MoldFlow-入门教程
- 格式:ppt
- 大小:1.40 MB
- 文档页数:23
Moldflow–基本操作Moldflow是非常流行的注塑模拟软件,它可以帮助用户分析塑料零件的注塑成型过程,从而优化设计和生产过程。
本文将介绍Moldflow的基本操作,包括软件的安装、工程建立、材料设置、网格划分、条件设置、结果分析等方面。
安装MoldflowMoldflow软件必须从Autodesk官网进行购买或试用下载。
下载完成后,按照提示进行安装,一般无需更多复杂的设置。
工程建立打开Moldflow软件后,选择“Create a new project”选项,然后选择“Injection Molding Analysis(注塑成型分析)”作为项目类型。
接着输入项目名称,选择热流道或冷却系统,再选择塑料材料和单位。
这些设置可根据具体项目而定。
材料设置在Moldflow中,重要的材料参数包括熔体流动指数(MFI)、密度、乳胶积水率等。
用户可以选择已经预设好的材料库中的材料,也可以自己添加材料并设置参数。
网格划分网格划分是Moldflow中重要的一步,它决定了注塑成型过程的精度。
在进行网格划分时,需要考虑零件的复杂程度和几何形状、注塑成型过程中的温度变化、材料流动等因素。
通常来说,网格划分的密度越大,分析结果精度越高,但也会增加计算时间和资源消耗。
用户可以根据需要进行网格密度的调整。
条件设置在进行分析前,需设置注塑成型过程中的温度、压力、注塑速率、模具温度等条件。
这些重要的条件设置会影响注塑成型的过程和结果,因此需要进行严密的分析和调整。
结果分析Moldflow分析完注塑成型过程后,会提供各种结果图表和数据报告,包括充模情况、气流情况、成型缺陷等。
用户需要根据结果尽可能地优化注塑成型过程,以达到最优的设计和生产效果。
Moldflow是一款功能强大的注塑模拟软件,在塑料零件的设计和生产领域得到了广泛的应用。
本文介绍了Moldflow的基本操作,包括软件的安装、工程建立、材料设置、网格划分、条件设置、结果分析等方面。


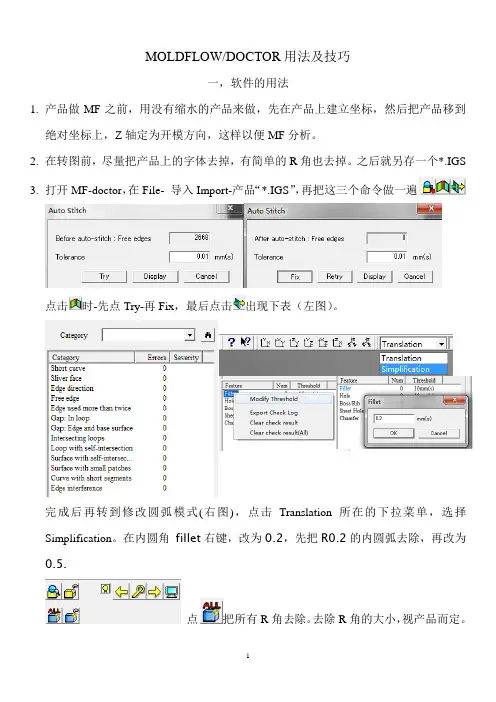
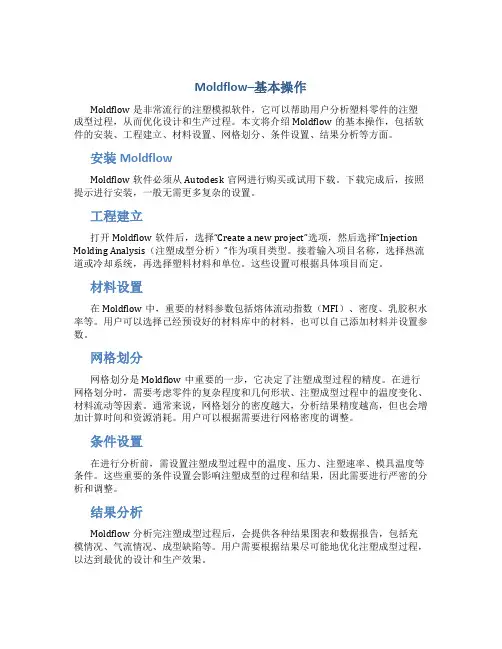
MOLDFLOW/DOCTOR用法及技巧一,软件的用法1.产品做MF之前,用没有缩水的产品来做,先在产品上建立坐标,然后把产品移到绝对坐标上,Z轴定为开模方向,这样以便MF分析。
2.在转图前,尽量把产品上的字体去掉,有简单的R角也去掉。
之后就另存一个*.IGS3.打开MF-doctor,在File- 导入Import-产品“*.IGS”,再把这三个命令做一遍点击时-先点Try-再Fix,最后点击出现下表(左图)。
完成后再转到修改圆弧模式(右图),点击Translation所在的下拉菜单,选择Simplification。
在内圆角fillet右键,改为0.2,先把R0.2的内圆弧去除,再改为0.5.点把所有R角去除。
去除R角的大小,视产品而定。
做完这个之后,再把C角除去点把所有C角去除。
去除C角的大小,也视产品而定。
再回到translation变换,重复这三个步骤,再保存,最后导出Export导出一个*.udm文件。
4.打开Moldflow Plastics Insight 6.1,import导入-刚刚导出的文件*.udm,再选择双层面,再建立该产品的文件夹(下左图)。
进入Moldflow界面双击进行分析网格。
网格设置一般为1到1.5倍胶厚,网格分得越小分析出来结果就越催向产品实际,但分析起来就越慢,这个看产品形状大小来定。
5.对分出来的网格进行修饰。
·A.检查自由边,B.检查重叠面C修改纵横比,D检查平均胶厚。
E 把未定向的网格定取向,F检查网格属性6.网格修复工具运用这里介绍几个常用的命令:A.这个是填充网格命令,修自由边时候用。
B.(F6)这个是网格交互边命令,修纵横比时用,如右图就可以用此命令C.(F5)这个是网格合并点命令,修纵横比时用E.(F9)这个是网格插入点命令,修纵横比时用F.(F8)这个是网格区域重划命令,修纵横比时用G.这个是删除多余点命令,修纵横比时用6.1 做完以上的就点击一下,使网格全部定好取向。


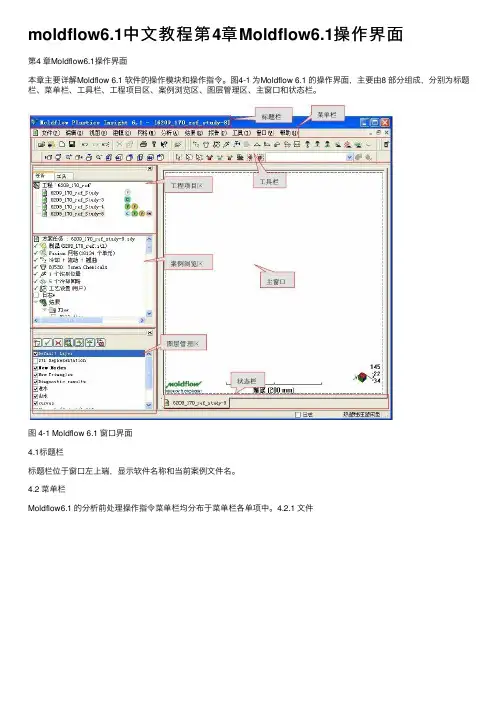
moldflow6.1中⽂教程第4章Moldflow6.1操作界⾯第4 章Moldflow6.1操作界⾯本章主要详解Moldflow 6.1 软件的操作模块和操作指令。
图4-1 为Moldflow 6.1 的操作界⾯,主要由8 部分组成,分别为标题栏、菜单栏、⼯具栏、⼯程项⽬区、案例浏览区、图层管理区、主窗⼝和状态栏。
图 4-1 Moldflow 6.1 窗⼝界⾯4.1标题栏标题栏位于窗⼝左上端,显⽰软件名称和当前案例⽂件名。
4.2 菜单栏Moldflow6.1 的分析前处理操作指令菜单栏均分布于菜单栏各单项中。
4.2.1 ⽂件图 4-2 “⽂件”下拉菜单对于项⽬⽂件的操作多在“⽂件”内完成,如图4-2 所⽰。
其下拉菜单功能如下:新建⼯程:可在设定的保存⽬录下建⽴新的⼯程项⽬,新建⼯程项⽬和已运⾏⼯程项⽬是同级的,可以互相切换处于当前活动状态。
打开⼯程:打开已存在的⼯程项⽬。
关闭⼯程:将运⾏的⼯程项⽬关闭,但不关闭模流软件。
新建:建⽴新的空⽩⽅案、报告、项⽬栏内资料夹等。
关闭:关闭当前运⾏⽅案,切换到最近上次运⾏的⽅案。
保存⽅案:保存当前运⾏⽅案。
将⽅案另存为:将当前运⾏⽅案另存为新⽅案,同时出现在⼯程项⽬区中,相当于复制原⽅案。
保存所有⽅案:保存处于运⾏状态的所有⽅案。
输⼊:在当前运⾏项⽬区中导⼊新模型。
输出:将当前分析⽅案导出,导出后的⽅案可双击或直接托进桌⾯“MF”图标中打开。
添加:在当前运⾏⽅案中添加其它模型,如调⼊1+1 模⽳中的另外⼀⽳或调⼊⼊⼦等。
组织⼯程:根据分析⽅案的属性可将同时拥有这些属性的⽅案归⼊同⼀⽂件夹下,出现在⼯程项⽬区⾥。
压缩⼯程:将分析⽣成的⽂件进⾏压缩,腾出更多磁盘空间。
⼯程属性:记录此⼯程的信息,如模流分析⼈员、公司等。
打印:打印当前显⽰窗⼝。
打印预览:预览打印效果。
打印设置:对打印效果进⾏设置。
参数设置:根据实际需求,可对系统参数进⾏个性化设置。
以下是主要的参数设置页⾯图 4-3 参数设置—概念设置页⾯在“概述”页⾯“系统”模块可以设置系统的单位、⾃动保存时间间隔;在“显⽰”模块设置表征实体处于不同情况时的颜⾊;建模基准⾯的栅格形式和⼤⼩;在“⼯程⽬录”中设置默认保存路径,便于项⽬⽂件的管理和在以后打开⽂件;在“要记住的材料数量”中可以设置显⽰在“常⽤材料列表”中塑胶材料的数量。

模流分析(moldflow)从入门精通教程
什么是moldflow:
在以往的模具设计行业中,都是一些在一线制造模具,修理模具的一些老师傅,他们都是凭借自己多年的经验,设计出来的模具并不能达到理想的要求,塑件的表面粗糙,凹陷等现象时有发生,导致企业生产效率较低,整个模具市场制造成本较高。
现在我们运用Moldflow软件对塑件进行分析,从材料、最佳浇注位置、-模几腔、流道、冷却系统的对比分析,结合零件本身的性质,从而选择出最佳方案,为接下来的模具.设计提供理论基础。
本次案例设计运用Moldflow软件对调色盘注塑的填充、冷却等行为进行了动态模拟,为该制品的模具设计和注塑工艺参数的确定提供理论依据,从而改善制品的成型质量。
运用Moldflow软件对各主要参数进行对比,选择最佳方案,从而达到边设计边改进的效果。
总结:此零件的材料为ABS,由充填时间、冻结层因子、气穴分析等分析,得知调色盘适合使用点浇口,为不影响塑件的表面质量,方便塑件顶出,所以选择点浇口且在零件内表面。
面上的全局边长为2mm时,最佳浇口位置为点1323.综合零件产量,以及零件对表面的光滑度要求所以选择一模四腔。
选择管道直径为10mm, 水管与零件距离为50mm,管道数为8,管道中心之间距为30,零件之外距离为100mm。
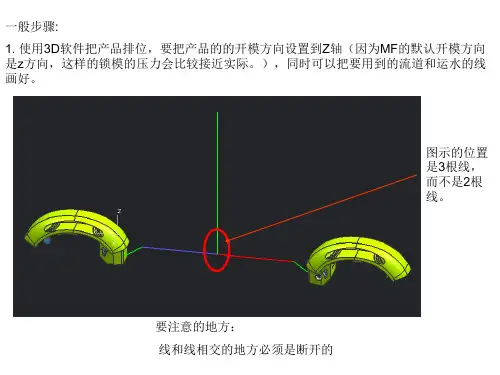
第1讲Moldflow基础本讲以塑料脸盆作为入门示例,逐步详解Moldflow 软件从模型导入到查看分析结果的全过程。
通过入门示例演练操作,能够了解Moldflow的分析流程。
本讲要点Moldflow应用示例Moldflow简介Moldflow操作界面Moldflow分析流程Moldflow中文版注塑流动分析案例导航视频教程(第2版)·2·第1讲Moldflow基础1.1Moldflow应用示例下面以脸盆塑料件作为分析对象,分析其充填过程。
示例从建立分析工程开始,介绍模型前处理、分析求解、结果查看的过程。
脸盆CAD模型如图1-1所示,填充分析结果如图1-2所示。
图1-1示例零件图1-2填充分析结果※ STEP 1创建新工程启动Autodesk Moldflow Insight软件。
在工具栏上单击【新建工程】图标,系统将弹出【创建新工程】对话框,如图1-3所示。
在工程名称中输入CASE-1,指定创建位置的文件路径,单击【确定】按钮创建一个新工程。
此时在工程窗口中显示了名为“CASE-1”的工程。
图1-3【创建新工程】对话框※ STEP 2导入模型在工具栏上单击【模型导入】图标,弹出【导入】对话框,如图1-4所示。
选择文件格式类型为Stereolithograpy(*.stl),再选择文件“脸盆.stl”,单击【打开】按钮,系统自动弹出如图1-5所示的对话框,选择网格类型为“双层面”,单位为“毫米”。
单击【确定】按钮,脸盆模型被导入,如图1-6所示。
工程管理窗口出现了“脸盆_study”案例,任务窗口中列出了默认的任务分析和初始设置,如图1-7所示。
图1-4【导入】对话框图1-5导入选项·3·Moldflow中文版注塑流动分析案例导航视频教程(第2版)·4·图1-6脸盆模型图1-7任务窗口※ STEP 3网格划分双击任务窗口中的【创建网格】图标,“工具”选项卡中将显示“生成网格”设置界面,如图1-8所示,指定全局网格边长为6,单击【立即划分网格】按钮,系统将对模型进行网格划分,网格日志中显示网格划分进度。
MOLDFLOW入门一. 创建计划1. 点击File -àNew Project,创建一个新的分析计划2. 对New Project命名3. 点击OK二. 输入一个CAD模型在文件菜单中输入一个文件,它可以是一个MOLDFLOW MFL格式的文件.在MPI安装的文件夹打开一个TUTORIAL .MFL格式的文件,把网格类型设为默认的熔合类型,并对文件重新命名.三. 将模型网格化点击Mesh -àGenerate Mesh,或双击研究工作窗口的网格图标,选择Remesh already meshed ...再点击Mesh,网格重新划分后,点击View -àLayers去观察新的熔合网格.四. 检查网格错误1.点击Mesh -àOrient All去重新定向网格.2.点击Mesh -àAspect Ratio并关闭对话框3.在Aspect Ratio对话框中,在下拉目录中选择Text4在预设的定义框中选择Standard,在电击Show5关闭对话框五. 选择模型工艺点击Analysis -àSet Analysis Sequence -àFill, (Analysis -àSet Molding Process Thermoplastics Injection Molding.已经预设好)六. 选择材料1. 点击Analysis Select Material去选择材料2. 在下拉加工目录中点击Cheil Industries Incorporated3.在贸易的下拉目录中选择VB1108R4.点击Details去看所选择的热塑性材料的性能5.选择Add material to commonly used list...6. 点击OK七. 设置浇注口位置点击Rotate,把模型旋转到你方便设置浇注口的位置,再点击Analysis -àSet Injection Locations去选择浇注口位置,点击右键去选择Finish Injection Locations.完成浇口位置的设定.(浇注口位置只能设在模型网格边界相交的地方)八. 分析模型1.在研究工作窗口要注意绿色检查标志(绿色的勾).它表明预设的设置无误.2.点击Analysis -à Analyze Now !3.分析完后,点击OK九. 观察结果1选择结果旁边的框去显示结果,你也可以选择点击Results -àCreate New Plot去创建一个新的显示结果2.你可以通过点击Results -àPlot Options去设计显示结果的精度3.结果显示后,你只要点击F1键就能获得在说明方面的在线帮助MoldFlow软件优化模具型腔尺寸一前言塑料制品从模具中取出发生尺寸收缩的特性称为塑料的收缩性。