基于S7-200PLC的面粉厂喂料系统设计
- 格式:pdf
- 大小:218.09 KB
- 文档页数:4

学号x x x《电气控制与可编程控制技术》课程设计(2009级本科)系(部)院:物理与机电工程学院专业:电气工程及其自动化作者姓名:xxx指导教师:xxx 职称:教授完成日期:2012 年12 月15 日课程设计任务书第一步:根据两种料的比例,从A、B两处分别取料;第二步:将两种料进行混合;目录一、引言 (1)二、设计目的 (2)三、设计任务及要求 (2)3.1 设计要求 (2)3.2 设计任务 (3)四、系统的电气原理图 (4)五、硬件外部接线图 (4)5.1 PLC的选型原则 (4)5.2 PLC选型 (4)5.3 PLC连线图 (5)5.4 I/O分配表 (6)六、系统的程序设计 (7)6.1程序设计的流程图 (7)6.1程序设计梯形图 (8)七、系统仿真与调试 (13)八、设计总结 (17)九、参考文献 (18)附录 (19)一、引言PLC的定义有许多种。
国际电工委员会(IEC)对PLC的定义是:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。
PLC具有通信联网的功能,它使PLC与PLC 之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。
多数PLC具有RS-232接口,还有一些内置有支持各自通信协议的接口。
配料工人收到每天的生产作业表后, 将依次对每种原料进行称重。根据配料的多少, 先计算每种成分的重量,然后在各种成分的料桶中取料,送到电子称上进行称重,最后进行包装。在这个过程中工人工作繁重,出错率高,称重重量无监测,生产数据无纪录等不能保证企业的生产工艺。文中以PC机编程,可编程逻辑控制器(PLC),现场总线技术等现代工控技术为基础,开发了以PC机为上位机, 以PLC作为下位机的自动配料系统。在整个生产过程中,一旦生产计划制定完成,计算机将按照计划对每种原料进行称重,不再需要人工来干预。在这个过程中工人只是进行取料,由计算机通过电子称发来的数据校核重量,减轻了工人的工作负担,提高了工作效率。随着社会的不断发展,科学技术的不断进步,人们已经对越来越多的事物不是进行手工操作,而是进行人工智能控制。

完整版)基于PLC的自动配料系统毕业设计___的毕业设计论文旨在设计一种基于PLC的自动配料系统,以满足各种工业生产过程中自动化配料的需求。
该系统的主要技术指标包括配料精度、首尾滚筒距、常用带速、物料密度、灵敏度、准确度等级、综合误差、最大称量、最大安全负荷、最大称量极限过负荷、称重传感器输入信号范围、速度传感器输入信号范围和RS485串行通讯接口等。
二、工作内容和要求:该自动配料系统将完成三种物料的自动配比控制,采用主从比例控制方式。
PLC将实现各种物料下料量的采集、喂料装置的启停、物料下料量的控制。
组态操作界面将显示设备的运行、停车、故障,并要求显示每种物料的下料设定值和实际下料值。
通过界面上设置的启动、停车按钮实现整个系统的开停。
三、主要参考文献:本毕业设计论文参考了多篇文献,包括___和___的《PLC在白动配煤控制系统中的应用》、___、___和应力刚的《可编程控制器在配料自动控制系统中的应用》、___的《MPS课程项目》、___和___的《PLC在混料控料系统的应用》以及___的《自动配料系统的设计》等。
该自动配料系统将有助于提高生产效率,减少人工干预,降低生产成本,提高产品质量,满足工业生产过程中自动化配料的需求。
自动配料系统是一种重要的技术手段,可以根据设定的配比和流量控制各输入物料的瞬时流量,从而实现生产过程自动化和智能化。
本文旨在设计开发一种自动配料系统,以解决动态计量衡器的控制精度问题,提高生产效率和产品质量,推动国民经济的发展。
本文将讨论配料系统总体方案设计及选择、上下位机通信方案的选择、PLC控制系统设计、传感器设计和选型等内容。
设计任务将使用___的可编程序控制器及Wincc组态软件。
本文将详细论述设计方法,包括画出主电路、分配I/O地址、设计系统控制的程序框图、根据程序框图设计该系统的控制梯形图并写出指令表、上机调试通过以及利用Wincc组态软件对系统进行模拟运行。

常州信息职业技术学院电子与电气工程学院毕业设计论文毕业设计(论文)任务书专业电气自动化一、课题名称:基于PLC的自动配料系统设计二、主要技术指标:系统配料精度:±1%,首尾滚筒距:2~6m,常用带速:0.01-0.05m/s 物料密度0.75~2.0t/h ,灵敏度:2mv/v 准确度等级:c3 级综合误差:± 0.02%最大称量最大安全负荷:150%最大称量极限过负荷:200%最大称量,称重传感器输入信号范围0~30mv ,速度传感器输入信号范围:0~20Hz ,RS485 串行通讯接口。
三、工作内容和要求:1、自动配料将完成 3 种物料的自动配比控制;2、控制方式为主从比列控制方式;2、 PLC 要实现各种物料下料量的采集、喂料装置的启停、物料下料量的控制;3、组态操作界面能显示设备的运行、停车、故障;4、操作界面要求显示每种物料的下料设定值、实际下料值;通过界面上设置的启动、停车按钮实现整个系统的开停。
四、主要参考文献:_[1] 王志刚,许晓鸣.PLC 在白动配煤控制系统中的应用[J].电气传动. .[2]章皓,王先忧,应力刚 . 可编程控制器在配料自动控制系统中的应用[J]. 机电工程[3]秦益霖, MPS课程项目[4] 段梅,李新, PLC在混料控料系统的应用 [J] 。
1997, 23( 10): 30— 32, 41[5] 张本举,自动配料系统的设计,中国铝业中州分公司计控室,2000 年学生(签名)2010 年 5 月 7 日指导教师(签名)2010 年 5 月 10 日教研室主任(签名)2010 年 5 月 10 日系主任(签名)2010 年 5 月 12 日毕业设计(论文)开题报告设计(论文)题目基于 PLC的自动配料系统设计一、选题的背景和意义:随着科学技术的不断发展,自动化的需求也日益增多。
在很多生产工艺过程中,人们除了要求衡器能准确的进行称量,满足产品质量的需要外,还要求能自动配料称重 , 大幅度提高生产效率。
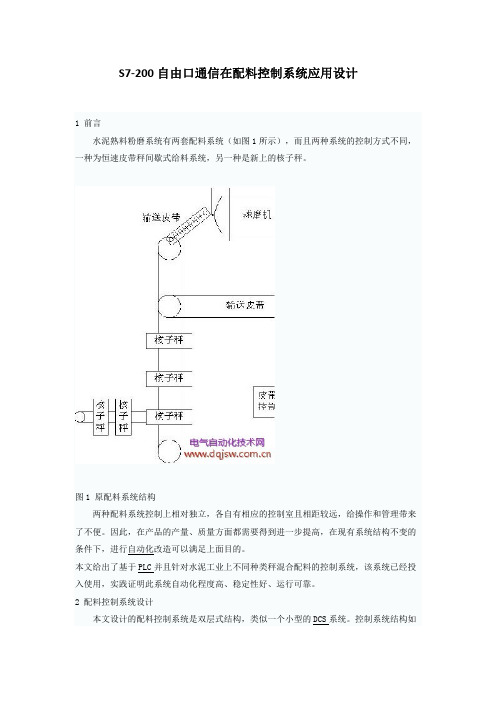
S7‐200自由口通信在配料控制系统应用设计1 前言水泥熟料粉磨系统有两套配料系统(如图1所示),而且两种系统的控制方式不同,一种为恒速皮带秤间歇式给料系统,另一种是新上的核子秤。
图1 原配料系统结构两种配料系统控制上相对独立,各自有相应的控制室且相距较远,给操作和管理带来了不便。
因此,在产品的产量、质量方面都需要得到进一步提高,在现有系统结构不变的条件下,进行自动化改造可以满足上面目的。
本文给出了基于PLC并且针对水泥工业上不同种类秤混合配料的控制系统,该系统已经投入使用,实践证明此系统自动化程度高、稳定性好、运行可靠。
2 配料控制系统设计本文设计的配料控制系统是双层式结构,类似一个小型的DCS系统。
控制系统结构如图2所示。
上层是在工业控制计算机上实现监视管理;下层通过PLC完成配料及负荷控制。
西门子PLC中的S7-200系列可以满足多种多样的自动化控制需求。
S7-200系列不仅稳定可靠而且还具有紧凑的设计、良好的扩展性、强大的指令,使得其可以近乎完美的满足小规模的控制系统要求。
图2 控制系统硬件结构图根据实际现场布局,系统是由2套西门子PLC S7-200和一台工控机构成;因为核子秤控制室和皮带秤控制室距离较远,所以之间采用RS 485总线进行通讯;因为水泥厂配料系统中数据量较大,实时性要求较高,所以PLC采用自由口通讯,自己定义通讯格式;考虑整个配料系统的可靠性和安全性,让S7-200_1 作为主站,主要负责7路核子秤的配料控制,让S7-200_2作为从站,负责5路皮带秤的配料控制,上位机作为从站,主要负责生产监控和管理。
3.自由口通信实现S7-200 CPU内部集成的PPI通讯接口为用户提供了强大的通讯功能。
PPI接口的电气特性为RS485,可在三种方式下工作:(1) PPI方式(2) MPI方式(3) 自由通讯口方式本系统采用自由通讯口方式,自由口通讯是通过用户程序可以控制S7-200 CPU通讯口的操作模式,利用自由口模式,可以实现用户定义的通讯协议连接多种智能设备。


毕业设计(论文)任务书专业电气自动化一、课题名称:基于PLC 的自动配料系统设计二、主要技术指标:系统配料精度:±1%,首尾滚筒距: 2~6m,常用带速: 0.01-0.05m/s 物料密度0.75~2.0t/h,灵敏度:2mv/v 准确度等级:c3 级综合误差:±0.02%最大称量最大安全负荷: 150%最大称量极限过负荷:200%最大称量,称重传感器输入信号范围 0~30mv,速度传感器输入信号范围: 0~20Hz,RS485 串行通讯接口。
三、工作内容和要求:1、自动配料将完成 3 种物料的自动配比控制;2、控制方式为主从比列控制方式;2、 PLC 要实现各种物料下料量的采集、喂料装置的启停、物料下料量的控制;3、组态操作界面能显示设备的运行、停车、故障;4、操作界面要求显示每种物料的下料设定值、实际下料值;通过界面上设置的启动、停车按钮实现整个系统的开停。
四、主要参考文献:_[1]王志刚,许晓鸣.PLC 在白动配煤控制系统中的应用[J].电气传动. .[2]章皓,王先忧,应力刚.可编程控制器在配料自动控制系统中的应用[J].机电工程[3]秦益霖,MPS 课程项目[4]段梅,李新,PLC 在混料控料系统的应用[J]。
1997,23(10):30—32,41[5]张本举,自动配料系统的设计,中国铝业中州分公司计控室,2000 年学生(签名)2010 年 5 月7 日指导教师(签名)2010 年 5 月10 日教研室主任(签名)2010 年 5 月10 日系主任(签名)2010 年 5 月12 日毕业设计(论文)开题报告基于 PLC 的自动配料系统设计目录摘要Abstract第1 章课题来源背景 (1)1.1.1 课题来源……………………………………………………………………1.1.2 研究的目的和意义…………………………………………………………1.2 设计任务与总体方案的确定……………………………………………….1.2.1 设计任务………………………………………………………………………1.2.2 总体设计方案的确定...............................................................第2 章PLC 概述 (1)2.1PLC 的发展历史 (3)2.2PLC 的硬件和软件 (4)2.3 PLC 的通讯联网……………………………………………………………2.4 PLC 的注意事项.....................................................................第3 章配料系统简介 .. (5)3.1自动配料系统的特点及优点 (6)3.2自动配料系统的组成 (8)3.3配料技术的最新进展 (11)第4 章自动配料系统设计 (14)4.1称重方式选择 (14)4.2给料方式选择 ................................................................................................. 15.4.3生产线结构 (16)4.4 配料系统的组成……………….………………………..…………………... 4.5 输送装置的设计………………………………..……………………………..4.6 计量系统的设计........................................................................第5 章控制系统的硬件设计 (19)5.1 PLC 的选配 (19)5.2 S7—200 的特征 (20)5.3 S7—200 的主要组成部件 (23)第6 章系统的软硬件设计 (30)第7 章系统的监控组态 (43)第8 章结束语 (58)参考文献摘要本课题为自动配料自动控制系统的研制。
基于西门子S7-200小型PLC控制的配料系统作者:曹励龄来源:《文存阅刊》2019年第20期摘要:西门子S7-200小型PLC控制系统主要代替了继电器的控制场合,是一种智能化的自动控制系统。
此系统包含CPU模块、电源模块等,都组装在一个机箱壳内,优化了此系统的整体外观。
在配料系统中使用此系统能够增强系统运行的效率,确保工作机械的正常工作。
关键词:西门子S7-200;小型PLC;控制系统;配料系统配料系统数是机电一体化控制发展的产物,主要包含物料传送、物体失重计量等环节,对物料配送、相关参数的管理与统计都属于配料系统的组成部分。
将西门子S7-200小型PLC控制系统应用于配料系统过程中,能够有效增强系统的工作效率,确保系统运行的智能化和自动化。
1.配料系统的相关组成部件1.1物料的运输环节需要根据不同类型的生产工艺,运用不同类型的运输方式将物料输送到指定的地方。
这样能够保证物料输出的及时性,也能根据工作实际需求随时添加物料,提高物料配送的效率。
1.2物体失重计量环节在整个计量环节中,需要借助失重秤完成,根据每种物料输送的要求,提前在失重秤上输入相关的数据,借助智能化的载荷传感系统,并将这个数据信息传送给整个控制系统。
控制系统及时进行数据的调整,确保整个物料运输正常进行。
失重秤的整体结构比较小,也在一定程度上节省了占地空间,操作程序比较简单,所计量出来的数据准确性较高,其安装形式也比较简单灵活,计量数据范围比较广,这样也扩大了失重秤的适用范围。
失重秤上有自动的安全报警装置,能确保整个配料运输环节的安全性[1]。
对每种配料都能进行科学计量,稳定配料的比重,保证了产品的质量。
2.西门子S7-200小型PLC控制系统在配料系统中的应用一般来说,配料系统都是由两个容积式计量喂料机组合而成,将两台机器的物料比重设置相等,实现物料的配比式输出和运送。
在整个物料运送中都是需要借助螺杆进行转动运输,在整个配料系统工艺控制环节中,将西门子S7-200小型PLC控制系统应用其中。
毕业设计说明书设计(论文)题目:基于PLC控制的自动供料及加工系统设计学校:函授教学站点:年级专业:姓名:毕业设计(论文)任务书论文题目:基于PLC控制的自动供料及加工系统设计要求:(时间自至)指导教师:下达时间:指导教师评语答辩评语设计说明(论文)摘要:一、设计题目基于PLC控制的自动供料及加工系统的设计(PLC在自动生产线中的应用)二、题目来源亚龙自动生产线AL335型号实验实训装置的使用三、设计的目的1)掌握自动供料及加工系统的工作原理、工作过程以及其控制操作方式。
2)掌握电气控制元件的选择与计算方法。
3)掌握电气控制系统的设计方法。
4)掌握用PLC改造电气设备的方法选择。
5)掌握PLC控制的设计方法以及编程方法。
6)掌握系统调试方法以及故障检测及排除方法。
四、设计要求结合所学内容根据要求选择合适型号的PLC,用于实施系统的PLC控制操作。
1)完成系统的电气控制线路的设计、调试任务,能够按照要求实施电气控制操作。
2)完成PLC对自动供料及加工系统实施控制操作的设计任务,并进行程序编写以及调试,按照要求完成各项控制操作。
注意:(1)机械手各项动作的先后顺序。
(2)各种动作间联锁关系。
(3)相关动作的工作状态指示。
3)能够进行现场组态监控操作。
五、完成的任务(1)完成电气元器件的选择,电气控制线路的设计,位置分布图及安装接线图的设计及绘制。
(电气绘图软件的使用,如PCschematic 7.0,或AOTCAD2008电气绘图软件)(2)选择PLC型号,分配I/O端口,设计I/O电路、选择元件,绘制梯形图、编织语句表。
(3)组态软件的选择、应用,系统设计、程序编写及通讯调试工作的完成。
目录第1章绪论 (6)1.1 设计的目的和要求 (6)1.2 亚龙自动生产线概述 (6)第2章生产线简介 (9)2.1 生产线基本情况 (9)第3章电器元件、设备的选择 (11)3.1 PLC机型的选择 (11)3.2 传感器 (12)3.3 电磁阀 (14)第4章控制系统的软硬件设计 (15)4.1 控制系统的硬件设计 (15)4.2 控制系统的软件设计 (30)第5章设计小结 (38)参考文献 (40)第1章绪论1.1 设计目的及要求目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,因此PLC在控制领域取得广泛应用。
基于西门子S7-200PLC通讯的自动配料控制系统设计黄明(江苏兴荣高科股份公司科研所江苏常州213120)摘要:本文主要介绍运用西门子S7-200 PLC在催化剂全自动配料中的应用。
着重从配料系统的工艺流程,控制系统的软硬件配置,介绍了小型PLC如何在控制系统中通过通讯方式达到集散型控制的具体设计思想与控制方式。
并且通过此配料系统设计可以对自动化大多数的控制通讯方式有所了解和掌握。
关键词:催化剂配料控制系统;PLC控制;MPI通讯;PPI通讯;触摸屏;称重系统;RS232通讯;工控机;WINCC;变频器;PROFIBUS总线;EM277模块;S7-200;集散型控制1 引言随着工业自动化通讯及PLC集成技术的飞速发展,使得自动化控制技术运用的领域越来越广泛,把PLC的通讯与多个配料设备相结合,就组成了非常方便应用与维护的集散型配料控制系统。
本文主要运用PLC与各个控制设备的通讯连接,达到在催化剂超细粉料配料系统中的集中运用,实现系统的集中与分散型相结合,达到对PLC系统的充分利用。
本系统已经应用在浙江某催化剂配料系统中,经过工作运行,系统可靠稳定,在自动配料中不但保证了配料精度,还保证了产品的质量提高了生产效率。
2 催化剂配料设备的工作原理催化剂配料主要是将3种超细粉料与一种液体,按一定的比例进行混合,然后经过挤压成型。
催化剂配料设备的主要由:主配料系统,副配料系统,辅配料系统,精配料系统,液体配料系统。
五部分组成。
每一个粉料配料部分又分为:开袋站,真空上料管道,除尘仓,储料仓,配料螺旋,及共用的称量斗部分组成。
液体配料部分主要由阀和称量罐组成。
最后有一个放料部分和混合挤压部分。
工作原理图如下:图1 :工作原理图未完待续。
摘要自动配料系统是一个针对各种不同类型的物料(固体或液体)进行输送、配比、加热、混合以及成品包装等全生产过程的自动化生产线。
广泛应用于化工、冶金、建材、食品、饲料加工等行业。
本文介绍了一种基于西门子PLC和新型称重配料控制器ID551的技术特性.根据西门子s7—200 PLC和称重仪表作为控制器,以完成控制过程.液体灌装配料系统主要由s7—200 PLC,称重仪表,HMI和四通道灌装设备构成。
通过对称重仪表清零和标定等参数的设置,来完成相应的设置质量的精确称重。
设置校准标定值为1Kg,允许误差范围在10 g以内.系统采用慢喂阀和快喂阀两种方式添加原料,是为了达到高速、准确的目的。
在设计本系统过程中考虑了可能影响系统误差诸多因素,如液体在空中停留的时间即空中飞料时间、影响水流速快慢的压力大小即蓄水池液位等。
为了进一步减小误差,我们可以通过设置空中飞料时间来调整,设置空中飞料时间为1s。
当称重结束时,完成称重,开始放料。
当称重仪表称的桶中液体质量为零时,此时放料结束,完成一次原料称重。
整个过程可以通过触摸屏设置并观测。
把水、水泥、砂、碎石,分别在四个通道称重,当且仅当四个通道放料阀都处于复位状态时,搅拌电机开始工作,原料进行搅拌,完成一个工业配料的实际应用——混凝土搅拌自动控制系统。
基于PLC、称重仪表、触摸屏的工业配料自动控制,可在材料精确、快速称重的生产行业进行应用。
关键词:PLC;称重仪表;人机界面;工业配料。
Title:Based on PLC and weighing instrument, touch screen,industrial automatic controlAbstractAutomatic batching system is one for all the different types of materials (Solid or liquid)In transmission、Matching、heating、mingle and so on。