5.0 5.0 smax 3.8 4.8 4.8 5.8 5.8 5.8 5.8min 2.5 3.5 3.5 4.5 4.5 4.5 4.5max 16.03 20.03 25.12 27.12 29.12 33.64 36.64 d3min 15.23 19.23 24.32 26.32 28.32 32.84 35.84 4-4 GB/T3632-1995 钢结构用扭剪型高强度螺栓型式尺寸螺纹规格d M16 M20 M22 M24 螺距p 2 2.5 2.5 3 da max 18.83 24.4 26.4 28.4max 16.43 20.52 22.52 24.52 dsmin 15.57 19.48 21.48 23.48 dw min 27.9 34.5 38.5 41.5 dk max 30 37 41 44公称 10 13 14 15 Kmax 10.57 13.9 14.9 15.9min 9.25 12.1 13.1 14.1 K’ min 12 14 15 16K" max 17 19 21 23r min 1.2 1.2 1.2 1.6max 11.3 14.1 15.6 16.9 dbmin 11 13.8 15.3 16.6 dc ≈ 12.8 16.1 17.8 19.3 de ≈ 13 17 18 205 GB/T1228~1231-91 高强度大六角头螺栓连接副的扭矩系数螺纹规格 M12 M16 M20 M22 M24 M27 M30max 59 113 177 216 250 324 397 P(KN)min 49 93 142 177 206 265 329◆ 10.9S 高强度大六角头螺栓连接副的扭矩系数平均值0.11~0.150。
钢结构扭剪型高强度螺栓连接副文内参考主题文字:钢结构、扭剪型高强度螺栓连接副钢结构扭剪型高强度螺栓连接副是钢结构工程中常用的一种连接方式,它能够有效地传递结构荷载,并具有较强的抗剪性能和扭转性能。
在钢结构工程中,连接部位是一个非常关键的环节,而扭剪型高强度螺栓连接副的应用可以有效地提高整个结构的受力性能和稳定性。
接下来,我们将深入探讨钢结构扭剪型高强度螺栓连接副的相关内容。
一、钢结构扭剪型高强度螺栓连接副的基本原理钢结构扭剪型高强度螺栓连接副是通过螺栓将连接板和构件固定在一起,形成一个稳固的结构体系。
其基本原理是利用螺栓的受拉和受剪性能,将结构构件牢固地连接在一起,使其具有较强的承载能力和变形能力。
在这个过程中,螺栓的受拉性能可以有效地传递结构的拉伸荷载,而受剪性能则可以承受结构的剪切荷载。
通过合理的设计和施工工艺,螺栓连接副可以在保证结构安全的前提下,实现结构的整体稳定性和抗震性能。
二、钢结构扭剪型高强度螺栓连接副的特点1. 高强度:扭剪型高强度螺栓连接副采用高强度材料制成,具有较高的承载能力和抗拉性能,可以满足不同结构的要求。
2. 抗剪性能好:由于螺栓连接副设计为扭剪型,其剪切性能优越,可以有效提高结构的整体稳定性和变形能力。
3. 安装方便:螺栓连接副的安装相对简便,可以有效缩短施工周期,提高工程效率。
4. 维护方便:螺栓连接副的维护成本低,使用寿命长,可以降低结构的维护成本。
三、钢结构扭剪型高强度螺栓连接副的应用领域钢结构扭剪型高强度螺栓连接副广泛应用于各种工业和民用建筑的结构中,包括桥梁、厂房、体育馆等。
其应用领域主要包括以下几个方面:1. 桥梁工程:扭剪型高强度螺栓连接副可以有效连接桥梁构件,提高桥梁的承载能力和抗震性能。
2. 钢结构建筑:在钢结构建筑中,螺栓连接副可以连接梁柱、梁梁等构件,形成稳固的结构体系。
3. 钢结构设备支架:在工业设备支架中,扭剪型高强度螺栓连接副可以连接设备支架和地基,确保设备的安全运行。
扭剪型高强螺栓引言。
螺栓是一种常见的连接件,广泛应用于机械设备、建筑结构、桥梁等领域。
而在一些对连接强度要求较高的场合,就需要使用高强螺栓。
扭剪型高强螺栓是一种常见的高强连接件,具有扭剪双重性能,能够提供更高的抗拉和抗剪强度。
本文将对扭剪型高强螺栓进行介绍,包括其结构特点、材料选用、制造工艺、应用范围等方面的内容。
一、结构特点。
扭剪型高强螺栓是一种特殊结构的螺栓,其主要特点包括以下几点:1. 螺栓头部为六角头,方便安装和拧紧;2. 螺栓杆身上有明显的螺旋纹路,用于提高螺栓的抗拉性能;3. 螺栓的尾部为扭剪结构,用于提高螺栓的抗剪性能;4. 螺栓杆身上通常会有一些标识,用于标识螺栓的规格、承载能力等信息。
二、材料选用。
扭剪型高强螺栓通常采用优质碳素钢或合金钢材料制造,其主要材料性能要求包括以下几点:1. 材料强度高,能够满足螺栓的抗拉和抗剪性能要求;2. 材料韧性好,能够确保螺栓在受到外力作用时不易断裂;3. 材料的表面应具有一定的防腐蚀性能,能够保证螺栓在使用过程中不易生锈。
三、制造工艺。
扭剪型高强螺栓的制造工艺通常包括以下几个步骤:1. 材料准备,选择合适的碳素钢或合金钢材料,并进行切割、锻造等加工工艺;2. 成型,将材料加热至一定温度,然后通过模具成型成为螺栓的头部和杆身;3. 螺纹加工,对螺栓杆身进行螺纹加工,以便于安装和拧紧;4. 热处理,对成型后的螺栓进行热处理,提高其强度和韧性;5. 表面处理,对螺栓的表面进行防腐蚀处理,提高其使用寿命;6. 检测,对螺栓进行抗拉、抗剪等性能的检测,确保其质量符合要求。
四、应用范围。
扭剪型高强螺栓广泛应用于桥梁、建筑结构、机械设备等领域,其主要应用范围包括以下几个方面:1. 桥梁建设,扭剪型高强螺栓常用于桥梁的连接件,能够提供更高的连接强度,确保桥梁的安全性;2. 建筑结构,在一些对连接强度要求较高的建筑结构中,如高层建筑、大型厂房等,扭剪型高强螺栓也得到了广泛应用;3. 机械设备,在一些重型机械设备的制造中,扭剪型高强螺栓也常用于连接件,能够确保设备的稳定性和安全性。
扭剪型高强螺栓1. 简介扭剪型高强螺栓是一种用于连接结构件的紧固件,广泛应用于建筑、桥梁、机械设备等领域。
其独特的结构设计使其具有较高的抗扭剪强度和可靠的连接性能,能够满足复杂工程结构对连接件的要求。
2. 结构和材料扭剪型高强螺栓由螺栓头、螺杆、螺母和扭剪套筒构成。
螺栓头一般是六角形,可以使用扳手进行拧紧。
螺杆是整根的,与普通螺栓相比,螺杆的直径较大,长度较短。
螺母是六角形,用于固定螺杆。
扭剪套筒是一种特殊的夹具,用于在紧固过程中施加一定的扭矩。
扭剪型高强螺栓的材料一般采用高强度钢。
常见的材质有40Cr、35CrMoA等,其强度等级可以根据工程需要进行选择。
3. 工作原理扭剪型高强螺栓的连接原理是通过施加一定的扭矩将螺栓头与螺杆紧密连接,从而使结构件得以固定。
在紧固过程中,通过使用扭剪套筒施加扭矩,使螺栓头产生一个旋转矩,通过与螺杆的扭剪力矩相互作用,形成一种紧密的连接。
扭剪型高强螺栓的扭剪力矩由螺杆的形变和摩擦阻力共同决定。
当施加的扭矩达到一定值时,螺杆会发生形变,从而提供抗扭剪的能力。
同时,螺杆与螺栓头之间的摩擦力也会增大,使连接更加牢固。
4. 特点和优势扭剪型高强螺栓相比于传统螺栓,具有以下特点和优势:•高强度: 扭剪型高强螺栓的材料采用高强度钢,具有较高的抗拉伸强度和抗扭剪强度。
•可靠性: 扭剪型高强螺栓的结构设计使其具有良好的连接性能,能够满足复杂工程结构对连接件的要求。
•节约材料: 扭剪型高强螺栓相比传统螺栓,在相同的连接强度下,可以使用更短的螺杆,从而节约材料和减轻结构负荷。
•施工方便: 扭剪型高强螺栓在施工过程中,只需要使用扳手和扭剪套筒两个简单的工具,操作简便,提高施工效率。
5. 应用范围扭剪型高强螺栓广泛应用于建筑、桥梁、机械设备等领域,特别适用于对连接件强度和可靠性要求较高的工程,如高速公路桥梁、高层建筑的结构连接、机械设备的紧固等。
6. 注意事项使用扭剪型高强螺栓时,需要注意以下事项:•正确选择螺栓型号: 根据工程要求和设计要求,正确选择合适的螺栓型号和级别。
扭剪型高强螺栓连接工艺标准(502-1996)范围本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。
施工准备2.1 材料及主要机具:2.1.1 螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
2.1.2 高强螺栓入库应按规格分类存放,并防雨、防潮。
遇有螺栓、螺母不配套,螺纹损伤时,不得使用。
螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。
螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。
必须按批号,同批内配套使用,不得混放、混用。
b5E2RGbCAP2.1.3 主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.2 作业条件:2.2.1 摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求Q235钢为0.45以上,16锰钢为0.55以上)。
摩擦面木允许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(一般露天存10d左右),用喷砂处理的摩擦面不必生锈即可安装螺栓。
采用砂轮打磨时,打磨范围不小于螺栓直径的4倍,打磨方向与受力方向垂直,打磨后的摩擦面应无明显不平。
摩擦面防止被油或油漆等污染,如污染应彻底清理干净。
p1EanqFDPw2.2.2 检查螺栓孔的孔径尺寸,孔边有毛刺必须清除掉。
2.2.3 同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
2.2.4 电动扳手及手动扳手应经过标定。
操作工艺3.1 工艺流程:作业准备→ 选择螺栓并配套→ 接头组装→ 安装临时螺栓→ 安装高强螺栓→高强螺栓紧固→ 检查验收3.2 螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度。
选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数。
DXDiTa9E3d表5-2螺栓公称直径增加长度 (mm)M16 25M20 30M22 35M24 403.3 接头组装:3.3.1 连接处的钢板或型钢应平整,板边、孔边无毛刺;接头处有翘曲、变形必须进行校正,并防止损伤摩擦面,保证摩擦面紧贴。
SGBZ-0234扭剪型高强螺栓连接施工工艺标准依据标准:《建筑工程施工质量验收统一标准》GB50300-2001《钢结构工程施工质量验收规范》GB50205-2001《钢结构高强度螺栓连接的设计施工及验收规程》JGJ821、范围本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。
2、施工准备2.1材料及主要机具:2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。
遇有螺栓、螺母不配套,螺纹损伤时,不得使用。
螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。
螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。
必须按批号,同批内配套使用,不得混放、混用。
2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.2作业条件:2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求Q235钢为0.45以上,16猛钢为0.55以上)。
摩擦面不允许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(一般露天存10d左右),用喷砂处理的摩擦面不必生锈即可安装螺栓。
采用砂轮打磨时,打磨范围不小于螺栓直径的4倍,打磨方向与受力方向垂直,打磨后的摩擦面应无明显不平。
摩擦面防止被油或油漆等污染,如污染应彻底清理干净。
2.2.2检查螺栓孔的孔径尺寸,孔边有毛刺必须清除掉。
2.2.3同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
2.2.4电动扳手及手动扳手应经过标定。
3、操作工艺3.1工艺流程:作业准备→选择螺栓并配套→接头组装→安装临时螺栓→安装高强螺栓→高强螺栓紧固→检查验收。
3.2螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度。
选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数。
钢结构扭剪型高强度螺栓连接副一、引言钢结构扭剪型高强度螺栓连接副是一种常用于钢结构连接的紧固件,具有高强度、可靠性和易于安装的特点。
本文将从螺栓连接副的定义、结构特点、材料选用、设计原则、安装要求和质量控制等方面进行全面探讨。
二、螺栓连接副的定义螺栓连接副是指通过螺纹连接将两个或多个构件固定在一起的一种连接方式。
钢结构扭剪型高强度螺栓连接副是一种常用于钢结构连接的紧固件,广泛应用于建筑、桥梁、铁塔等领域。
三、结构特点钢结构扭剪型高强度螺栓连接副具有以下结构特点: 1. 螺栓:采用高强度合金钢制造,具有较高的抗拉强度和扭剪强度。
2. 螺母:采用与螺栓相匹配的高强度合金钢制造,确保连接副的均负荷。
3. 垫片:用于增加连接副的摩擦阻力,提高连接的稳定性。
4. 锁紧装置:采用双螺母或螺母加垫圈的方式,通过预紧力和摩擦力来保证连接的紧固性。
四、材料选用钢结构扭剪型高强度螺栓连接副的材料选用应符合以下要求: 1. 螺栓和螺母:采用高强度合金钢,如40Cr、35CrMo等。
2. 垫片:一般采用硬质塑料或金属材料,如不锈钢、铜等。
3. 锁紧装置:可根据实际需要选择双螺母或螺母加垫圈的方式。
五、设计原则在设计钢结构扭剪型高强度螺栓连接副时,应遵循以下原则: 1. 强度设计原则:根据连接副所承受的荷载和工作条件,合理确定螺栓和螺母的尺寸和数量。
2. 刚度设计原则:确保连接副在荷载作用下不发生过大的变形,保证结构的稳定性。
3. 可拆卸设计原则:连接副应具有可拆卸性,方便维护和更换。
4. 防松设计原则:通过适当的锁紧装置,防止连接副在工作过程中发生松动。
5. 耐久性设计原则:在选用材料和表面处理上,考虑连接副的耐久性和抗腐蚀性。
六、安装要求在安装钢结构扭剪型高强度螺栓连接副时,应注意以下要求: 1. 清洁表面:连接副的连接面应清洁无杂质,以确保连接的质量。
2. 预紧力控制:根据设计要求,通过预紧力控制螺栓的紧固力,不得过紧或过松。
衡阳运输机械有限公司施工用扭剪型高强度螺栓副工艺规范编号:DT-2092-0012011-09-26发布 2011-10-01实施施工用扭剪型高强度螺栓副工艺规范一、使用范围转栽房、胶带机及其他按装、施工用摩擦型连接的扭剪型高强度螺栓连接副。
二、引用标准GB/T1229 钢结构用高强度大六角螺母GB/T1230 钢结构用高强度垫圈GB1237 紧固件的标记方法GB/T3633 钢结构用扭剪型高强度螺栓连接副技术条件三、连接副型式螺栓连接副型式(包括一个螺栓、一个螺母和一个垫圈),见附图四、紧固规范1.工艺要求:1.1高强度螺栓连接副摩擦面应保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢等,除设计要求外摩擦面不应涂漆。
1.2高强度螺栓应自由穿入螺栓孔,螺栓不得受剪,穿入方向应该一致.1.3高强度螺栓连接副板终拧后,螺栓丝扣外露应为2~3扣,其中允许有10%螺栓丝扣外露应为1扣或4扣.1.4高强度螺栓连接副终拧后,除因构造原因无法使用专用扳手终拧掉梅花头外,未在终拧中拧掉梅花头的螺栓数不应大于节点螺栓数的5%,对所有梅花头未拧掉的扭剪型高强度螺栓连接副应采用扭矩法进行终拧并作标记,且在终拧完成1小时后,48小时内进行终拧扭矩检查.2.工艺过程:2.1连接副预拉力(紧固轴力)应符合下表规定初拧扭矩值按下式计算:To=0.065Pc·d式中To 为初拧扭矩值Pc 为施工预拉力标准值(KN),见下表d为施工螺栓公称直径(mm)根据上式求得高强度螺栓连接副初拧扭矩值见下表终拧扭矩值按下式计算:Tc=K·Pc·d式中 Tc 为初拧扭矩值Pc 为施工预拉力标准值(KN),见上表d 为螺栓公称直径(mm)K 为扭矩系数,取0.14根据上式求得高强度螺栓连接副终拧矩值见下表2.3紧固顺序及过程a)第一道拧紧初拧:用扭矩扳手按螺栓副初拧扭矩值先紧固螺栓副1,接着紧固对角线螺栓副8,再紧固螺栓副5,接着紧固对角线螺栓副4;依次类推,值至拧完。
扭剪型高强度螺栓连接副紧固轴力检测方案1适用范围
本方案适用于M16-M30高强度螺栓紧固轴力的实验室检验。
2试验目的
检验高强度螺栓紧固轴力是否合格。
3试验依据
《钢结构工程施工质量验收标准》GB 50205
《钢结构用扭剪型高强度螺栓连接副》GB 3632
4试验人员
试验人员均为持证上岗人员。
5检验设备
轴力计,其示值相对误差的绝对值不得大于测试轴力值的2%o 轴力计的最小示值应在IkN以下。
6检验条件
试验应在室温(10℃-35°C)条件下进行。
试验所用的机具、仪表和连接副均应放置在该环境内至少2小时以上。
7检验方法
7.1连接副的紧固轴力试验在轴力计上进行。
每一个连接副(一
个螺栓、一个螺母和一个垫圈)只能试验一次,不得重复使用。
7.2组装连接副。
垫圈有倒角的一侧应朝向螺母支撑面。
实验时, 垫圈不得转动,否则试验无效。
7.33连接副的紧固轴力值以螺栓梅花头被拧断时轴力计所
记录的
峰值为测定值。
7. 4进行连接副紧固轴力试验时应同时记录环境温度。
试验所
用的连接副和仪器均应放置在该环境温度下至少2小时以上。
8检验规则
8.1扭剪型高强度螺栓连接副紧固轴力应符合表1的规定。
8.2当1小于表2中规定的数值时,可以不进行紧固轴力试验。
表2
8.3连接副紧固轴力的检验按批抽取8套,8套连接副的紧固轴力平均值及标准偏差均应符合& 1的规定。
同批钢结构用扭剪型高强度螺栓连接副的最大数量为3000套。
扭剪型高强螺栓连接工艺标准
扭剪型高强螺栓连接工艺标准:
1.定义:扭剪型高强螺栓连接是指将螺纹在轴向受力的高强度
螺栓通过扭剪力矩的方式紧固连接件的连接方式。
2.材料要求:扭剪型高强螺栓的材料要求符合GB/T 3077的相
关规定,并应进行硬度检测,检测结果应符合相关标准要求。
3.螺纹质量要求:扭剪型高强螺栓的螺纹应符合GB/T 3420的
相关规定,螺纹的磨损度和几何尺寸应符合相关标准要求。
4.安装工艺:
(1)清洁连接面:应将连接面上的油污、锈蚀、杂物等清除干净,可以用棉纱蘸去清水或酒精擦拭,也可以用气动工具吹风清理。
(2)加油涂料:在连接面上刷涂润滑油或涂上防锈油。
(3)缩短螺纹长度:将螺纹长度缩短到螺距的3~5倍,减小扭矩。
(4)装配:将扭剪型高强螺栓和连接件放置在连接面上,轴向加
压并旋紧螺母。
(5)扭剪角度:在装配过程中,根据相关标准要求,先应将扭剪
型高强螺栓拧紧到初始预紧力矩值,并依据螺栓和连接件的材料、
直径及紧固件的摩擦系数确定额定扭矩或者额定角度。
(6)涂标记漆:根据相关标准要求,应在扭剪型高强螺栓的头部
或螺纹上涂上标记漆。
5.检验要求:
(1)外观检验:检查扭剪型高强螺栓表面质量及涂层的平整度、完整性等。
(2)尺寸检验:检查扭剪型高强螺栓的长度、螺纹尺寸、形状的符合性等。
(3)硬度检验:进行硬度检验,检验结果应符合标准要求。
(4)扭剪测试:通过扭剪测试检验连接的破坏扭矩是否符合标准要求。
扭剪型高强度螺栓连接副预拉力复验国标1. 引言扭剪型高强度螺栓连接副是一种常用于工程结构连接的紧固件。
为了确保连接可靠,预拉力复验是必要的步骤之一。
本文将介绍扭剪型高强度螺栓连接副预拉力复验的国标要求和方法。
2. 国标要求根据相关国家标准,扭剪型高强度螺栓连接副预拉力复验应满足以下要求: - 预拉力复验必须在连接紧固后的条件下进行。
- 复验应使用适当的检测仪器和设备。
- 复验应按照国家标准中规定的方法进行,包括力的测量和记录。
- 复验结果应满足国家标准中的要求。
3. 复验方法扭剪型高强度螺栓连接副预拉力复验可以采用以下方法之一:3.1 超声波法超声波法是一种常用的扭剪型高强度螺栓连接副预拉力复验方法。
具体步骤如下:1. 使用超声波仪器对连接副进行扫描,获取超声波信号。
2. 对信号进行分析和处理,计算出预拉力的数值。
3. 将复验结果与国家标准中规定的预拉力范围进行比较,判断连接副是否合格。
3.2 拉力计法拉力计法是另一种常用的扭剪型高强度螺栓连接副预拉力复验方法。
具体步骤如下:1. 使用拉力计对连接副进行力的测量。
2. 将测得的力值与国家标准中规定的预拉力范围进行比较,判断连接副是否合格。
3.3 其他方法除了超声波法和拉力计法,还可以采用其他方法进行扭剪型高强度螺栓连接副预拉力复验,如应变测量法、电阻应变片法等。
选择具体的方法应根据实际情况和国家标准的要求。
4. 结果评定根据国家标准的要求,扭剪型高强度螺栓连接副预拉力复验的结果可以分为合格和不合格两种情况。
根据复验方法测得的预拉力数值,与国家标准中规定的预拉力范围进行比较,如果测得的预拉力数值在范围内,则连接副被认为是合格的;如果测得的预拉力数值超出范围,连接副被认为是不合格的。
对于合格的连接副,应进行相应的记录并进行下一步工作;对于不合格的连接副,则需要采取相应的纠正措施,如重新紧固或更换连接副。
5. 结论扭剪型高强度螺栓连接副预拉力复验是确保连接可靠的重要步骤。
钢结构用扭剪型高强度螺栓连接副技术条件
钢结构用扭剪型高强度螺栓连接副技术条件是指对扭剪型高强度螺栓连接副在材料、制作、性能、检验等方面的技术要求和规定。
以下是钢结构用扭剪型高强度螺栓连接副技术条件:
1.螺栓材料:应采用经过热处理的优质碳素结构钢或合金钢,其抗拉强度应
符合相关标准要求。
2.螺栓尺寸:螺栓的公称直径、长度和数量应符合设计要求,并且应满足连
接需要。
3.性能等级:螺栓连接副的性能等级应根据设计要求选择,不同等级的螺栓
连接副具有不同的承载能力。
4.制作工艺:螺栓的制造应采用先进、稳定的工艺,确保螺栓的精度和质量。
5.检验方法:应采用合适的检验方法对螺栓连接副进行检验,包括硬度试验、
力学性能试验等,以确保螺栓的质量和性能。
总结来说,钢结构用扭剪型高强度螺栓连接副技术条件是对扭剪型高强度螺栓连接副的技术要求和规定,涉及材料、制作、性能、检验等方面的内容。
这些技术条件是确保螺栓连接副的质量和性能的重要保障。