IPQA巡检表
- 格式:xls
- 大小:66.50 KB
- 文档页数:3


客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
IPQC巡检记录
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:。
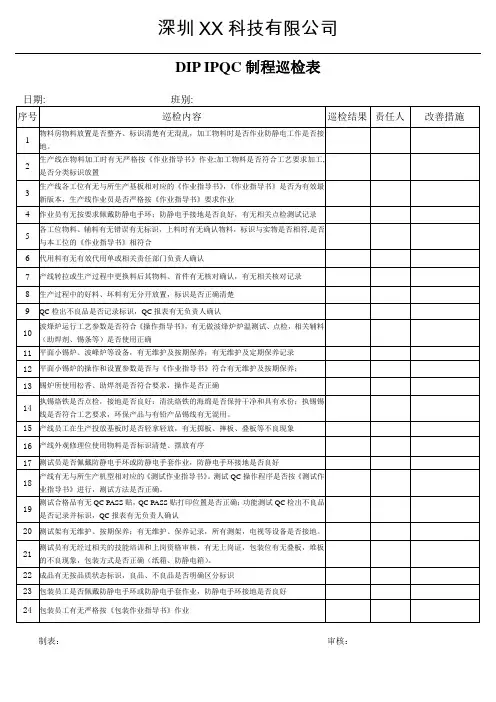



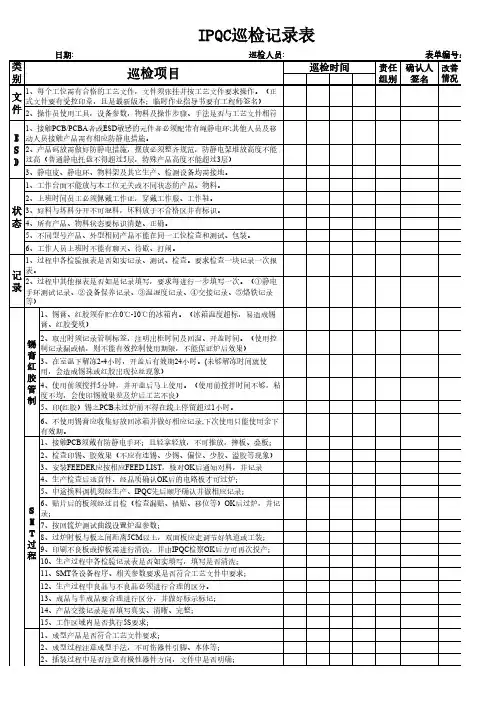
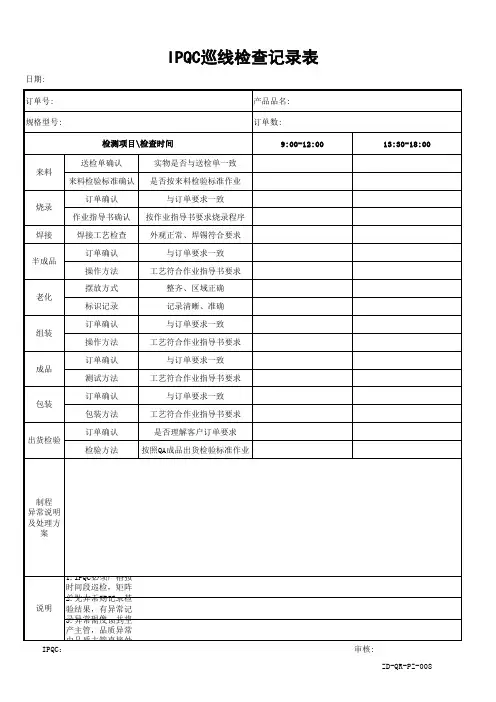


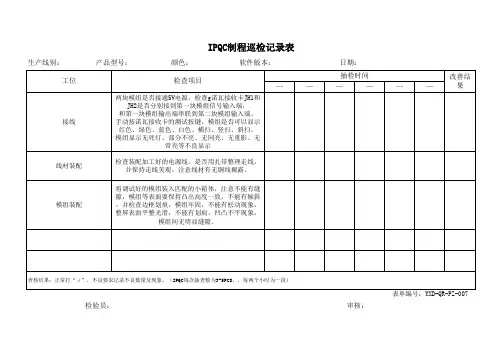
1. 目的码规定 IPQA 在过程检查主要内容 确保检查能及时发现不良点 督促改进2. 范围适用于 IPQA 对生产过程检查的检查3. 职责IPQA 负责检查及检查结果改进的跟踪4. 内容4.1 工艺执行情况检查 如下表新机型首次上拉 生产过程中转拉 不同班次交接后 生产中换料后 执行工程变更后 锡浆 红胶储存条件 锡浆 红胶使用期限 印刷钢网是否堵孔 印刷是否偏位 各温区温度调整 过炉速度过炉前的不良排除不能叠放长时间存放应有防尘措施 不同状态分别存放量波动 批量出错上 锡不 良 假焊 温度 速度控制不好引起假焊掉件 防止掉件 损坏元件防止按键接触不良 漏电 防止混用进行首件检查 查看首检报表 参 数设置码不同型号标识特定要求标识销售区域标识工程变更前后标识不同状态或不良品标识电子料防潮线路板防潮防尘防止腐蚀性物质或手指接触焊盘每日开拉后首件确认新产品首件确认转拉首件确认工程变更后首件确认人员调整后的首件确认上料后首件确认清除孔边杂物铜皮面防止杂物污染封孔应用高温胶纸放变形挤压磨擦跳线应贴板电解电容不能扭脚交叉脚其元如电感转拉时原机型物料应全部清工程变更后的标识不同型号的标识助焊剂比重线脚高度不同高度要求的防止不同产品不同要求同方案等的混用电子料受潮易变质损坏路板受潮腐蚀后易被氧化焊盘污染不良作业引起掉件件防止碰件防止电容自己短路接触不良防止混用接质量问题不同成分不同脚太低易造成焊点脱焊或切坏贴片元件储防护操作人员的操作过程了解生产要素变化情况检查扩孔封孔操作后的检查操作人员操作过程记录码上架时防止掉板掉件有贴片元件时防止线路板变形整齐防止自由跌落防止挤压碰撞轻拿人工喷助焊剂时防止助焊剂手工锡炉锡面表层氧化物应手工锡炉严格控制时间和角过炉后的防止腐蚀性物质接触线路板应独立存放不可两块待过炉的线路板存放时间不同种机型线路板不同点的标存在缺陷的线路板的标识线脚高度焊点质量浮件数量掉件后补件易补错变形引起掉件坏贴片元件板或元件损坏线路板或元件等尤其高件杂物易进入线路板引起线路板脏起短路或不灵活锋利工具易划伤铜皮渣上锡不良电线路板伤元件损坏贴片元件铜皮等质量防止误用防止不良品进入后工序防止炉温防止上板时操作不当防止锡面整不良是否正常放时间存放时的分隔方法检查是否有基本标识查的规范和记录对各种型号查记板焊接质量码元件面并防止线路板变形调整位置特殊的元件或卧倒调整防止用力硬压在插件时调整好的杂干净易碰板双面板开孔时不能在硬物上应在较软的物体上振动或悬空用惯用吸锡器开孔要求线脚低的部分应尽可能止线路板互相挤压件完成调整时易压坏元件引起开路接触不良防止双面板贴片元件多撞击时易损坏元件或造成线脚相剪线脚时易造成断铜皮脱焊一次取放线路板太多不可避免发生挤压元件作业造成的缺陷隐患码应用恒温烙铁焊烙铁应保持清洁防止烙铁路板烙铁嘴上不能有太多锡防止掉锡焊接导线应从绝缘层根部焊触或靠近其他线路焊接开关或可调器件时间不能太长不能使用助焊剂线路较密地应无剂IC清洗后的残渣不能残留在线路板上尤其不能残留于被清洗用的溶剂应频繁更换工作台面靠近烙铁处不能置线路板尤其烙铁移动的路径附近尤其贴片元件的焊点偏差定期检查网房的屏蔽效果防止高温烫坏元件化不充分造成假焊焊接难度大难完成应冷却后再焊防止烫坏IC氧电烙铁掉锡易进入线路板或机内或烫坏物料线头太长易造成短路头接触其他线路易引起漏电焊接时间太长易烫坏塑胶使用助焊剂易渗入都会造成接触不良或调节不灵活焊点间或线路间残留物易引起漏电清洗后能带走部分杂物仍然有部分残留于线路板上清洗工具将杂物带入清洗剂中避免烙铁在清洗掉锡于线路板烙铁上有锡易造成贴片元系统误差是造成指标偏差的主要原因网房的屏蔽效果影响调试指标的准确性工具不合适力度难控制太大时易损坏可调器件读数作基础内容执行情况尤其要检查重要工作实施结果必要时进行实验验证检查各种记录抽样检查对相容掌握程度观察调试人员的调试过程对调试好的线路板进行检查和复测日期审核惠州持文码仪器的读数调试人员应能准确判定调试的最佳点值定性指标调至最佳点对采样读数的仪器如数值万用表频率计读数瞬时出现指定值不能保证调试的准确性态时的仪器读数反复调整连续化仪如示波器信纳表调试向最佳值靠近直方向调整至最佳值点蜡应适量蜡不能滴在其他器件或线路板上所置线路板装测试架时要均匀能压住电子器件法造成线路板变形不良品应尽快标识隔离防止漏机或个别指标或功功能测试安排应合理全面模拟各种使用实际状况或次准确把或弄脏损损坏线修订次数修订日期审核日期码给技术人员分析解决员确认键板上的元件跳线应贴板焊点要小键板剪线脚时应水平剪断不能向任何方向扭或拔小防止锡渣焊剂贱入按键盘键板上有 LED压撞击上有叠所有键板不能长时间裸露存要有防尘防潮措施防止胶水过量倒回更改前的指标造成大量产品存在缺陷或脱焊按键有杂物引起短路弹性不良等会引起胶水外溢影响外观拖胶引起胶水粘住开关等活动器件打胶不到位胶水不起作用工好码峰围杂金属线脚带入声腔内安装导电胶应防止偏位防止胶粒上有杂物导电胶储安装线路板禁止用力敲击安装工位不能调整线路板上的元件位置扭动元件配时应尽快反馈给前工序解风批嘴应合适力矩应经常验证调整合适防止重要位置的螺丝滑牙内部布线应整洁避免靠近螺丝柱固定模组时禁止用风批嘴压合壳除确认前工序都已完成工作台磨擦防止字钮弹性不良等防止声音失真膜防止按键接触不良失效易损坏元件或线路板其易损坏贴片元件高频部分调整后引起分布参数变化部分器件调整时易引起碰件使元件断裂接触不良等风批力矩不合适造成螺丝引起固定防止螺丝柱压断导线模组板薄线细外观要风批压在模组上易铜皮防止异物进入机内避免造成整机隐患码所有机型应有入网贴纸上表面的贴纸应贴整齐美观防止起皱镜片应有保护膜可视包装内部胶袋应整洁漏配件装料部工艺要求对时有时无的故障产品在不能确认故障已排除时不能下拉调作防护施所有接静电防护设备应定期检查施效果应国家监督管理要求影响用户购买欲望防止储存花影响用户购买欲望缺少配件影响使用防止误导用户引起争议引起故障隐患现象排除可能从测试位漏过调试误差损坏静电敏感器件防静电要求高任何环节或工序疏忽都可能引起损坏果对改进静电防护体系有重要指导作用完整核对包装料检查包维修员相关问题的处理方法静电的设备和方法批准/日期修订次数修订日期审核日期码 有序 工具定期维护 保养 清洗烙铁用的吸水绵应保持有适量水分工禁 有杂 所有工序严禁敲打烙铁剪 线7. 保持工具的完好应有正确使用方法并经常维护质量隐患的关键 是每个员工日常工作内容的一部分 的维护与保养是保证工作效率和质量的基础关 内 容4.2 其他内容检查 参考 巡拉检查报告 规定内容 .5. 记录巡拉检查报告审核/日期 批准/日期修订次数 修 订日 期审 核 日 期。