静压导轨在重型机床设计中的应用_赵玉梅
- 格式:pdf
- 大小:334.58 KB
- 文档页数:4

重型机床垂向导轨副应用恒流闭式静压导轨的设计李嵩松【摘要】Describes characteristics and application status of static pressure guide, a comprehensive guide describes the static vertical rail technology for heavy-duty machine guideway the design process, including the working principle, the oil film rigidity, the oil chamber arrangement,supply oil return system, the system testing and debugging of the technology and scope of application of the results.%介绍了静压导轨的特点和应用状况,全面阐述了将静压导轨技术应用于重型机床垂向导轨副的设计过程,包括工作原理、油膜刚度、油腔布置、供油回油系统、系统调试测试及该技术的应用成果和范围。
【期刊名称】《制造技术与机床》【年(卷),期】2011(000)007【总页数】4页(P79-82)【关键词】重型机床;静压导轨;恒流供油;垂向导轨副【作者】李嵩松【作者单位】北京第一机床厂,北京100022【正文语种】中文【中图分类】TG502.3目前国内机床生产厂家在生产重型及超重型机床时,由于机床规格的不断增大垂向导轨副也不断加长(溜板垂向导轨,横梁升降导轨等),因此垂向导轨副对刚度和承载能力的要求也不断提高。
例如,各厂家所攻关的技术难题:“全包静压滑枕”实质为利用溜板垂向静压导轨增加滑枕的垂向行程。
从而满足现代加工对重型机床滑枕行程所提出的更高设计要求。
因此在设计重型机床垂向导轨副时应用静压导轨就成为解决垂向导轨副刚度和承载能力这一问题的关键。
探讨静压导轨发展现状及趋势研究分析摘要:在重型龙门机床中,静压导轨技术扮演着至关重要的角色,它不仅是机床整体性能的重要体现,更是其核心技术之一。
静压导轨以其卓越的承载能力、高精度的测量能力以及卓越的稳定性而著称。
在设计过程中,静压导轨的承载计算、静压块的外形尺寸计算以及多头泵的压力选取等计算都具有同等重要的意义。
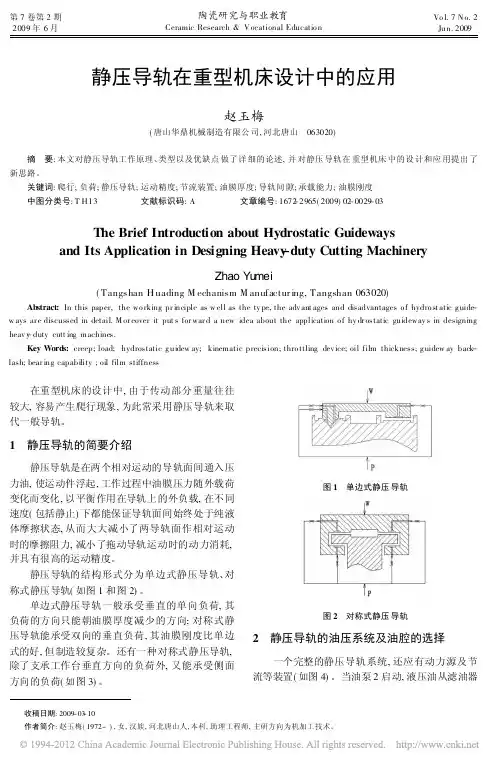
关键词:重型龙门机床;静压导轨技术;热变形1、引言导轨的结构形式可划分为两类:一类为具有开放式静压特性的导轨,而另一类则是采用闭式静压结构的导轨。
通过节流器将压力油导入开式静压导轨的各个油腔中,使各个运动部件上浮,从而使导轨表面被油膜隔离,最终油腔中的油经封油边源源不断地返回油箱中。
当动导轨在外载荷的作用下向下发生位移,导轨间隙减小,回油阻力增大,使得油腔内油压上升,从而达到均衡外载荷的目的。
该闭式静压导轨的上下导轨面均设有油腔,可承受双向外载荷,以确保所有运动部件的平稳运行。
导轨供油方式有定压式与定量式。
定压式静压导轨是对节流器入口油压强要求较高、应用较为广泛的设备。
定量式静压导轨是不需用节流器而给各油腔供给定量油泵,其通过油腔的压力油流量恒定。
2、静压导轨的原理静压导轨结构形式可以分为开放和封闭2种;另外燃油供应也可以分为定量式与定压式。
静压导轨上、下两个相对运动导轨面在受到一定压力时,会形成具有一定承载能力的高刚度结构使上、下两个导轨面脱离漂浮在油膜上,而压力油则保持不变。
本实用新型利用流量控制器对油膜进行调整,使得油膜有一定承载能力及刚度,确保运动件间是纯液体摩擦以减小导轨及滑块间摩擦力并确保导轨在工作过程中的准确性相对于传统导轨,静压导轨有明显优点:因导轨间摩擦变为液体摩擦而在长期使用过程中磨损最小;若导轨运动速度改变,则对油膜刚度和厚度影响最小。
3、静压导轨性能的影响要素分析3.1油膜厚度的影响静压导轨的主要性能参数包括其承载能力和刚度等,这些参数与油膜的特性息息相关。
静压导轨,作为一种创新的传动机构,在工业领域得到了广泛的应用,特别适用于支撑高速精密机床和大型机械传动装置。
重型落地铣镗床静压导轨形式的分析伴随着工业4.0的全面升级,装备制造行业也得到了飞速的发展,同时我国重型数控母机设备的制造能力得到了大幅的提升。
我国自主研发、制造的世界镗轴直径最大的超重型落地铣镗床:TK6932型超重型数控落地铣镗床,不仅代表了我国重型母机设备的制造能力已经达到世界顶级水平,也突破了特大零部件极限加工技术的瓶颈。
为我国整体装备制造水平的提升起到了推进作用。
本文将针对重型数控落地铣镗床静压导轨形式进行分析及阐述,希望可以提高大家对重型落地铣镗床导轨形式的了解与认识。
标签:重型机床;静压导轨;落地铣镗床;机械制造1 静压导轨的原理及特点静压导轨是将一定量的油液利用外部供油系统的压力输入到两导轨接触面之间。
伴随着压力油液的注入,导轨面之间会产生悬浮形成一定的压力油膜。
该处的压力油膜将承载导轨间全部的载荷,使得两导轨之间达到静压力平衡状态。
在机床设备正常工作的状态下,导轨间的压力油液不断补充与外泄,使导轨间始终处于平衡与稳定的状态。
如下图所示:静压导轨的特点:(1)因为两导轨面之间在形成压力油膜之后不受工作速度的影响,因而工作状态下导轨间的相对速度范围较大,调速范围较宽。
(2)机床设备在工作状态下,两导轨之间始终保持着压力油膜,因此工作状态下导轨间呈现悬浮状态,两导轨之间无接触。
进而可以避免导轨的摩擦损耗,提高导轨的使用寿命,长期保证机床设备的稳定性与精度。
(3)导轨间的压力油膜始终被控制在固定厚度以内,保持导轨间静压力平衡。
因此油膜刚性较强,抗振能力突出,设备使用精度稳定。
(4)根据机床设备的结构分析与参数建模,可以很方便的计算出静压导轨间的承载压力和油膜刚度,满足设备使用条件。
(5)两导轨间的静压油膜承载了导轨间全部载荷,在机床设备的安装与调试阶段通过控制供油压力可以很方便的提高机床设备的制造精度,并且在日常维护当中方便快捷。
2 重型落地铣镗床恒压静压导轨及恒流静压导轨的分析重型落地铣镗床恒压静压导轨的特点:(1)压力油液通过一条管路,分布到各个静压供油点。
液体静压技术在精密机床中应用
王洪刚
【期刊名称】《新潮电子》
【年(卷),期】2024()3
【摘要】当前,我国工业发展速度持续加快,加工方式逐渐趋于精密化,相关企业在精密机床研究与开发中投入更多精力,促进精密化加工体系的形成。
而在精密机床运行过程中,对支承的应用相对较多。
静压导轨的运用,可对支承滑动需求加以满足,保障生产加工作业的有序进行。
本文对液体静压技术实际发展状况进行研究,对静压导轨滑块类型加以阐释,分析静压导轨技术特征,评估该技术发展趋势,以期为液体静压导轨发展提供依凭。
【总页数】3页(P133-135)
【作者】王洪刚
【作者单位】平度市工业和信息化局
【正文语种】中文
【中图分类】TG5
【相关文献】
1.液体静压技术在精化机床方面的应用
2.新型液体静压支承技术在机床导轨上的应用
3.液体静压轴承在旧机床改造中的几个工艺技术问题
4.静压轴承在精密机床中的应用
5.浅析液体静压技术在精密机床中应用
因版权原因,仅展示原文概要,查看原文内容请购买。
大型立式车铣复合加工中心的y轴静压导轨计算大型立式车铣复合加工中心的Y轴静压导轨计算随着制造业的不断发展,机械加工领域的设备和技术也在不断更新、升级。
作为机械加工领域的一个重要设备,大型立式车铣复合加工中心正成为越来越受欢迎的设备之一。
同时,对于这些加工中心的精度和稳定性要求也越来越高,Y轴导轨的选型和计算显得尤为重要。
Y轴导轨是大型立式车铣复合加工中心的重要组成部分之一,其稳定性和精度直接影响到加工中心的加工效率和加工精度。
其中,静压导轨是一种常用的导轨形式,它由轴承和气体静压薄膜组成,具有摩擦小、精度高等特点。
本文将介绍大型立式车铣复合加工中心Y轴静压导轨的计算。
一、 Y轴静压导轨的分类Y轴导轨主要分为线性导轨和径向导轨两种类型。
其中,线性导轨一般用于小型加工中心中的Y轴,其结构简单,重量轻;径向导轨则适用于大型加工中心中的Y轴,其结构复杂但稳定性更好。
静压导轨主要应用于径向导轨中,其基本原理是通过气体静压力使导轨与导轨之间形成气膜,从而减小了摩擦力,同时也减少了磨损,有效提高了导轨的精度和寿命。
二、 Y轴静压导轨的设计参数Y轴静压导轨的设计参数主要包括基本参数和计算参数。
基本参数包括导轨的长度、宽度、高度、外径、内径等;计算参数包括气体的压缩量、速度、压缩比、密度等。
其中,导轨的长度、宽度和高度一般根据加工中心的工作台面积和Y轴负载大小来确定;导轨的外径和内径则要根据要求的精度、稳定性和负载等级来确定。
气体的压缩量、速度和密度则根据气体的种类(一般为空气)、导轨长度和速度等参数来确定。
而压缩比则取决于导轨材料、摩擦系数以及气体流量等参数。
通过这些参数的计算和对导轨的有效设计,可以有效提高Y轴的稳定性和精度。
三、 Y轴静压导轨的计算方法1、摩擦系数的计算导轨的摩擦系数是计算导轨稳定性和寿命的重要参数之一。
根据经验式,摩擦系数主要取决于材料的粗糙度、气膜厚度和气体的压力等因素。
一般来说,导轨的表面粗糙度越小,导轨的摩擦系数就越小,稳定性也就越高。
重型精密数控机床的静压导轨设计简介在机床设备上经常使用滑动机构,其中静压导轨使用较广泛,特别是在立车上应用较多;现有静压导轨,其一般包括有浮动导轨、支撑导轨及供油系统,上述支撑导轨的导轨面上设有若干个油腔,借由供油系统,具有一定压力的润滑油从油箱导流出,通过油处理单元处理后,再经由分油单元的分流及节流作用,输入到所述导轨面上的油腔内,即可形成一层很薄的承载油膜,从而使浮动导轨与支撑导轨之间处于纯液体摩擦状态,摩擦系数较小,工作运动平稳,较好地消除了工作台低速运动的爬行现象。
然而,所述现有静压导轨的结构设计,由于未设有防护单元,其在工作过程中,浮动导轨不具有高稳定的压力支持,停止工作时,油腔内的油压在停止瞬间会较快地降低,从而使浮动导轨下降时与支撑导轨的导轨面间会产生一定的撞击力,不仅会影响浮动导轨在下降过程中的平稳性,而且还会大大缩短浮动导轨甚至整个静压导轨的使用寿命。
重型精密数控机床的静压导轨设计浮动导轨 1 支撑导轨 2 油腔 21 供油系统 3 油箱 31 油处理单元32油泵 33 电动机 34 油处理单元 35 压力保持单元 36 分油单元 37 压力调节单元 38 压力检测单元 39有浮动导轨 1、支撑导轨 2 及供油系统 3,支撑导轨 2 上与浮动导轨 1 相对应的导轨面上设有若干个油腔 21。
供油系统 3 包括有油箱31、油处理单元32、35、油泵33、电动机34、分油单元37、压力调节单元 38 及压力检测单元 39 ;其中,油处理单元 32 为滤油器,其设置在油箱 31 内,油处理单元 32 的出油端经由油泵 33 再分别与油处理单元 35 的入油端及压力调节单元 38 相连;油泵 33 由电动机34 驱动,油处理单元 35 为精密滤油器,其出油端与分油单元 37 的入油口相连,分油单元 37 设有多个分油出口,分别与支撑导轨 2 的若干个油腔 21 相连,分油单元37起到了分流及节流功效;所述压力调节单元38为溢流阀,其溢流口回接至油箱31 内,供油压力调节用,对应在分油单元 37 与油腔 21 相连的油路上还设有压力检测单元 39,其检测得的压力参数回馈至供油系统 3,以使压力调节单元 38 执行相应操作,最终实现压力调节作用。
工作台导轨静压改造邱 勇(中国第二重型机械集团公司,四川618013)摘要:介绍静压技术在机床设备升级改造中的应用及应用效果,以及在机床改造中的一些参数设计。
关键词:静压技术;龙门刨床;三弯矩方程;定量式静压;油腔;油膜厚度中图分类号:TG502.32 文献标识码:BThe Stati c Pressure R enovati on for t he Gu i de R a il of t heW orktableQ iu YongAbstract:Th i s article has descri bed the app licati on of t he static press u re techno l ogy for t he upgradi ng o f the m a ch i ne too l and t he results as w e ll as so m e of the para m eter des i gn duri ng the renovati on of the m ach i ne too.l K ey word s:sta tic pressure techno l ogy;three-m o m ent equati on;hydrau lic fl u i d chamber;o il fil m t h i ckness1 前言B2063龙门刨床是50年代生产的国内最大的龙门刨床,机床工作台面积为5.7 20m2,工作台重量约140,t机床设计承载能力为250t。
但自安装后从未达到设计要求,正常运行后限载200t。
而经过长年运行,机床工作台出现严重的爬行现象,特别是最近几年工作台几乎不能运动,加工全靠沿横梁运行,机床完全处于瘫痪状态。
根据集团公司生产及厂房情况,决定将工作台截短改为5.7 15m2的滑枕式龙门镗铣床,截短后的工作台重量约为112,t并要求在工作台截短的情况下仍需达到原机床工作台的设计承载能力,即:工作台截短为15m后承载能力仍为250t。
双圈静压导轨在重型机床上的应用
王赵宇
【期刊名称】《流体传动与控制》
【年(卷),期】2016(000)005
【摘要】重点介绍采用恒流量供油的双圈静压导轨,在加工大型零件时可减小工作台的变形量,提高整机的加工精度,更好地控制被加工零件的形位公差.在供油结构上采用内外圈导轨独立供油,因大直径工作台的变形量较大,这样可以更好地控制内外圈导轨的浮升值.
【总页数】3页(P33-35)
【作者】王赵宇
【作者单位】齐重数控装备股份有限公司研发中心黑龙江齐齐哈尔 161005【正文语种】中文
【中图分类】TH137
【相关文献】
1.液体静压导轨在宝钢宽厚板双边剪上的应用 [J], 黄新
2.重型机床垂向导轨副应用恒流闭式静压导轨的设计 [J], 李嵩松
3.双电动机消隙驱动在大重型机床上的应用 [J], 刘志兵;孙志强
4.恒流供油式静压导轨在重型机床上的应用 [J], 朱明东;马宝顺;鲍长彬
5.静压导轨在重型机床设计中的应用 [J], 赵玉梅
因版权原因,仅展示原文概要,查看原文内容请购买。
重型\高精立式车床静压工作台导轨调整方法摘要:本文讲述了重型、高精立式车床静压工作台导轨精度稳定的安装方法,以及避免在使用过程中由于热变形导致研伤的工艺方法。
该工艺方法安装精度高,稳定性好。
关键词:工作台导轨;静压导轨;调整方法;去除变形量。
重型、高精立式车床静压工作台1.引言随着科技的不断发展,各行各业对产品质量的要求越来越高。
在机械行业,产品的加工精度就意味着一个产品的质量,现如今,机械结构中,所使用的零件越来越大,精度的要求也越来越高,因此,就需要具有好的母机。
重型机床作为加工制造大型、特大型零件的工作母机,其工作精度将直接决定着所加工的大型零部件的精度。
对于重型、高精立式车床,静压回转工作台作为机床重要基础组成部分,其精度及保持性是十分重要的,通过此静压工作台导轨安装及调整的工艺方法,严格控制静压导轨的安装精度,可解决工作台精度差、不达标、以及精度保持性差等重大问题。
我公司(齐重数控装备股份有限公司)目前已生产的高精、重型立车有,国家重大专项25米立式车床,龙门移动后最大加工直径25000mm,龙门不移动后最大加工直径16000mm,最大加工高度6000mm,最大工件重量550t,工作台直径10000mm,其工作台端、径跳均达到0.02mm。
高精6.3米立车,最大回转直径6300mm,最大加工高度1250mm,最大工件重量63t,其工作台端、径跳均达到0.0,05mm。
2.静压工作台导轨安装调整工艺方法2.1工作台底座及工作台导轨的调整工作台、工作台底座是重型机床工作台静压导轨的重要基础零件,其导轨形状、接触精度将直接影响整个部件的工作精度及工作精度保持性,所以,静压导轨在加工制造、安装调试过程中,需采取一些特殊的工艺方法来保证其工作精度。
如装配过程中,需对工作台及工作台底座导轨面进行合研、加工零件过程中,需采用定表卡压的方法,来减小工件在加工过程前对工件卡压时引起工作台导轨的变形。
装配前,要对所加工的工作台、工作台底座导轨精度进行复检。