压铸件缺陷产生原因及对应措施
- 格式:pdf
- 大小:81.67 KB
- 文档页数:6

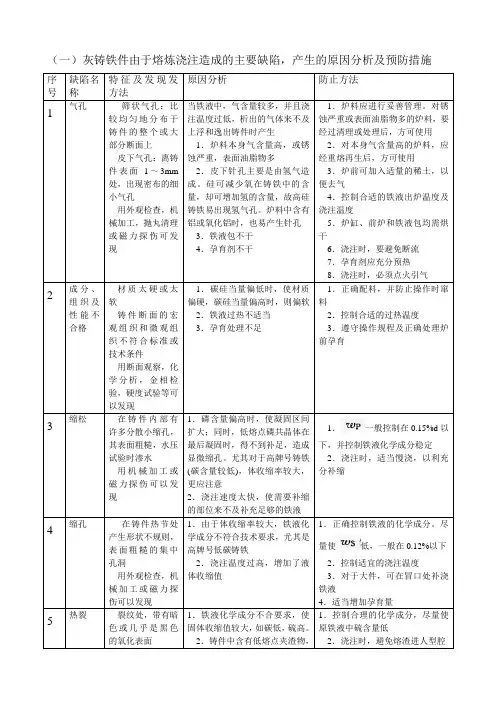
(一)灰铸铁件由于熔炼浇注造成的主要缺陷,产生的原因分析及预防措施
序号 缺陷名称 特征及发现发方法 原因分析 防止方法
1 气孔 筛状气孔:比较均匀地分布于铸件的整个或大部分断面上
皮下气孔:离铸件表面1~3mm处,出现密布的细小气孔
用外观检查,机械加工,抛丸清理或磁力探伤可发现 当铁液中,气含量较多,并且浇注温度过低,析出的气体来不及上浮和逸出铸件时产生
1.炉料本身气含量高,或锈蚀严重,表面油脂物多
2.皮下针孔主要是由氢气造成。硅可减少氧在铸铁中的含量,却可增加氢的含量,故高硅铸铁易出现氢气孔。炉料中含有铝或氧化铝时,也易产生针孔
3.铁液包不干
4.孕育剂不干 1.炉料应进行妥善管理。对锈蚀严重或表面油脂物多的炉料,要经过清理或处理后,方可使用
2.对本身气含量高的炉料,应经重熔再生后,方可使用
3.炉前可加入适量的稀土,以便去气
4.控制合适的铁液出炉温度及浇注温度
5.炉缸、前炉和铁液包均需烘干
6.浇注时,要避免断流
7.孕育剂应充分预热
8.浇注时,必须点火引气
2 成分、组织及性能不合格 材质太硬或太软
铸件断面的宏观组织和微观组织不符合标准或技术条件
用断面观察,化学分析,金相检验,硬度试验等可以发现 1.碳硅当量偏低时,使材质偏硬,碳硅当量偏高时,则偏软
2.铁液过热不适当
3.孕育处理不足
1.正确配料,并防止操作时窜料
2.控制合适的过热温度
3.遵守操作规程及正确处理炉前孕育
3 缩松 在铸件内部有许多分散小缩孔,其表面粗糙,水压试验时渗水
用机械加工或磁力探伤可以发现 1.磷含量偏高时,使凝固区间扩大;同时,低熔点磷共晶体在最后凝固时,得不到补足,造成显微缩孔。尤其对于高牌号铸铁(碳含量较低),体收缩率较大,更应注意
2.浇注速度太快,使需要补缩的部位来不及补充足够的铁液 1.一般控制在0.15%d以下,并控制铁液化学成分稳定
序号
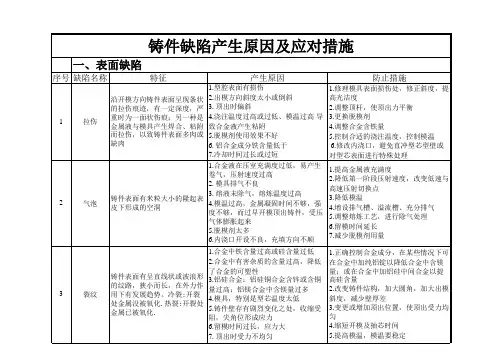
铸件表面有米粒大小的隆起表皮下形成的空洞特征产生原因1.提高金属液充满度2.降低第一阶段压射速度,改变低速与高速压射切换点3.降低模温4.增设排气槽、溢流槽、充分排气5.调整熔炼工艺,进行除气处理6.留模时间延长7.减少脱模剂用量3裂纹铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势。冷裂:开裂处金属没被氧化.热裂:开裂处金属已被氧化.1.合金中铁含量过高或硅含量过低2.合金中有害杂质的含量过高,降低了合金的可塑性3.铝硅合金:铝硅铜合金含锌或含铜量过高;铝镁合金中含镁量过多4.模具,特别是型芯温度太低5.铸件壁存有剧烈变化之处,收缩受阻,尖角位形成应力6.留模时间过长,应力大7. 顶出时受力不均匀1.正确控制合金成分,在某些情况下可在合金中加纯铝锭以降低合金中含镁量;或在合金中加铝硅中间合金以提高硅含量2.改变铸件结构,加大圆角,加大出模斜度,减少壁厚差3.变更或增加顶出位置,使顶出受力均匀4.缩短开模及抽芯时间5.提高模温,模温要稳定2气泡1.型腔表面有损伤2.出模方向斜度太小或倒斜3. 顶出时偏斜4.浇注温度过高或过低、模温过高 导致合金液产生粘附5.脱模剂使用效果不好6. 铝合金成分铁含量低于7.冷却时间过长或过短1.合金液在压室充满度过低,易产生卷气,压射速度过高2. 模具排气不良3. 熔液未除气,熔炼温度过高4.模温过高,金属凝固时间不够,强度不够,而过早开模顶出铸件,受压气体膨胀起来5.脱模剂太多6.内浇口开设不良,充填方向不顺防止措施铸件缺陷产生原因及应对措施1.修理模具表面损伤处,修正斜度,提高光洁度2.调整顶杆,使顶出力平衡3.更换脱模剂4.调整合金含铁量5.控制合适的浇注温度,控制模温 6.修改内浇口,避免直冲型芯型壁或对型芯表面进行特殊处理一、表面缺陷沿开模方向铸件表面呈现条状的拉伤痕迹,有一定深度,严重时为一面状伤痕;另一种是金属液与模具产生焊合、粘附而拉伤,以致铸件表面多肉或缺肉拉伤1缺陷名称

铝合金压铸件常见缺陷及产生原因
压铸件的缺陷特征,产生原因,防止方法
名称 流痕及花纹 网状毛翅 脆性 裂纹 缩孔缩松
特征及检查方法 外观检查:铸件表面上有与金属液流动方向一致的条纹,有明显可见的与金属基体颜色不一样无方向性的纹路,无发展趋势。 外观检查:压铸件表面上有网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而不断扩大和延伸
外观检查或金相检查:合金晶粒粗大或极小,使铸件易断裂或碰碎 外观检查:将铸件放在碱性溶液中,裂纹处呈暗灰色金属基体的破坏与裂开呈直线或波浪形,纹路狭小而长,在外力作用下有发展趋向裂纹有穿透和不穿透两种 解剖外观检查或探伤检查;缩孔表面呈暗色并不光滑,形状不规则的孔洞,大而集中的为缩孔,小而分散的为缩松
产生原因 1,首先进入型腔的金属液形成一个极薄的而又不完全的金属层后,被后来的金属液所弥补而留下的痕迹。2,模温过低3,内浇道截面积过小及位置不当产生喷溅。4,作用于金属液上的压力不足花纹:涂料用量过多。 1,压铸模型腔表面龟裂2,压铸模材质不当或热处理工艺不正确3,压铸模冷热温差变化太大4,浇注温度过高5,压铸模预热不足6,型腔表面粗糙7,压铸模壁薄或有尖角 1,合金过热太大或保温时间过长2,激烈过冷,结晶过细3,铝合金含有锌铁等杂质太多4,铝合金中含铜超出规定范围 在铸件上由于应力或外力而产生的裂纹1,锌合金铸件的裂纹(1)锌合金中有害杂质铅,锡,铁和镉的含量超过了规定范围(2)铸件从压铸模中取出过迟(3)型芯的抽出或推出受力不均(4)铸件的厚薄相接处转变剧烈(5)熔炼温度过高 2,铝合金铸件的裂纹(1)合金中铁含量过高或硅含量过低(2)合金中有害杂质的含量过高,降低了合金的的可塑性(3)铝硅合金:铝硅铜合金含锌或含铜量过高;铝镁合金中含镁量过多(4)模具,特别是型芯温度太低(5)铸件壁厚有剧烈变化之处(6)留模时间过长(7)顶出时受力不均 3,镁合金铸件的裂纹(1)合金中铝硅含量高(2)模具温度低(3)铸件壁厚薄变化剧裂(4)顶出和抽芯受力不均匀 4,铜合金铸件的裂纹(1)黄铜中锌的含量过高(冷裂)或过低(热裂)(2)硅黄铜中硅的含量高(3)开模时间晚,特别是型芯多的铸件 缩孔是压铸件在冷凝过程中,内部补偿不足而造成的孔穴1,浇注温度过高2,压射比压低3,铸件在结构上有金属积聚的部位和截面变化剧烈4,内浇道较小
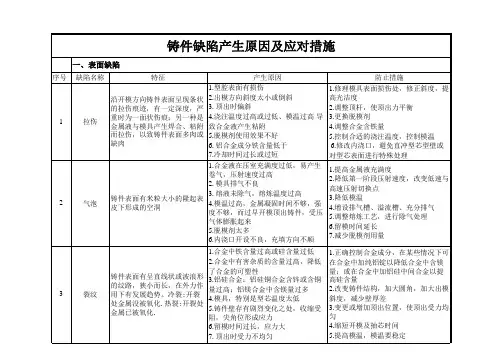
序号
3裂纹铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势。冷裂:开裂处金属没被氧化.热裂:开裂处金属已被氧化.1.合金中铁含量过高或硅含量过低2.合金中有害杂质的含量过高,降低了合金的可塑性3.铝硅合金:铝硅铜合金含锌或含铜量过高;铝镁合金中含镁量过多4.模具,特别是型芯温度太低5.铸件壁存有剧烈变化之处,收缩受阻,尖角位形成应力6.留模时间过长,应力大7. 顶出时受力不均匀1.正确控制合金成分,在某些情况下可在合金中加纯铝锭以降低合金中含镁量;或在合金中加铝硅中间合金以提高硅含量2.改变铸件结构,加大圆角,加大出模斜度,减少壁厚差3.变更或增加顶出位置,使顶出受力均匀4.缩短开模及抽芯时间5.提高模温,模温要稳定1拉伤沿开模方向铸件表面呈现条状的拉伤痕迹,有一定深度,严重时为一面状伤痕;另一种是金属液与模具产生焊合、粘附而拉伤,以致铸件表面多肉或缺肉1.型腔表面有损伤2.出模方向斜度太小或倒斜3. 顶出时偏斜4.浇注温度过高或过低、模温过高 导致合金液产生粘附5.脱模剂使用效果不好6. 铝合金成分铁含量低于7.冷却时间过长或过短1.修理模具表面损伤处,修正斜度,提高光洁度2.调整顶杆,使顶出力平衡3.更换脱模剂4.调整合金含铁量5.控制合适的浇注温度,控制模温 6.修改内浇口,避免直冲型芯型壁或对型芯表面进行特殊处理2气泡铸件表面有米粒大小的隆起表皮下形成的空洞1.合金液在压室充满度过低,易产生卷气,压射速度过高2. 模具排气不良3. 熔液未除气,熔炼温度过高4.模温过高,金属凝固时间不够,强度不够,而过早开模顶出铸件,受压气体膨胀起来5.脱模剂太多6.内浇口开设不良,充填方向不顺1.提高金属液充满度2.降低第一阶段压射速度,改变低速与高速压射切换点3.降低模温4.增设排气槽、溢流槽、充分排气5.调整熔炼工艺,进行除气处理6.留模时间延长7.减少脱模剂用量铸件缺陷产生原因及应对措施一、表面缺陷缺陷名称特征产生原因防止措施5流痕和花纹铸件表面上有与金属液流动方向一致的条纹,有明显可见的与金属体颜色不一样的无方向性的纹路,无发展趋势1.首先进入型腔的金属液形成一个极薄的而又不完全的金属层后,被后来的金属液所弥补而留下的痕迹2.模温过低,模温不均匀3. 内浇道截面积过小及位置不当产生喷溅4.作用于金属液的压力不足5.花纹:涂料用量过多1.提高金属液温度2.提高模温3.调整内浇道截面积或位置4.调整充填速度及压力5. 选用合适的涂料及调整用量6冷隔压铸件表面有明显的、不规则的、下陷线性纹路(有穿透与不穿透两种)形状细小而狭长,有的交接边缘光滑,外力作用下有发展的可能1.两股金属流相互对接,但未完全熔合而又无夹杂存在其间,两股金属结合力很薄弱2. 浇注温度或压铸模温度偏低3.选择合金不当,流动性差4. 浇道位置不对或流路过长5.填充速度低6.压射比压低1.适当提高浇注温度和模具温度2. 提高压射比压,缩短填充时间3.提高压射速度,同时加大内浇口截面积4.改善排气、填充条件5.正确选用合金,提高合金流动性4变形1.压铸件几何形状与图纸不符2.整体变形或局部变形1.铸件结构设计不良,引起不均匀收缩2.开模过早,铸件刚性不够3.顶杆设置不当,顶出时受力不均匀4.切除浇口方法不当5.由于模具表面粗糙造成局部阻力大而引起顶出时变形1.改进铸件结构2.调整开模时间3.合理设置顶杆位置及数量4.选择合适的切除浇口方法5. 加强模具型腔表面抛光,减少脱模阻力