PFMEA-失效模式分析
- 格式:ppt
- 大小:3.46 MB
- 文档页数:34


3 1FMEA编号:7992210838A-PFMEA-A
编制人:
原始日期:
核心小组:顾客批准:
发
生
度控制预防控制探测探
测
度采取的措
施完成日
期严
重
度发
生
频
度探
测
度R
P
N
颜色一致颜色不一致产品出现色
差,顾客拒
收2混料、错料
、材料变质3供方出厂检
验入厂检验、
对比212
包装完好包装破损混料,加工
的产品不合
格4储、运过程
受损3供方出厂检
验入厂检验224
材料牌号
无误材料牌号不
符产品强度和
性能达不到
要求,顾客
拒收6错发、标识
不清3每袋产品贴
外包标识复验材质报
告472委外检验1次
/年63354
提交合格
材质报告材质报告不
合格产品强度和
性能达不到
要求,顾客
拒收6材料供方过
程失控2供方出厂检
验年度抽检(1
次/年)896委外检验1次
/年62336
2、入库储
存环境合理原材料受潮影响注塑加
工质量2储存环境不
合理2将原材料上
架定期检查(1
次/周)312
材料领取
无误错领加工出的产
品不合格,
顾客退货,
产品报废3标识不清,
对原材料不
熟悉3每种原材料
贴外包标识专人发料327
先选先出未做到“先
选先出”无法追溯4原材料区域
管理不到位2实行区域管
理,定期清
理,完善标
识专人管理,
定期检查(1
次/月)216
料筒温度过
高/过低浪费能源,
材料变质/材
料流动性
差,注塑缺
料5参数设定不
合格2程序设定,
自动控制检查、记录440参数确认记
录(1次
/2h)立即执行52220 潜在失效模式与影响分析
类似FMEA编号: 共 页 第 页
零件名称/代号:面板/7992210838A过程职责:制造部、工艺科XXX
总成代号:关键日期:2019-08-06修订日期:
核心小组: XX(车间主任)、XXX(质量工程师)、XX(项目工程师)、XXX(业务员)、XXX(物料
部长)、XXX(工艺工程师)
过程步骤
功能要求潜在失效模
式失效潜在影
响严
重
度分
类失效潜在原
因现行过程
R
P
N建议措施责任和目
标完成日
期实施结果
1、来料检
验
3、领料量 产试生产样 件
系 统子系统零 件
第 1 页,共 3 页
过程责任:关键日期:
严频探风险
潜在潜在重分潜在失效度现行探测测系数责任及采取的R
失效模式失效后果度类起因/机理
过程控制度目标完成措施P
SODRPN
日期N
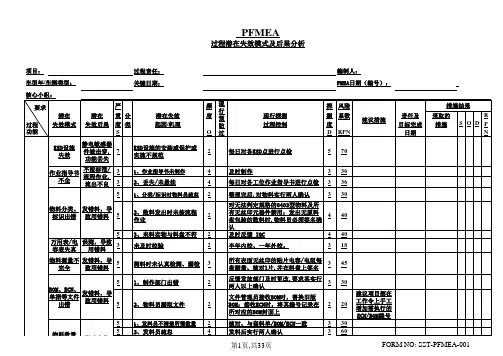
ESD设施
失效静电敏感器
件被击穿,
功能丢失7ESD设施的安装或保护或
实施不规范2
每日对各ESD点进行点检570
3
1、作业指导书未制作4
及时制作336
3
2、丢失/未悬挂4
每日对各工位作业指导书进行点检336
5
1、分类/标识时物料员疏忽2
整理完后,对物料实行两人确认330
52、散料发出时未按流程
作业2对无法判定规格的0402型物料及所
有无丝印元器件禁用;发出无原料
盘包装的散料时,物料员必须签名确
认440
5
3、来料实物与料盘不符2
及时反馈 IQC440
万用表/电
容表失真误测,导致
用错料3
未及时校验2
半年内校、一年外校。318
物料测量不
完全发错料,导
致用错料5
测料时未认真检测、漏检3所有表面无丝印的贴片电容/电阻每
盘测量、核对1片,并在料盘上签名345
5
1、制作部门出错2反馈发放部门及时更改,要求其实行
两人以上确认330
5
2、物料员漏取文件2文件管理员接收BOM时,替换旧版
BOM;接收ECN时,将其编号记录在
所对应的BOM封面上220建议项目部在
工作令上手工
增加需执行的
ECN/BOM编号
5
1、发料员不清楚所需数量2
核对、与套料单/BOM/ECN一致330
5
2、发料员疏忽4
发料后实行两人确认360 PFMEA
D
发错料,导
致用错料
影响产能不按标准/
流程作业,
流出不良
发错料,导
致用错料物料分类、
标识出错
BOM、ECN、
单据等文件
出错
物料数量
不对作业指导书
不全措施结果现
行
预
防
过建议措施
SO车型年/车辆类型:
FMEA日期(编号):
核心小组:过程潜在失效模式及后果分析
项目:编制人:
过程
功能要求
第1页,共33页FORM NO: SST-PFMEA-001
严频探风险
潜在潜在重分潜在失效度现行探测测系数责任及采取的R
失效模式失效后果度类起因/机理
过程控制度目标完成措施P
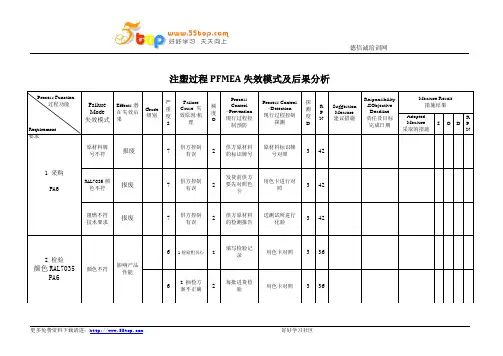
德信诚培训网
更多免费资料下载请进: 好好学习社区
注塑过程PFMEA失效模式及后果分析
Failure
Mode
失效模式 Effects潜在失效后果 Grade
级别 严重度S Failure
Cause 失效原因/机理 频度O Process
Control
–Prevention
现行过程控制预防 Process Control
–Detection
现行过程控制探测 探测度D RPN Suggestion
Measure
建议措施 Responsibility
&Objective
Deadline
责任及目标
完成日期 Measure Result
措施结果
Adopted
Measure
采取的措施 S O D RPN
1 采购
PA6
原材料牌号不符 报废 7 供方控制有误 2 供方原材料的标识牌号 原材料标识牌号对照 3 42
RAL7035颜色不符 报废 7 供方控制有误 2 发货前供方要先对照色卡 用色卡进行对照 3 42
阻燃不符技术要求 报废 7 供方控制有误 2 供方原材料的检测报告 送测试所进行化验 3 42
2 检验
颜色RAL7035
PA6 颜色不符 影响产品性能 6 1检验粗员心 2 填写检验记录 用色卡对照 3 36
6 2 抽检方案不正确 2 每批进货检验 用色卡对照 3 36 Process Function
过程功能
Requirement
要求

中国3000万经理人首选培训网站
更多免费资料下载请进: 好好学习社区
潜在失效模式及后果分析
(过程FMEA)
FMAE编号:CC-26-P
项目名称 密封圈 过程责任部门 炼 胶 车 间 、制品车间、质保部 页码: 共 2 页, 第1 页
件号和名称 4112.09.25 密封圈 关键日期 2003.3.3
编制人 : 主要参加人 :***、***、***、***、***、***、***、***、***、***、***、***、**、***、**、***、*** FMEA 日期 (编制): 2003.2.24
修订日期:
序 号 过程 功能
要求
潜在
失效模式 潜在
失效后果 严重度
S 级别 潜在失效
起因/机理 频度