喷丸成形
- 格式:ppt
- 大小:3.88 MB
- 文档页数:43
喷丸成形的原理和特点
1. 喷丸成形啊,简单来说就是利用高速喷射的弹丸来让零件变形,就好像是无数个小拳头在使劲捶打一样。
你想想看,那些飞机翅膀的复杂形状,很多就是通过喷丸成形弄出来的呀!
2. 它的原理呢,其实就是弹丸撞击零件表面产生的力让材料发生塑性变形啦。
这不就跟我们小时候玩泥巴,把泥巴捏成各种形状一个道理嘛!比如汽车的轮毂,不就是这样塑造出来的吗!
3. 喷丸成形的特点之一就是精确,能把零件弄成特别精细的形状,简直太牛了!就好比能在一块大蛋糕上精准地雕出一朵花来,是不是很厉害!像一些精密仪器的部件不就是靠这个嘛!
4. 还有哦,喷丸成形很高效呢!快速地就能把零件弄好,不用等太久。
就像你肚子饿的时候,能马上吃到热腾腾的食物一样爽!比如那些급속히生产
出来的机械零件不就是吗!
5. 它还特别可靠呀,能稳定地让零件达到要求的形状。
这就好像是一位忠实的朋友,永远靠谱!像那些高质量的飞机零件绝对离不开可靠的喷丸成形呀!
6. 喷丸成形还有个优点,就是能强化零件的表面呢!让零件更坚固耐用。
这不就像给人穿上了一层厚厚的铠甲,能抵御各种伤害。
你看那些经常用的工具不就是这样更耐用了吗!
7. 而且呀,喷丸成形的适应性超强的!各种材料都能搞定。
这就像是一个全能选手,什么项目都能行!不管是金属还是别的,都能处理得好好的,厉害吧!比如各种各样的工业制品都靠这个呢!
8. 总之呢,喷丸成形真的是超级棒!在制造业中有着不可或缺的地位。
它就是那个能让各种奇奇怪怪的零件诞生的魔法,让我们的生活变得更加丰富多彩呀!。
大型壁板激光喷丸成形技术研究与应用胡宗浩;罗明生;胡永祥;姚振强【摘要】激光喷丸成形技术利用激光诱导冲击效应在壁板表层引入非均匀分布塑性应变,塑性层厚度是传统机械喷丸的5~10倍,能够有效克服传统壁板成形技术的不足,实现大型高加筋复杂型面带筋壁板的形性一体化成形制造.对激光喷丸成形技术的进展,从激光喷丸成形机理与规律、复杂型面激光喷丸成形几何形状控制、大型带筋壁板激光喷丸成形系统几个方面进行了综述;回顾了激光喷丸成形的发展脉络,介绍了大型壁板激光喷丸成形技术研究与应用现状,并对近几年激光喷丸成形技术的发展与趋势进行了梳理;指出了实现大型整体壁板激光喷丸成形应用的核心是掌握变形机理,解决成形工艺规划问题,并研制适用于大型整体壁板成形的工艺装置.%Laser peen forming (LPF) for large panel is a kind of deformation technology by inducing nonuniform plastic strain on surface using the laser-induced shock wave.The depth of plastic strain of LPF is five to ten times of the traditional shot peening,hence it can be applied for the manufacture of large panel with high ribs and complex geometry.This paper presents a recent progress of LPF from following aspect:the mechanism of bending deformation of LPF,the shape controlling of LPF for complex geometry and the apparatuses developed for LPF.The background and research status quo are summarized,and the advises are given for the research of LPF.The most important for LPF of large panel is acquainting the bending mechanism and the process optimization and developing apparatus for LPF.【期刊名称】《航空制造技术》【年(卷),期】2017(000)020【总页数】6页(P43-48)【关键词】激光喷丸成形;大型壁板;变形机理;工艺规划;工艺装置【作者】胡宗浩;罗明生;胡永祥;姚振强【作者单位】航空工业沈阳飞机设计研究所,沈阳110035;上海交通大学机械与动力工程学院机械系统与振动国家重点实验室,上海200240;上海交通大学机械与动力工程学院机械系统与振动国家重点实验室,上海200240;上海交通大学机械与动力工程学院机械系统与振动国家重点实验室,上海200240【正文语种】中文激光喷丸成形是近些年提出并快速发展的一种有效的适用于大型带筋壁板的高性能精确成形技术。
激光喷丸成形金属板料的研究近年来,随着制造业技术和材料的快速发展,金属板料的成形工艺在工业领域日益受到重视。
在近十几年的发展中,激光喷丸成形工艺已经开始受到广泛关注,因其对板料材料表面质量有着良好的控制能力。
本文以激光喷丸成形金属板料为主题,重点讨论其发展历史、相关技术及其在自动化生产领域的实际应用。
首先,可以从1980年代激光喷丸成形技术出现讲起,当时由美国宇航局以及其他机构开发了激光喷丸成形技术,以满足航空航天行业的高质量需求。
目前,激光喷丸成形技术的发展已经较为成熟,主要应用于汽车、航天和军用等行业。
激光喷丸成形技术主要包括喷丸装置、循环水冷却系统、工作台和激光装备等,它的主要特点是:金属材料的表面精度高,成形效率高,加工精度高,材料利用率高。
其次,在激光喷丸成形技术发展过程中,已经推出了一些改进性质的技术。
其中,激光重复喷丸成形技术是一种新兴技术,它是在单次喷丸成形技术的基础上进行了优化,利用激光束来集中喷丸,从而达到更小的成形半径,更高的成形精度。
另外,激光喷丸辅助热处理技术也是一项新的技术,其目的是在准备成形的金属片上进行热处理,以提高围型精度和表面光洁度。
最后,随着自动化生产技术的发展,激光喷丸成形技术已经成为自动化生产流水线中不可缺少的技术。
它可以满足高速、高效、质量稳定的生产需求,并可以提高产品的竞争力,为企业节约大量的生产成本。
目前,激光喷丸成形技术已经被广泛应用于航天领域,在航天飞行器、太阳能电池板、推进剂等领域有着广泛的应用。
综上所述,激光喷丸成形技术在金属板料成形行业中具有重要意义。
它不仅具有良好的控制能力,还具有较高的精度、高效率、抗腐蚀性等优点。
同时,激光喷丸成形技术在自动化生产领域也取得了良好的实践应用,为企业提供了更高效、灵活的生产方式,为企业带来更高的技术竞争力。
未来,随着新技术的出现,激光喷丸成形技术将发挥更大的作用,为工业领域提供更多更好的支持。
综上所述,激光喷丸成形技术是一种有效的金属板料成形技术,它不仅具有良好的控制能力,还具有较高的精度、高效率、抗腐蚀性等优点,因此在工业领域越来越受到欢迎,并开始受到广泛关注。
激光喷丸成形金属板料的研究近年来,随着激光喷丸成形(LSP)技术的飞速发展和普及,已成为一种强有力的成形方式,广泛应用于机械制造,航空航天,汽车制造等行业。
然而,激光喷丸成形金属板料的研究仍是一项重要课题。
本文旨在为激光喷丸成形金属板料提供全面的研究和分析,目的是确定其最佳工艺性能参数以及最大化获得的金属制品的质量。
在我们的研究中,LSP技术的基本原理和实现原理被深入详细分析,以改进金属板料的性能。
首先,我们通过系统性地研究和分析激光喷丸成形,以了解该工艺及其影响金属板料性能的关键参数。
其次,针对不同材料、工艺参数和加工环境进行模拟,评估喷丸单元对板材表面形貌和性能的影响。
最后,提出一种有效的实证研究,以验证和确认喷丸成形工艺的性能参数,以实现最优的性能结果。
首先,我们深入研究激光喷丸成形工艺的基本原理,以及其在金属板料上的技术应用。
激光喷丸成形是一种被动的成型技术,可利用激光能量将微粒射出,以形成所需的形状。
采用喷丸单元对一定厚度的金属板料进行加工,以大大提高板材表面宽度和精度,从而获得性能优良的金属制品。
不同的材料和工艺参数会影响LSP金属板料的表面粗糙度、形状准确度和力学性能。
因此,选择正确的参数对于实现最佳工艺性能十分关键。
其次,基于对金属板料性能的分析,我们对激光喷丸成形进行模拟,以识别工艺参数的重要性和影响。
我们建立了一个模拟模型,以预测板材表面粗糙度、形状准确度和力学性能之间的协同关系,并识别出影响改变金属板料表面性能的因素。
借助此模拟模型,我们可以在最小的时间和成本内实现最佳的表面性能。
最后,为了验证和确认激光喷丸成形的工艺性能参数,我们进行了实际加工实证,以实现最大化金属制品的质量。
通过实验,可以比较不同参数的形状精度、表面粗糙度等金属板料性能,确定出最佳的工艺参数。
总之,本文详细介绍了激光喷丸成形金属板料的研究,以确定其最佳工艺性能参数和质量最大化获得金属制品。
我们通过系统性研究,以及模拟和实验,有效地评估和优化喷丸成形工艺参数,从而获得最佳性能结果。
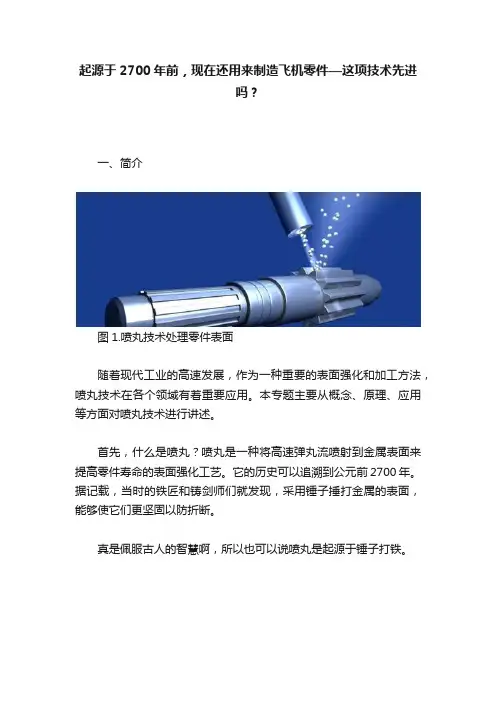
起源于2700年前,现在还用来制造飞机零件—这项技术先进吗?一、简介图1.喷丸技术处理零件表面随着现代工业的高速发展,作为一种重要的表面强化和加工方法,喷丸技术在各个领域有着重要应用。
本专题主要从概念、原理、应用等方面对喷丸技术进行讲述。
首先,什么是喷丸?喷丸是一种将高速弹丸流喷射到金属表面来提高零件寿命的表面强化工艺。
它的历史可以追溯到公元前2700年。
据记载,当时的铁匠和铸剑师们就发现,采用锤子捶打金属的表面,能够使它们更坚固以防折断。
真是佩服古人的智慧啊,所以也可以说喷丸是起源于锤子打铁。
(是不是没有想到呢?没错,就是本宝宝啦~~~~)图2.中世纪马拉轿车齿轮采用表面吹沙处理技术到中世纪时,欧洲人在使用马拉轿车时,认识到凡是经过表面吹沙处理的板式弹簧,使用寿命会更高一些。
20世纪初,人们开始使用金属颗粒对弹簧和大型齿轮的齿根进行喷丸强化处理。
经过20世纪40年代大批研究者的努力,大家对喷丸工艺的认识提升到一个更高层次,从而推动和扩展了这项工艺的应用范围。
洛克希德·马丁公司的工程师Jim Boerger从喷丸强化Almen试片中得到启发,开创了一种现代飞机制造中的先进成形技术——喷丸成形技术。
因此,需要注意的是,喷丸技术包括喷丸强化和喷丸成形,这是两个不同的概念,喷丸成形是由喷丸强化演变而来的。
二、原理对喷丸的概念和起源有了大概了解,下面来看一下喷丸强化的内在机理是怎样的呢?怎么就那么厉害,锤击一下,就能让金属零件变得更“强壮”?看看下面这个示意图,你就懂了。
图3.喷丸强化原理示意图当一个圆球体高速轰击金属表面时,会使表层发生塑性变形,而形成一定厚度的强化层,强化层内形成较高的残余应力,提高金属的疲劳强度。
图4.喷丸强化机理示意图将若干特定数量特定尺寸的小球以一定速度向金属表面进行喷射时,凹陷部分不断重叠,就会在金属表面形成平滑的强化层。
经典的喷丸加工应力曲线见下图,从数据上更加形象也更加专业的展现了喷丸所带来的零件表面压应力和表面硬度的变化。
激光喷丸成形金属板料的研究随着社会经济的发展,金属板料的应用越来越广泛。
金属板料有着众多非常值得让人探究的特性,它们被广泛地用于汽车制造、机械制造、家用电器等行业。
金属板料的加工一般都以旋削、磨削和切割等加工方式来实现。
然而,这些方法存在着工艺耗时、工作效率低和复杂的制造手段等缺点。
近年来,激光喷丸成形技术被越来越多地应用在金属板料加工上,它使得金属板料的加工不仅节省了大量的时间,而且效率更高,具有良好的制造效果。
激光喷丸成形技术是一种新型的材料加工技术,它结合了激光切割和喷丸成形两种工艺。
首先,由激光切割头发出的高强度激光脉冲扫掠金属板料,将金属板料切割成某种形状,形成模具。
然后,由激光喷丸头在模具内部发射喷丸,喷丸迅速加热并压制金属板料,使之成形。
激光喷丸成形技术能够满足金属板料不同类型、不同规格、不同尺寸、不同厚度、不同形状等多种要求,而且它的加工效率比传统的加工方式要高得多,可以大大减少加工的时间和成本。
此外,激光喷丸成形技术还具有精度高、表面光洁度高等特点,因此在成形金属板料时,可以有效地节省生产工艺中的许多步骤,降低成品的制作成本。
同时,对于一些型号复杂的金属板料,激光喷丸成形技术也可以发挥出良好的加工效果。
目前,激光喷丸成形技术已得到了广泛的应用,如汽车零件制造、家用电器制造、飞机零件制造等行业。
虽然激光喷丸成形技术在金属板料加工中表现出色,但是它也存在着一些不足,如工艺投入资源大、设备成本昂贵等。
因此,科学家们针对这一点,展开了大量的研究,以提高激光喷丸成形技术的效率。
首先,他们改进了激光喷丸头的结构,以增加喷丸的精度和效率,消除喷丸时产生的内压和热效应。
其次,在传统的激光切割头上增加了冷却装置,以保护金属板料免受高温的烧伤,从而提高激光喷丸成形技术的效率。
最后,科学家们利用现代计算机技术,对激光喷丸机的控制系统进行了调整,以弥补激光喷丸技术的不足,提高激光喷丸成形技术的效率。
综上所述,激光喷丸成形技术是一种很实用的金属板料加工技术,它可以有效地替代传统的加工方式,从而降低生产成本,提高加工效率。
喷丸成型工艺喷丸成型工艺是一种利用高速、高压气流射击磨料、金属丸等颗粒物,对物体表面进行清洗、去除锈蚀、表面处理等作用的现代化工艺。
该工艺广泛应用于金属零件、铸件、合金件、汽车零部件、机械设备、船舶等行业,具有高效、节能、环保、低成本等优点。
喷丸成型是利用压缩空气或蒸汽将高速、高压气流射向物体表面,以达到清除表面污物、去除毛刺、改善表面质量等目的的一种现代化表面处理工艺。
喷丸成型时,首先将磨料和压缩空气或蒸汽混合在一起,然后由喷枪喷射出来,使得磨料在高速气流冲击下击打在物体表面上,从而实现表面去污、去毛刺、钝化等作用。
喷丸成型是综合了机械冲击、磨擦和化学反应等多种作用的表面处理方法。
喷丸成型的应用范围喷丸成型广泛应用于各个行业。
在船舶领域主要是用于船体、水平轴、螺旋桨、锚链等大型设备的清洗和防护。
在机械行业中,喷丸成型主要应用于各类机床、刀具、发动机零件、齿轮、传动装置等设备上的表面处理。
在汽车行业中,喷丸成型主要用于发动机、变速器、悬架、制动器等车辆零部件的清洗和表面处理。
在航空航天领域方面,喷丸成型主要应用于飞机零部件的重要旋转件、涡轮叶片、推力结构件等表面处理。
1. 提高表面质量。
喷丸成型可以平整物体表面,去除表面污渍、氧化铁皮等杂质,使得表面质量得到了提高。
2. 可以提高表面均匀度。
喷丸成型可以让不规则形状的零件表面完整且均匀。
3. 消除应力波纹。
通过喷丸成型,可以有效的消除表面的应力波,从而消除零件的涂装或镀层的深度差异。
4. 提高涂装或镀层附着力。
喷丸成型可以提高涂装或镀层与零件本身的附着力,使得涂层或镀层的寿命得到延长。
5. 去除氧化皮、锈迹。
喷丸成型可以去除零件表面的氧化皮、锈迹等,使得表面变得干净、光滑、亮丽。
综上所述,喷丸成型工艺是一种高效、节能、环保的表面处理工艺,具有广泛的应用前景和优点。
在未来的发展中,喷丸成型将进一步完善其技术水平,为各行业的发展和进步做出贡献。
探究气动条带式喷丸成形技术发布时间:2022-11-21T08:19:36.614Z 来源:《科学与技术》2022年30卷第7月第14期作者:姜伟冯文涛王佳文别吉松[导读] 气动条带式喷丸技术如今被广泛运用于航空航天等领域,其可以有效提升机械零件的强度,并且具有成本低、设备简单等诸多特点。
姜伟冯文涛王佳文别吉松中航西安飞机工业集团股份有限公司陕西西安 710089摘要:气动条带式喷丸技术如今被广泛运用于航空航天等领域,其可以有效提升机械零件的强度,并且具有成本低、设备简单等诸多特点。
基于此,本文主要探究气动条带式喷丸成形技术展开研究,并对其具体应用和未来发展方向展开探讨,以供参考。
关键词:气动条带式;喷丸;航空;机翼引言现如今,随着时代的发展和社会进步,对民机飞行速度和经济性要求也在进一步提升,而飞机设计也从之前的直纹面翼型转变为复杂双曲率超临界翼型。
也正是因为这种变动,使得直线抛丸这种传统的方法难以适应大型超临界翼型壁板成型需要,而气动条带式喷丸成形技术可以借助机床运动坐标以及包络构成不同形状的喷丸轨迹,也更好满足不同外形机翼壁板成形需要[1]。
下面就对喷丸成形技术展开分析,并对气动条带式喷丸成形技术展开研究。
一、喷丸成形技术的发展概况1.国外发展概况喷丸成形技术在国外最早被运用于军用飞机制造当中。
在二十世纪四十年代初,Jim Boerger(美国)是最早提出喷丸成形技术这一概念的人,并将该技术运用于飞机机翼整体壁板加工当中,这也使得喷丸成形技术的应用领域不再仅局限于对材料表面的处理和强化作用[2]。
后来喷丸成形技术被运用于航空制造领域当中,该技术在欧美国家获得快速发展和广泛应用,并成为机翼壁板成形中的一项重要技术。
到二十世纪五十年代中期,该技术成为军用飞机和民用飞机机翼以及机身零件制造的主要手段,在八十年代,超临界机翼已经成为评判一个飞机是否先进的重要标志之一。
但同时,由于构成机翼整体壁板带筋结构越来越复杂化,这也使得传统喷丸成形技术难以满足机翼整体壁板结构要求。
喷丸成型原理:利用高速弹丸流撞击金属板材的表面,使受撞击的表面及其下层金属材料产生塑性变形而延伸(如图1所示),从而逐步使板材发生向受喷面凸起的弯曲变形而达到所需外形的一种成形方法。
分类:按照驱动弹丸运动的方式,喷丸成形分为叶轮式喷丸成形和气动式喷丸成形。
(两者没有本质区别)按照喷打方式,喷丸成形分为单面喷丸成形和双面喷丸成形。
(双面喷丸成形主要用于复杂型面构件的成形)根据喷丸成形时构件是否承受弹性外力,喷丸成形分为自由状态喷丸成形和预应力喷丸成形。
(预应力喷丸成形可以获得更大的喷丸变形量和更复杂的构件外型)喷丸成形所引起的零件变形量与喷丸强度、弹丸覆盖率和零件厚度有关。
影响喷丸强度的因素主要有与弹丸有关的参数,包括弹丸材料、弹丸热处理状态和弹丸直径,以及与喷丸设备有关的参数,包括弹丸速度和喷射角度。
影响弹丸覆盖率的因素主要有喷丸时间和受喷零件的材料性能。
喷丸成形的优点成本低——无需成形模具、生产准备周期短、场地占用少、零件尺寸不受设备喷丸室大小限制等;品质高——具有疲延长制件疲劳寿命、提高制件抗耐腐蚀性能的潜质。
既可以成形单曲率零件,也可以成形复杂双曲率零件。
喷丸成形的局限性球面变形趋势变形有限限制条件苛刻影响因素繁多喷丸成形的发展国外:自20世纪40年代初期,美国Lockheed航空公司的工程师JimBoerger从喷丸强化Almen 试片产生变形这一特点受到启发,从而开创了这一对现代飞机制造产生重大影响的先进成形技术。
伴随机床控制技术的进步,喷丸设备由过去的机械控制喷丸机发展到后来的数控喷丸机。
此外,通过竞争兼并,已经形成高度垄断、大型、专业化、喷丸工艺及设备兼营的跨国集团公司喷丸成形设备供应商,如美国金属改进公司等。
随着大型运输机机翼设计技术的发展,喷丸成形技术经历了带纵筋机翼整体壁板蒙皮类零件到不带筋条机翼整体厚蒙皮类零件和带曲筋机翼整体壁板类零件的喷丸成形等发展阶段。
在成功应用于Constellation(星座号)飞机壁板零件的生产之后,喷丸成形技术便被广泛应EM120,A10,A6,EA6,S3A,P3,C5,C130,C141,F15,F5E,B1等军用飞机及A310-A340、707-777、REGIONALJET 、DASH 7、DASH 8、L1011、MD11、MD80、MD90、MD95、DC10、ATR72、Do.228、Do.328等民用飞机以及运载火箭ARIANE-4,5和ATLASII 上的整体壁板零件制造中。
第16卷第3期精密成形工程2024年3月JOURNAL OF NETSHAPE FORMING ENGINEERING165大尺寸2024-T351铝合金喷丸成形曲率变化规律研究尹佳1,贾保国1,杨辉1,徐刚1,胡彦华1,李凡2,王安恒2*(1.中航西安飞机工业集团股份有限公司,西安 710089;2.安徽工程大学,安徽芜湖 241000)摘要:目的以喷丸成形工艺下的2024-T351铝合金平板件和单筋件为研究对象,分析弦向及展向曲率半径试验值与拟合值的变形规律。
方法针对试件厚度、喷丸压力、喷丸速度、预弯量4个参数进行喷丸成形操作的正交试验,通过测量成形后曲率的变化规律,分析不同参数组合对平板件和单筋件成形变化规律的影响。
结果在不考虑材料性能波动的情况下,随着平板件厚度和喷丸速度的增大,平板试件的弦向曲率半径和展向曲率半径均呈递增趋势;而随着喷丸压力的增大,平板试件的弦向曲率半径和展向曲率半径则呈现递减趋势,即当平板件厚度和喷丸速度增大时,喷丸成形对平板试件弯曲的影响程度有所增大,曲率半径减小;反之,喷丸成形对平板试验件弯曲的影响程度减小,曲率半径增大。
结论在忽略初始状态并将其假设为自由状态或给定预弯量状态的条件下,随着喷丸速度的增大,单筋试件的曲率半径递增,试验值与拟合值的变化趋势基本相符,二者最大偏差为11.2%。
关键词:喷丸成形;2024-T351铝合金;曲率半径;正交实验;喷丸速度DOI:10.3969/j.issn.1674-6457.2024.03.018中图分类号:V26 文献标志码:A 文章编号:1674-6457(2024)03-0165-06Curvature Change Law of Large Size 2024-T351 Aluminum Alloyunder Shot Peening FormingYIN Jia1, JIA Baoguo1, YANG Hui1, XU Gang1, HU Yanhua1, LI Fan2, WANG Anheng2*(1. A VIC Xi'an Aircraft Industry Group Co., Ltd., Xi'an 710089, China;2. Anhui Polytechnic University, Anhui Wuhu 241000, China)ABSTRACT: The work aims to take 2024-T351 aluminum alloy flat and single rib parts under shot peening forming technology as the research object to analyze the deformation laws of chord and spanwise curvature radius test values and fitting values. The orthogonal experimental method was adopted to apply four parameters, namely specimen thickness, shot peening pressure, shot peening speed, and prebending amount, to the shot peening forming operation. The curvature change law after forming was measured, and the forming change law of flat and single rib parts was analyzed under different parameter combinations. Re-gardless of the material performance fluctuation, as the thickness of the flat specimen and the shot peening speed increased, both the chordal curvature radius and the spanwise curvature radius of the flat specimen showed a decreasing trend. As the shot peening pressure increased, the chord curvature radius and the spanwise curvature of the flat specimen both decreased. When the收稿日期:2023-12-22Received:2023-12-22引文格式:尹佳, 贾保国, 杨辉, 等. 大尺寸2024-T351铝合金喷丸成形曲率变化规律研究[J]. 精密成形工程, 2024, 16(3): 165-170. YIN Jia, JIA Baoguo, YANG Hui, et al. Curvature Change Law of Large Size 2024-T351 Aluminum Alloy under Shot Peening Forming[J]. Journal of Netshape Forming Engineering, 2024, 16(3): 165-170.*通信作者(Corresponding author)166精密成形工程 2024年3月thickness and shot peening speed of the flat specimen increased, the bending degree of the flat specimen by shot peening form-ing increased, resulting in a decrease in the curvature radius. When the shot peening pressure increased, the degree of bending of the flat specimen caused by shot peening decreased, resulting in an increase in the curvature radius. Regardless of whether the initial state is a free state or a given prebending state, as the shot peening speed increases, the curvature radius of the single rib specimen increases. The experimental values are basically consistent with the fitted values, with a maximum deviation of 11.2%.KEY WORDS: shot peening forming; 2024-T351 aluminum alloy; curvature radius; orthogonal experiment; shot peening speed喷丸成形具有生产效率高、材料利用率高等优点,是一种新型金属成形方法[1],尤其在大尺寸构件制造中,喷丸成形技术具有重要的应用价值[2]。
激光喷丸成形金属板料的研究
激光喷丸成形(LPM)是一种极具创新性和可视性的有趣的物理加工技术,它可以将
物料的尺寸和形状固定在一起,以便成形金属板料。
它经常用于生产金属及其合金的零件,以及强度要求较高的医用植入物、过滤装置和精密振动环境元件等。
激光喷丸成形是一种利用激光直接把钢砂子融入金属板料中形成硬化层的过程。
它的
特点在于快速,没有模具的要求,可以精确地控制厚度,并且可以对钢砂子进行多次重复。
激光喷丸成形可以在任何金属板料上进行处理,包括不锈钢、铝、钛、全程钢和铸造
结构,也可根据需要使用不同粒径的钢砂进行加工。
通常,加工尺寸和形状比传统成形技
术更加紧凑小巧,覆盖层更加均匀,还快速准确地控制厚度,作用力可以控制在较低水平,不容易产生拉伸和撕裂缺陷,有效提高金属板料的成型质量。
除此之外,激光喷丸成形还可以用于制作复杂的零部件,比如深槽、孔、凹槽和锯齿等,而且没有拉伸和应力集中,因此可以改善金属板料的性能和结构耐久性。
总之,激光喷丸成形是一种对复杂成形零件的优秀的加工技术。
它的特点是快速、可视、可复位,可在多种金属板料上操作,可以提高加工精度和成形质量,可实现任意设计
和复杂零件加工的成形,有效提高成型金属零件的可靠性和使用寿命。
喷丸成形工艺
嘿,朋友们!今天咱来聊聊喷丸成形工艺,这可真是个有意思的玩意儿!
你想想看啊,就好像我们要给一块材料来个大变身。
喷丸成形就像是一位神奇的魔法师,能让平平无奇的材料变得有模有样。
喷丸成形工艺呢,简单来说,就是用高速喷射的小弹丸去撞击材料。
这就好比一群小精灵在材料上欢快地蹦跶,蹦着蹦着,材料就被改变形状啦!是不是很神奇?
这可不是随随便便就能做好的哦!就像做饭一样,得掌握好火候和调料的搭配。
喷丸的力度、角度、弹丸的大小,这些都得拿捏得恰到好处。
要是力度大了,说不定材料就被打得千疮百孔啦;要是力度小了呢,又达不到想要的效果,那可就白折腾啦!
而且啊,不同的材料对喷丸成形的反应也不一样呢!有的材料就像个调皮的孩子,得好好哄着才能听话变形;有的材料则像个乖宝宝,稍微一弄就乖乖就范了。
这可真考验咱们的技术和经验呀!
喷丸成形工艺在很多地方都大显身手呢!比如说航空航天领域,那些漂亮的飞机翅膀啥的,说不定就有喷丸成形的功劳。
还有汽车制造行业,让车身更加美观、坚固。
咱再说说喷丸成形后的材料,那可真是焕然一新啊!就像一个人换了个新发型,整个人的气质都不一样了。
经过喷丸成形的材料,不仅形状变了,它的性能也可能会有所提升呢,变得更结实、更耐用。
你说这喷丸成形工艺神奇不神奇?咱生活中的好多东西可能都离不开它呢!所以啊,可别小看了这看似普通的工艺,它背后可有着大学问呢!
总之呢,喷丸成形工艺就像是一个隐藏在幕后的英雄,默默地为我们的生活带来便利和惊喜。
它让那些普通的材料变得不再普通,让我们的世界变得更加丰富多彩。
所以啊,咱得好好感谢这个神奇的工艺,让我们的生活变得如此美好!。